Содержание
Установка металлической печи в бане: инструкция
Пожалуй, нет ничего важнее правильного монтажа печи. Чтобы свести к минимуму возможность возгорания при её эксплуатации, от мастера требуется соблюдение многих технологических требований.
Когда печь начинает работать, ей приходится взаимодействовать с деревянными элементами, конструкционными деталями и крышей.
Именно поэтому, если работы производить самостоятельно, необходимо строго выполнять технологические изоляционные правила.
Кроме этого, соединение узлов и их монтаж, должно быть надежным и качественным. Это даст возможность получить нормальное функционирование всей сложной отопительной системе бани. Предлагаем более детально рассмотреть проблему, как установить печь в бане правильно.
Содержание
- 1 Где устанавливается печь в бане
- 2 Фундамент для банной печи
- 3 Вентиляция
- 4 Монтаж в стенку
- 5 Как обустраивается дымоход
- 6 Техника безопасности
- 7 Часто повторяющиеся ошибки при монтаже
- 8 Заключение
Где устанавливается печь в бане
Расположение печи в бане будет оптимальным, если удастся одновременно обогреть:
- парилку;
- предбанник;
- места отдыха.

Ставить сразу несколько просто не рационально. Во-первых, это потребует больших денежных вложений, Во-вторых, будет очень неудобно одновременно обслуживать несколько конструкций.
На расположение бани влияет несколько важных факторов:
- планировка;
- вид печки;
- габариты.
Установка металлической печи в бане будет идеальным, если смонтировать в парилке каменку, а топочную часть вынести в комнату отдыха. Такое расположение позволит обогревать сразу оба помещения бани. Топочный процесс будет происходить за территорией парилки. Следовательно, в ней никогда не будет мусора, а топить можно даже когда в парилке находятся люди. Это никак не повлияет на их отдых.
Аналогичным способом располагают печь из кирпича. Но необходимо учитывать один важный фактор. Такая конструкция занимает много места, поэтому ее расположение выбирается во время проектирования строительства бани.
Чтобы установить ее нужно обязательно создать надежное основание. Заливка фундамента обычно происходит совместно с устройством общего фундамента.
Заливка фундамента обычно происходит совместно с устройством общего фундамента.
А как правильно установить печь в бане, если в ней имеется 3 комнаты? Тут все зависит от планировки, в идеале, если ваша планировка позволяет, то нужно сделать так, чтобы она могла обогревать сразу все помещения и поддерживать нужную температуру.
Печки небольшого размера, особенно это касается электрических конструкций, в большинстве случаев монтируют прямо в парном отделении. Чтобы обогревать другие помещения, пользуются другими источниками тепла. Это может быть «теплый пол», отапливаемый электричеством или подключенный к водяной системе отопления всего помещения.
Считается самым подходящим вариантом «теплый водяной пол», если сауна расположена прямо в доме или в пристройке рядом. Но только если сам дом обогревается системы водяного отопления и остались мощности котла достаточно для подключения к нему дополнительного контура.
После выбора места, переходим к этапам, чтобы установка банной печи в парной производилась по всем правилам. Для этого ниже приводится пошаговая инструкция.
Для этого ниже приводится пошаговая инструкция.
Фундамент для банной печи
Чтобы установить печь в баню, нужно обязательно залить особый фундамент. Его основание должно быть:
- прочным;
- ровным;
- пожаробезопасным.
Для выполнения этих условий кладут асбестовый картон. Толщина листа может находиться в пределах 1–1,5 см. Укладываются стальные 5 мм листы. Применяемые материалы должны обязательно закрывать всю площадь под печкой. Величина выступа за пределы площади (30–40 см) делается со всех сторон.
Очень важно правильно рассчитать прочность перекрытий. Расчет учитывает массу печи. Балки перекрытий изготавливают из лиственницы или хвойных деревьев.
Если перекрытие достигает 5-метровой длины, идеальным вариантом считаются клееные конструкции. Такая балка способна выдержать очень большую нагрузку.
Сечение балки может иметь два вида:
- прямоугольное;
- квадратное.
Расстояние между ними выдерживается в пределах 3–12 см.
Когда определяется значение прочности перекрытия, принимают во внимание также временные нагрузки.
К постоянным нагрузкам относится:
- давление стен;
- масса печи;
- крыша;
- грунт.
Временные нагрузки появляются после установки мебели, монтажа выносного оборудования, наличия людей и другие климатические факторы.
Некоторые хозяева, специально для бани заливают отдельный фундамент. И это не зря. Благодаря отдельному основанию, печку можно будет эксплуатировать намного дольше.
Вентиляция
Перед тем как установить печь, необходимо создать систему вентиляции воздуха. В помещение всегда должен быть свежий воздух, который будет проходить через канал, смонтированный под полом. Этот канал и будет входом в вентиляционную систему. Иногда конструкция печи может устанавливаться на ножки. Вход вентиляции делается под модулем. Габариты канала имеют стандартную величину – 100 кв. сантиметров. Его вход обязательно закрывают специальной решеткой.
Под потолком располагают канал, по которому воздушные массы будут покидать помещение. Сечение делается по размеру входного канала – 100 кв. см. Труба также закрывается решеткой. Для обслуживания каналов, в решетки устанавливают специальные задвижки.
Монтаж в стенку
Когда требуется монтаж печи для бани между двумя смежными комнатами, нужно обязательно соблюдать пожарную безопасность. Работу облегчает заранее продуманных проект, в котором была предусмотрена подобная ситуация. Часть стены, изготавливают из кирпича или негорючего материала.
В зависимости от размеров печки и ее мощности рассчитывается величина проема. Производитель сообщает точные размеры в инструкции по монтажу. Конечно, можно и не придерживаться указанных размеров, когда невозможно их техническое исполнение. Но размеры обязательно должны изменяться только в большую сторону.
Чтобы установить самодельную печь, используют усредненные стандарты:
- Удлиненная топка и горючий материал без защиты должны разделяться минимум 50 см.
- Когда стены печки защищены теплоизоляционным материалом, например, асбестом, выдерживается расстояние: 25–36 см.

Между металлической печкой и деревянными стенами бани, обязательно укладывается кирпич. Плотного прилегания не делается. Оставляется воздушный зазор. Величина указывается в рекомендациях по установке. Обычно она должна быть больше 2,5 см.
Образовавшуюся воздушную подушку можно заполнить несколькими видами материала:
- базальтовым картоном;
- каменной ватой.
Не допускается наличия посторонних компонентов в базальтовой вате. Они просто станут песком, после нагрева до температуры более 600 градусов. Печь в бане можно устанавливать только при наличии особых высокотемпературных изоляторов. Эти материалы могут спокойно выдержать 800-1000 градусов.
Металлическое изделие, обложенную кирпичом, можно спокойно эксплуатировать, не боясь возникновения пожара.
Как обустраивается дымоход
Монтаж дымоходной трубы, является заключительной фазой установки металлической печи. Для создания дымохода можно воспользоваться несколькими способами. Поговорим об этом поподробнее.
Для создания дымохода можно воспользоваться несколькими способами. Поговорим об этом поподробнее.
- Для печи не очень подходит металлическая труба. Сильно нагретые газы, попав в такую трубу, могут раскалить металл, возможно воспламенение кровли.
- Несколько десятилетий назад, очень популярным оставался кирпичный дымоход. Однако его громоздкая конструкция не всегда подходила для определенных моделей печки. Кроме того, фундаменту приходилось испытывать дополнительные нагрузки. Чтобы построить такую трубу необходимо уметь работать с кирпичом и иметь предварительно разработанный проект.
- Идеальной считается установка сэндвич трубы. Этот материал отличается низкой ценой, его легко монтировать. Во время проектирования не возникает никаких сложностей.
Наружная поверхность такой сэндвич трубы никогда не нагревается. Следовательно, отсутствует возможность возникновения пожара. - Очень редко устанавливают керамический дымоход. Его главным недостатком является очень большой вес. Он примерно равен массе кирпичного дымохода. Стоимость такого материала очень высока. Она намного выше средней цены сэндвич трубы.
 Он примерно равен массе кирпичного дымохода. Стоимость такого материала очень высока. Она намного выше средней цены сэндвич трубы.
Он примерно равен массе кирпичного дымохода. Стоимость такого материала очень высока. Она намного выше средней цены сэндвич трубы.Высокая популярность сэндвич дымоходов, их удобный монтаж, подтверждается изготовителями металлических печей. В инструкции по монтажу уделено очень много внимания этому материалу.
В качестве дополнительной услуги, металлическая печь комплектуется сэндвичем. Это дает возможность сэкономить время на поиски материала для монтажа отопительной системы в своей бане.
Техника безопасности
Все основные требования установки печей указаны в действующем «СНиП 41-01-2003». Стальные печи без экрана устанавливаются свободно, согласно поз. А.
Чугунная печь, без применения экрана, которую будут использовать, не очень часто, с небольшой мощностью, можно устанавливать согласно позиции Г и Е.
Асбестовый картон можно заменить слоем базальтовой ваты, толщиной более 12 мм. Для применения минерита, делается предварительный расчет. На один киловатт мощности должно приходиться 7,5 мм толщины материала.
На один киловатт мощности должно приходиться 7,5 мм толщины материала.
Чтобы постоянно пользоваться печью, например на даче, экран печи нужно делать из кирпича. Таким образом, повысится пожаробезопасность.
Кроме того, облицевав банную печь подобным образом, пар будет более качественным.
Часто повторяющиеся ошибки при монтаже
Безусловно, установка печи в бане требует значительных усилий и подготовки. Иногда, даже у профессиональных мастеров такая работа вызывает определенные затруднения.
Большой ошибкой становится отказ новичка от услуг монтажа, предложенной ему в магазине. Сегодня такие услуги предоставляются большим количеством фирм. Мастера доставят печку по указанному адресу и выполнят ее монтаж. Одним из важных преимуществ подобной работы, можно считать получение гарантии на установленный агрегат.
Если вы сами будете проводить монтаж и сделаете ошибку, которая приведет к поломке печи, гарантийное обслуживание перестает действовать.
Не все садовые участки отличаются большими габаритами. Хозяевам приходится производить монтаж бани около других построек. Это можно назвать большой ошибкой.
Хозяевам приходится производить монтаж бани около других построек. Это можно назвать большой ошибкой.
Во-первых, очень тяжело пользоваться соседствующими постройками.
Во-вторых, появляется опасность возникновения пожара.
Чтобы создать защиту от возгорания, необходимо чтобы труба возвышалась над баней, и была выше любой соседней крыши. Сверху ее нужно закрыть специальным сетчатым искрогасителем.
Опытный умелец самостоятельно выполняет монтаж печки и проводит все строительные работы. Профессионалы рекомендуют проверить, какой получилась толщина стенок, особенно если делали ее своими руками, перед началом обкладки кирпичом.
Если металл быстро прогорит, придется проводить ремонтные работы по его замене, а это потребует дополнительных денежных вложений и покупку нового материала.
Заключение
Выше представленная схема установки печи поможет избежать основных ошибок, которые допускают люди, никогда не имеющие дела с подобной работой.
Похожие статьи:
Как правильно установить печь в бане? Выбор места, тонкости монтажа печи в деревянном доме
Печь является сердцем любой бани. В большинстве случаев, сегодня в парилках преобладают железные отопительные конструкции. Выбор этих устройств не случаен, поскольку они: отличаются простотой монтажа, относительно дешевые и просты в эксплуатации.
В большинстве случаев, сегодня в парилках преобладают железные отопительные конструкции. Выбор этих устройств не случаен, поскольку они: отличаются простотой монтажа, относительно дешевые и просты в эксплуатации.
Для каждого уважающего себя мужчины, установка печи в бане – это немалое достижение, которое на протяжении многих лет будет согревать и тела, и души членов семьи, а также друзей. Поэтому, монтаж банной печи должен проводиться грамотно, как с технологической, так и с пожаробезопасной точки зрения.
Лучше всего, если еще до начала процесса сооружения бани вы сразу определитесь с видом печи. Хотя, можно вносить коррективы и в самом процессе строительства, что немного усложнит работы.
И все же, как установить печь в бане чтобы конструкция хорошо прогревала целое здание и, одновременно, была полностью безопасной для всех посетителей? Теперь обо всем по порядку.
Какие существуют разновидности печей
Чаще всего печи для парилок классифицируют за размещением топливной дверцы. В связи с этим, можно выделить такие виды топливных устройств, дверцы которых:
В связи с этим, можно выделить такие виды топливных устройств, дверцы которых:
- находятся в помещении парной;
- размещены в предбаннике или комнате отдыха;
- выходят на улицу.
Наиболее типичный – первый вариант, при котором дрова закладывают в топку непосредственно из парилки. Такая конструкция печи позволяет в любое время осуществлять регулировку тяги, путем приоткрывания или закрывания дверцы. Если в ней имеется стеклышко, то можно полюбоваться пламенем.
Хотя, здесь есть свои недостатки:
- на полу возможен остаток грязи или мелких щепок от дров;
- относительно быстро уменьшается количество кислорода (результат его выжигания пламенем).
Наиболее оптимальной и безопасной считается вторая версия, когда загрузка дров ведется из предбанника или комнаты отдыха. Ее преимущества:
- в парной остается достаточно кислорода;
- легче следить за поддержкой чистоты;
- больше освобождается пространства в парилке.

*
Плюс к этому, одновременно решается вопрос отопления комнаты отдыха.
Соответственно третьей разновидности, печь в баню можно встроить таким образом, что дверца топливника будет выходить на улицу. При таком раскладе, недостатки – налицо:
- закладывать и догружать топливо нужно с улицы;
- невозможно регулярно следить за тягой, поскольку для этого следует покинуть помещение и др.
Такой вариант возможен при наличии очень маленьких помещений или сезонных бань.
Важно! Чтобы не возникло проблемы с загрузкой дров, перед тем, как приобрести металлическую печь, необходимо определиться, влево или вправо должна открываться дверца.
Хотя сегодня в некоторых моделях печек для сауны, возможно, как левостороннее, так и правостороннее ее размещение.
Как выбрать место для установки печи
Если кто-то думает, что банную печку устанавливают где попало, то он очень ошибается. Как, все-таки, правильно установить печь для бани, какие требования к установке железной отопительной конструкции?
Как, все-таки, правильно установить печь для бани, какие требования к установке железной отопительной конструкции?
Во-первых, печник должен знать наперед, как будут размещаться воздуховоды. Во-вторых, необходимо хорошо продумать и учесть способы защиты банных стен от высокой температуры. И в-третьих, существенно уметь просчитать возможно допустимые расстояния к стенкам.
Кроме того, нужно учитывать предел огнестойкости негорючих стен. Если он рассчитан не менее, чем на 1 час, то монтаж печи можно осуществлять на любом расстоянии от стены бани. Понятно, что чем дальше – тем лучше. Правда, рекомендуется, отступить от стенки хотя бы на 4 см.
Сегодня встретить кирпичную или бетонную баньку – большая редкость. Чаще всего, если такие варианты встречаются, их обшивают вагонкой из дерева или легковоспламеняющегося пластика.
Совсем другое дело, если в качестве материала для сооружения стен используют древесину. При возведении деревянных конструкций должны соблюдаться такие правила:
- расстояние между горячей частью отопительного устройства и стеной здания, не защищенной металлом (другим видом экрана), должно быть не меньше 50 см;
- если топливные каналы проходят через стену или перегородку, то эти конструкции должны быть сделаны из негорючих материалов, начиная от пола, и оканчивая высотой 25-30 см над уровнем верхнего края топливной дверцы. Причем их толщина должна быть в пределах 12,5 см и больше;
- верхняя часть металлической печи должна быть размещена на высоте 80 см от потолка и больше, даже если он теплоизолирован и оштукатурен;
- при наличии незащищенного, огнеупорным материалом, потолка, он должен размещаться на расстоянии 120 см и больше от верхнего уровня печи;
- расстояние между топочной дверцой и противоположной стеной должно быть не меньше 1,25 м;
Важно! С целью недопущения перегрева отопительных приборов, нельзя использовать ниши для их размещения.
*
При выборе оптимального места для размещения печи для деревянной бани нужно также учитывать размещение теплообменников, сеток-каменок навесного типа, баков для воды, трубопроводов и т.п.
Совет! При покупке печи заводского производства, обязательно требуйте технический паспорт изделия.
Всегда ли нужен фундамент под печь в деревянной бане
Многие спрашивают, в чем заключается правильная установка металлической печи в деревянную баню. Ответ достаточно прост: основание должно быть надежным и строго горизонтальным. Кроме того, оно не должно давать осадки, иметь трещины, что, в комплексе, и будет содействовать устойчивости конструкции. Поэтому, если вы надежно забетонировали пол, то вопрос о необходимости фундамента для установки печи в деревянной бани – практически решен. В таких случаях, печку монтируют в нужном месте непосредственно на бетон. Для удобства уборки, с эстетической целью желательно перед этим дополнить его керамической плиткой.
Ответ достаточно прост: основание должно быть надежным и строго горизонтальным. Кроме того, оно не должно давать осадки, иметь трещины, что, в комплексе, и будет содействовать устойчивости конструкции. Поэтому, если вы надежно забетонировали пол, то вопрос о необходимости фундамента для установки печи в деревянной бани – практически решен. В таких случаях, печку монтируют в нужном месте непосредственно на бетон. Для удобства уборки, с эстетической целью желательно перед этим дополнить его керамической плиткой.
Для горючих деревянных полов необходимо построить фундамент. Хотя, если в комплексе, масса печки с наличием всех «наворочек» меньше 700 кг (именно такой «массовый» предел хороших лаг и досок деревянного пола), то сооружать отдельное основание не обязательно.
В случае обложения печи отражающим экраном из кирпича, установки кирпичного дымохода ее вес значительно увеличивается. Вот тогда необходимо сооружать отдельный фундамент.
Обычно фундаменты строят на 12-20 см больше размеров печного устройства. Их глубина должна равняться глубине здания бани. Не рекомендуется связывать основание несущих стен с фундаментом под печь, поскольку могут образоваться в основе нежелательные трещины и даже разрушения. По высоте, фундамент банной печи должен быть на 20 см ниже плоскости пола.
Их глубина должна равняться глубине здания бани. Не рекомендуется связывать основание несущих стен с фундаментом под печь, поскольку могут образоваться в основе нежелательные трещины и даже разрушения. По высоте, фундамент банной печи должен быть на 20 см ниже плоскости пола.
Для сооружения основы пользуемся стандартным алгоритмом. Это значит, что сначала нужно вырыть котлован, после чего установить опалубку, засыпать внутрь щебень. Чтобы основание было более прочным, рекомендуется в опалубке разместить армирующую сетку. После этого приготовить бетонный раствор в пропорции 1:3 (цемент-песок) и вылить его на щебень. После застывания поверхности, покрыть ее двойным гидроизоляционным слоем (лучше всего рубероидом). После этого уложить 2 ряда кирпича и фундамент готов к эксплуатации.
Монтаж печи на деревянном полу
*
Не все знают, как практически проводится установка печи в бане на деревянный пол. Так вот, если ваша печь вместе с «начинкой» весит не более 700 кг, а толщина лагов и досок – больше чем достаточна, то можно воспользоваться вариантом без демонтажа пола.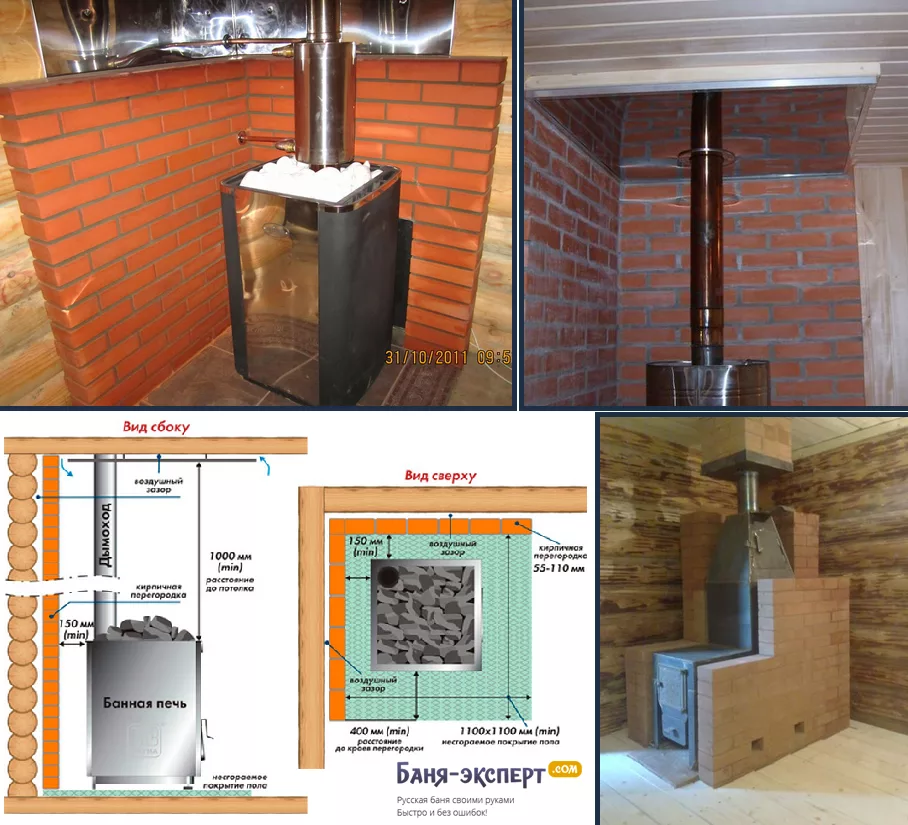 Для этого следует придерживаться такой последовательности выполнения работ:
Для этого следует придерживаться такой последовательности выполнения работ:
- Мелом обозначить, где будет установлена печь на деревянном полу с соблюдением точных размеров отопительного устройства.
- Отложить от каждой из этих линий по 10 см и параллельно обозначить контуры внешнего прямоугольника. Следует помнить, что расстояние от поверхности печки до стенки бани должно быть равным 38 см.
- Взять минеритовую плиту, вырезать точно такой же прямоугольник, как начерчен на полу, и с помощью саморезов привинтить ее к доскам.
Так нельзя укладывать кирпич
- Заложить плиту из минерита 2-мя рядами шамотного или обычного полнотелого красного кирпича, пользуясь при этом огнеупорным раствором. Не забывать, что кладка должна быть строго горизонтальной.
Важно! Для лучшего сцепления плиты с кирпичом, его необходимо, перед укладкой, намочить в соленой воде.
Правильная схема выкладки кирпича
- С помощью термостойкого клея, зафиксировать на возвышенности железный лист или керамогранит. Оба листа достаточно термостойкие, но если их нет – не беда. Ведь наличие кирпича уже является достаточным условием для того, чтобы обеспечить пожарную безопасность для пола.
 Оба листа достаточно термостойкие, но если их нет – не беда. Ведь наличие кирпича уже является достаточным условием для того, чтобы обеспечить пожарную безопасность для пола.
Оба листа достаточно термостойкие, но если их нет – не беда. Ведь наличие кирпича уже является достаточным условием для того, чтобы обеспечить пожарную безопасность для пола.Все, основание готово для эксплуатации. Но не следует спешить, поскольку необходимо примерно 2-3 суток, пока окончательно застынет раствор, клей, чтобы с уверенностью ставить на фундамент печь для бани.
Важно! С точки зрения пожаробезопасности, обязательно установить перед топкой лист из металла (может быть сталь, медь, латунь и др.), размером приблизительно 50х70 см.
Как подготовить стены к установке печи
*
Для гарантированной защиты стен необходимо заняться сооружением кирпичного экрана. Чаще всего его монтируют из 2-ух стен. Но для 100% уверенности, он может быть и П-образным, плюс к этому – кирпичом выкладывают еще и основание. Так что безопасность – прежде всего!
Польза от такого сооружения – двоякая. Во-первых, он – отличная преграда между раскаленной печью и горючими стенами. А во-вторых, такой экран – аккумулятор тепла, использующегося для поддержки постоянного температурного режима в парилке.
А во-вторых, такой экран – аккумулятор тепла, использующегося для поддержки постоянного температурного режима в парилке.
Для возведения защитного экрана пользуются фаготным, клинкерным или полнотелым красным кирпичом. Хотя вариант №1 – шамотный, аналогов которому пока что нет.
Для кладки в полкирпича используют песчано-глиняный раствор с добавлением цемента (приблизительно 5-6 % от общей массы ингредиентов). Такой толщины преграды в 12 см вполне достаточно для отражения избытка жара от печной конструкции.
В процессе кладки следует придерживаться правил:
- стенка должна находиться от преграды на расстоянии 8-15 см.
- расстояние от поверхности печки к экрану – такое же;
- высота кирпичного экрана должна быть больше высоты железной печи на 20-25 см (минимум). Оптимальный вариант – 90-100 см;
- во время сооружения экрана нельзя забывать о продухах в нижней его части, с целью обеспечения свободного движения воздуха.
Немного о прогреве металлической печи перед монтажом
Для обеспечения длительной эксплуатации, печки из металла часто покрывают антикоррозионными составами. Чтобы не допустить появление в помещении бани едкого дыма, перед установкой печку необходимо протопить. Обычно это делается на улице.
Чтобы не допустить появление в помещении бани едкого дыма, перед установкой печку необходимо протопить. Обычно это делается на улице.
Важно! Во время протопки нельзя работать с открытыми органами дыхания, а также подпускать близко к протапливаемой конструкции домашних животных.
Перед началом нагрева необходимо как следует осмотреть печь в плане выявления возможных поломок или заводских дефектов. Для этого нужно обратить внимание на такие моменты: отсутствуют ли повреждения в корпусе, колосниках, топочной дверце, хорошо ли она открывается, закрывается и пр.
Алгоритм протопки:
- Разместите печь на горизонтальном негорючем основании.
- Заполните водой теплообменник.
- Смонтируйте дымоход временного типа, высотой около 2 м.
- С помощью сухой скомканной бумаги и мелких поленьев, разожгите в печи небольшой огонь. Не обязательно полностью закрывать дверцу. Не используйте в качестве топлива ничего, кроме дров.
- Продолжайте топку на протяжении часа, подкладывая при этом все время дрова.
- Дождитесь, пока все выгорит, нельзя ничего тушить.

Важно! Запрещается любое механическое воздействие на металлическую печь во время протопки, поскольку в это время покрытие стенок окончательно затвердевает.
Грамотность – вот что главное в процессе установки печи в деревянной бане. Выбор отопительного устройства, правильность его месторасположения, монтаж конструкции должен осуществляться грамотными специалистами. Плюс к этому, на каждом этапе монтажа и эксплуатации печи должны соблюдаться правила пожарной безопасности. От этого зависит здоровье и жизнь многих людей.
Плавка чугуна без образования шлака
Независимо от способа плавки чугуна — ЭП или вагранка — в процессе будет образовываться шлак. Шлак состоит из оксидов, образующихся в процессе плавки. Движущей силой образования оксидов является контакт расплавленного железа с атмосферой, которая образует оксид железа, запуская процесс окисления.
Железо, подвергшееся воздействию атмосферы, запускает химическую реакцию с образованием оксида железа, и ее нельзя остановить, если не предотвратить контакт расплавленного железа с воздухом. Технологи сталелитейной промышленности идут на многое, чтобы защитить расплавленную сталь, пытаясь предотвратить контакт жидкого металла с воздухом. Их усилия менее чем полностью успешны.
В процессах выплавки чугуна и обращения с расплавленным чугуном не предпринимаются попытки ограничить контакт с воздухом, что означает присутствие оксида железа в процессе производства чугуна; он становится неотъемлемой частью процесса плавки, выдержки и литья.
Оксид железа, контактирующий с расплавленным железом, поставляет атомы свободного кислорода в ванну с железом. Когда в поверхностном шлаке присутствует оксид железа, в ванне с расплавленным железом будут присутствовать свободные атомы кислорода. Равновесное химическое уравнение – FeO = Fe + O – является механизмом снабжения атомов свободного кислорода.
В настоящее время все расплавленное железо содержит некоторый объем свободного кислорода, если оно не было специально раскислено. Атомы свободного кислорода создают динамичное, постоянно меняющееся состояние в массе расплавленного металла. Постоянно образуются оксиды. Твердые оксиды, такие как SiO 2 и MNO, агломерируются и непрерывно поднимаются на поверхность ванны. Газообразный оксид, моноксид углерода, может оставаться в перенасыщенном растворе, причем пересыщение, вызванное ферростатическим давлением, предотвращает осаждение и агломерацию оксида.
Когда происходит раскисление, атом кислорода удаляется из пересыщенной молекулы монооксида углерода, освобождая атом углерода для повторного входа в массу расплавленного железа. Иногда в химическом составе ванн отмечаются разовые повышения содержания углерода на 0,40-0,50%, вызванные исключительно процессом раскисления.
Новая возможность – Раскисленное расплавленное железо – интересный новый материал. Беспорядок, вызванный присутствием свободных атомов кислорода, исчез. Расплавленный чугун «лежит ровно», ожидая бездефектной отливки.
Беспорядок, вызванный присутствием свободных атомов кислорода, исчез. Расплавленный чугун «лежит ровно», ожидая бездефектной отливки.
Процесс плавки в тигельных печах вызывает сильное перемешивание расплавленного железа, постоянно подвергая поверхности свежего железа контакту с атмосферой. По сути, перемешивание в конкретной печи без тигельного стержня коррелирует с потерями при окислении, происходящими в этой печи. В печах с петлевым нагревом, таких как печи с вертикальным каналом, происходит минимальное воздействие атмосферы на расплавленное железо, что значительно упрощает раскисление.
После прекращения плавления происходит очень незначительное перемешивание, что значительно снижает образование оксида железа на поверхности ванны расплавленного железа. Благодаря этому снижается реокисление ванны железа. При выплавке стали серьезное беспокойство вызывает повторное окисление; но при плавке, выдержке и разливке чугуна повторным окислением в большинстве случаев можно пренебречь.
При образовании оксида железа при плавке ЭП часть остатка оксида железа внедряется в футеровку печи. Этот остаток уменьшает рабочий объем печи и требует специального процесса «выплавки» для его удаления. Как правило, этот процесс представляет собой высокотемпературный разгон и выдержку, что приводит к плавлению встроенного шлака оксида железа.
Следует отметить, что многие литейные заводы добавляют специальные опасные флюсы для облегчения выплавления образовавшегося шлака. Поскольку обработка металлов DeOX удаляет оксид железа, не происходит отложений и не требуется флюс.
Наросты на боковых стенках являются наихудшим случаем при плавке чугуна, но в некоторой степени они возникают при плавке любого чугуна. Раскисление расплавленного чугуна DeOX Metal Treatment устраняет все отложения на боковых стенках печи, что значительно ускоряет процесс плавки.
В печах с индукторным нагревом происходит закупорка контура, что снижает срок службы печи. Обработка металлов DeOX останавливает закупорку всех контуров индуктора, а в некоторых случаях уменьшает существующие отложения. Срок службы индуктора печи можно увеличить в 2-4 раза с применением DeOX.
Срок службы индуктора печи можно увеличить в 2-4 раза с применением DeOX.
Горловины и впускные отверстия печей заглушены на большинстве печей, содержащих расплавленное железо. Закупорку вызывают железооксидные шлаки. Оксид железа также вызывает «корку» и «липкость» шлака. Удаление оксида железа с помощью DeOX также устраняет корку и липкость, превращая шлак в сыпучий изолирующий материал и превращая вред в полезное свойство.
Возможны многие возможные источники подачи атомов кислорода. Фактически, техническая конференция, организованная Университетом Висконсина, выявила более 125 возможных источников. Техническое исследование, проведенное Mastermelt, LLC, показало, что подходят только два источника атомов свободного кислорода:
1) FeO = Fe + O
2) SiO2 = Si + 2O
В конечном итоге все другие возможные источники поступления свободного атома кислорода в ванну железа мало влияли. Первичные источники – Основным фактором шлакообразования является №1, но контроль над этой реакцией кладет конец поступлению свободных атомов кислорода в ванну железа.
Вторая реакция приводит к ограниченному количеству атомов свободного кислорода в расплавленной ванне, но не к избытку. Объем атомов свободного кислорода, поставляемых реакцией № 2, ограничен количеством кремния, присутствующего в расплавленном железе. Проще говоря, кремний, содержащийся в железе, поставляет в ванну ограниченное количество свободного кислорода, и это количество в основном инертно по отношению к вторичным реакциям, которые могут инициировать атомы свободного кислорода.
Пример: Уровень инертного свободного кислорода в стали составляет 1 часть на миллион, тогда как в чугуне уровень инертного свободного кислорода достигает 2-3 частей на миллион. В стали уровень кремния составляет около 0,35% Si; а в железе уровень кремния составляет около 2,00% Si. Более высокий уровень кремния, присутствующий в чугуне, вносит в ванну больше атомов свободного кислорода, повышая уровень инертного кислорода в ванне. Кремний влияет на уровень инертного кислорода, но не поставляет в ванну избыточные атомы кислорода, как в случае оксида железа.
Оксид железа уникален. В шлаке покрытия металлургической ванны могут образовываться самые разные концентрации оксида железа, что делает его переменным источником свободного кислорода, который необходимо контролировать.
Реакция № 1, которая является источником свободных атомов кислорода на основе оксида железа, зависит от подачи оксида железа, контактирующего с ванной расплавленного железа, при этом количество присутствующего оксида железа варьируется в широких пределах.
Проще говоря, чем выше количество оксида железа, присутствующего в шлаке, контактирующем с ванной железа, тем больше будет количество атомов свободного кислорода, поступающих в ванну
Атомы кислорода представляют собой высокоэнергетические наноразмерные атомные частицы, которые искать реакцию с другими элементами в железной ванне. Атомы кислорода быстро реагируют в ванне железа. Они существуют в виде свободных атомов максимум две минуты, превращаясь в молекулу оксида, соединяясь с элементами в ванне, в первую очередь с углеродом, кремнием или марганцем.
Из-за ограниченного времени, в течение которого свободные атомы кислорода могут существовать в ванне с расплавленным железом, эти атомы должны постоянно поступать, если окисление должно продолжаться.
Процесс DeOX Metal Treatment компании Mastermelt сосредоточен на стороне подачи атомов свободного кислорода, эффективно отсекая подачу кислорода путем нейтрализации молекулы оксида железа в шлаке покрытия ванны, химически восстанавливая его. Когда подача атомов свободного кислорода прекращается, уровень атомов свободного кислорода в железной ванне быстро снижается до инертного уровня кислорода. На инертном уровне реакции, вызванные кислородом, останавливаются и больше не влияют на процессы плавления и литья железа.
Образование шлака в результате окисления; побочные продукты окисления, образующиеся в процессе плавки. Когда в цикле плавки происходит раскисление, шлак не образуется. Это относится ко всем плавильным процессам EF, а также к операциям в вагранке.
При работе в вагранке часть шлака образуется из расплавленной коксовой золы (SiO 2 ), но 80% ваграночного шлака удаляется при раскислении в процессе плавки.
Невероятно – Плавка без образования шлака противоречит общепринятому мнению. Немногие технологи, занимающиеся плавкой чугуна, могут визуализировать плавку чугуна без образования шлака, но это замечательное состояние достигается при обработке металлов DeOX. Все окисление останавливается, что приводит к отсутствию образования шлака.
Загрязнение оксидом железа шлака крышки ванны железа вызывает множество нежелательных эксплуатационных проблем. Однако для предотвращения контакта железа с воздухом необходим покровный шлак. DeOX Metal Treatment удаляет компонент оксида железа из шлака, превращая корко-шламистый шлак в сыпучий покровный барьер, который улучшает процессы плавления, выдержки и разливки, останавливая повторное окисление ванны железа
Раскисление процесса плавки чугуна является ключом, и в настоящее время процесс обработки металла DeOX является единственной доступной технологией для его достижения.
Железо выплавлялось без раскисления с начала железного века, в 500 г. до н.э. . Его можно продолжать плавить и сегодня без раскисления, но многие преимущества качества литья и производства являются результатом раскисления, а экономия значительна.
до н.э. . Его можно продолжать плавить и сегодня без раскисления, но многие преимущества качества литья и производства являются результатом раскисления, а экономия значительна.
Предотвратить образование шлака при плавке и литье чугуна очень просто — добавьте небольшое количество DeOX в процесс плавки. Раскисление произойдет быстро.
Рон Бейерстедт — президент ООО «Мастермелт» . Свяжитесь с ним по телефону [email protected]
Печи для соляных ванн — Ajax
Печь для соляных ванн представляет собой устройство для нагрева или охлаждения изделий путем погружения их в жидкость, состоящую из расплавленных солей соответствующего состава для намеченная цель. Соли могут быть нагреты электрическими или газовыми средствами.
Принцип действия печи с соляной ванной электродного типа заключается в выработке тепла непосредственно в соли за счет использования ее сопротивления прохождению тока. Соли, хотя и являются изоляторами в твердом состоянии, являются отличными резисторами в расплавленном состоянии. Потенциал подается на расплавленную соль с помощью стержней из тяжелого металла, называемых электродами, которые подключаются к вторичной обмотке специальных многовольтных трансформаторов с воздушным охлаждением. Эти электроды расположены и разнесены таким образом, чтобы облегчить электродинамическую циркуляцию при подаче питания, обеспечивая мощный насос, помогающий поддерживать однородность температуры по всей ванне.
Потенциал подается на расплавленную соль с помощью стержней из тяжелого металла, называемых электродами, которые подключаются к вторичной обмотке специальных многовольтных трансформаторов с воздушным охлаждением. Эти электроды расположены и разнесены таким образом, чтобы облегчить электродинамическую циркуляцию при подаче питания, обеспечивая мощный насос, помогающий поддерживать однородность температуры по всей ванне.
Печи для соляных ванн обладают огромным потенциалом и облегчают различные промышленные применения, используемые в аэрокосмической, медицинской и обрабатывающей промышленности, от создания сельскохозяйственного оборудования и газонокосилок до обработки высоколегированных нержавеющих сталей для самолетов и стоматологических бормашин для поддержания чистоты рта. Сам процесс соляной ванны относительно прост.
Что такое процесс термообработки?
Термическая обработка охватывает широкую категорию процессов, которые воздействуют на металлические детали, чтобы придать им более желаемые характеристики. Это может включать смягчение поверхности для улучшения формуемости или пластичности, закалку поверхности, чтобы сделать ее устойчивой к повреждениям, повышение коррозионной стойкости и повышение прочности хрупких заготовок.
Это может включать смягчение поверхности для улучшения формуемости или пластичности, закалку поверхности, чтобы сделать ее устойчивой к повреждениям, повышение коррозионной стойкости и повышение прочности хрупких заготовок.
Основы термообработки
Хотя железо и сталь являются наиболее термообрабатываемыми материалами, термообработка также полезна для других материалов, таких как алюминий, медь, магний, никель, титан и многие связанные с ними сплавы.
Основной процесс включает нагрев металла до нужной температуры в определенной смеси различных солей в течение достаточно длительного периода времени, а затем его охлаждение с помощью правильных процессов закалки для достижения желаемых свойств. Каждый процесс обработки и сами металлы требуют разных солей в ванне, температуры, времени выдержки и процедуры закалки.
Для некоторых термообработок требуется температура до 2400°F или период выдержки до 60 часов.
Почему отопление в соляной ванне?
В процессах нагревания в соляной ванне пользователи полностью погружают заготовки в ванну с расплавленной солью. Преимущества выбора этого процесса по сравнению с процессами радиационного или конвекционного нагрева включают:
Преимущества выбора этого процесса по сравнению с процессами радиационного или конвекционного нагрева включают:
- Контролируемая атмосфера. Погружая заготовку в соляную ванну, вы эффективно устраняете ее контакт с наружным воздухом, исключая образование накипи, окисление и обезуглероживание. Заготовка также получает пользу от тонкой пленки жидкой соли, защищающей металл от окисления при переносе в закалочную среду.
- Равномерный нагрев. Электроды, нагревающие соль, вызывают электродинамическую циркуляцию в ванне, обеспечивая естественное перемешивание. Это постоянное интенсивное перемешивание печей Ajax обеспечивает чрезвычайно однородную и точную температуру во всей ванне, независимо от размера или температуры. Равномерное распределение температуры также предотвращает появление точек перегрева, которые сокращают срок службы кастрюль и вызывают чрезмерное расщепление солей.
- Быстрый нагрев. В процессах соляной ванны вся заготовка равномерно окружена солями, которые поддерживают точную температуру, образуя замороженный «кокон» соли, подвергая изделие предварительному автоматическому предварительному нагреву перед плавлением. Это изменяет температуру заготовки за счет теплопроводности с быстрой, но безопасной скоростью, уменьшая тепловой удар и деформацию.]
- Тепловая эффективность. Внутренний нагрев ванны не должен проходить через стенки котла, что позволяет восстанавливать соляные ванны быстрее, чем в печах, работающих на топливе. Соль также имеет высокую удельную теплоемкость и массу, что приводит к высокой теплоемкости, так что можно нагреть больше работы без падения температуры, что позволяет сократить время восстановления между загрузками.
 Это изменяет температуру заготовки за счет теплопроводности с быстрой, но безопасной скоростью, уменьшая тепловой удар и деформацию.]
Это изменяет температуру заготовки за счет теплопроводности с быстрой, но безопасной скоростью, уменьшая тепловой удар и деформацию.]
Типичные обработки, проводимые в соляных ваннах
Соляные ванны совместимы с различными процессами обработки металлов. К ним относятся:
- Нейтральная закалка – Закалка изделия без окисления или образования накипи, а также без добавления или удаления углерода из стали.
- Закалка инструмента из быстрорежущей стали – сложная операция, требующая до 4 печей и температур 2200-2400°F.
- Austempering – Процесс закалки, при котором изделие подвергается закалке до тех пор, пока его структура не превратится в бейнит, обычно при температуре 400–750°F. Используется, когда требования к твердости высоки, но также требуется ударная вязкость или способность изгибаться без разрушения.
- Мартенсовая закалка – Процесс закалки, при котором деталь удаляется из закалки до образования бейнита, температура должна оставаться выше температуры образования мартенсита, между 400-480°F.
- Отжиг – Процесс повышения пластичности и снижения твердости металла. Благодаря высокой теплоемкости соляные ванны лучше подходят для отжига низко-, средне- и высокоуглеродистой проволоки и катанки, а также нержавеющих сталей и хромоникелевых сплавов.
- Пайка – Пайка в солевой ванне, или сплавление двух деталей, работает хорошо, потому что флюс, который используется для фиксации сварных швов, растворяется в соляной ванне при температуре чуть выше точки плавления сварного шва, не оставляя ничего. позади. Автомобильный радиатор спаивается таким образом, чтобы заварить все труднодоступные места внутри.
- Нитинол (мем-проволока) Обработка – Нитинол (NiTi) представляет собой никель-титановый сплав с превосходной памятью формы и сверхэластичными свойствами. Процесс термообработки NiTi происходит в течение нескольких циклов нагревания и охлаждения в ванне с псевдоожиженным слоем.
- Очистка – Ванны с термальной солью можно использовать для удаления различных материалов и загрязнений с металлических деталей, включая клей, краску, пластик, масло и жир и многое другое.
- Обработка алюминия раствором – Термическая обработка раствором значительно продлевает время старения алюминиевых компонентов, обеспечивая возможность манипулирования заготовками в течение гораздо более длительного периода времени.

 позади. Автомобильный радиатор спаивается таким образом, чтобы заварить все труднодоступные места внутри.
позади. Автомобильный радиатор спаивается таким образом, чтобы заварить все труднодоступные места внутри.
Особенности конструкции печи для соляной ванны
Стальной кожух – это сосуд, в котором находится все, что составляет печь. Как правило, кожух представляет собой сварную стальную конструкцию с усиленными углами, днищем и бортами с тяжелыми стальными швеллерами на дне для ножек. Высокотемпературная (1650–2400 °F) печь обычно имеет два типа изоляции: огнеупорный кирпич и многослойный высокотемпературный цемент, чтобы тепло не попадало в рабочую зону из соляного котла.
Как правило, кожух представляет собой сварную стальную конструкцию с усиленными углами, днищем и бортами с тяжелыми стальными швеллерами на дне для ножек. Высокотемпературная (1650–2400 °F) печь обычно имеет два типа изоляции: огнеупорный кирпич и многослойный высокотемпературный цемент, чтобы тепло не попадало в рабочую зону из соляного котла.
Ajax Electric производит кирпичные и стальные горшки в зависимости от области применения и работы, которую пытается выполнить заказчик. Высокотемпературные печи, как правило, изготавливаются из кирпича, чтобы через стенку электроды можно было встроить внутрь самой стенки котла. Стальные кастрюли, как правило, из высоколегированной нержавеющей стали, не выдерживают таких высоких температур, но их легко заменить, когда придет время заменить старую кастрюлю. Большие плиты из коррозионностойкой нержавеющей стали, нагревающие ванну током, называются электродами. 9№ 0003
Ajax производит два типа электродов: один предназначен для встраивания прямо в стенки ванны (электроды для сквозного монтажа) и два легко заменяемых электрода, которые входят в ванну через верхнюю часть ванны (верхние электроды). электроды). В то время как электроды, проходящие через стену, не подвергаются нормальному износу от кислорода и агрессивных солевых паров, выходящих из ванны, что значительно продлевает срок их службы, их замена требует выбивания старых электродов отбойным молотком и восстановления котла, что требует много времени.
электроды). В то время как электроды, проходящие через стену, не подвергаются нормальному износу от кислорода и агрессивных солевых паров, выходящих из ванны, что значительно продлевает срок их службы, их замена требует выбивания старых электродов отбойным молотком и восстановления котла, что требует много времени.
Разное оборудование может быть добавлено к заказам для улучшения работы соляной ванны, что может сделать работу более последовательной и менее дорогостоящей. Крышки будут удерживать тепло внутри ванны, когда работа не транспортируется внутрь или наружу, поэтому требуется меньше энергии, чтобы вернуть соль к температуре, необходимой для следующей партии. Смесители помогут поддерживать постоянную температуру соли в печах, не имеющих электродов, обеспечивающих электродинамическую циркуляцию. Инструменты помогут удалить шлам и другие частицы из ванны, очистить электроды, чтобы они работали на полную мощность, а различные другие совки и скребки помогут поддерживать эффективную работу соляной ванны. Эти вспомогательные элементы также можно использовать в других типах наших печей производства Ajax Electric Co., TS (электрические нагреватели) и DGT (газовые печи).
Эти вспомогательные элементы также можно использовать в других типах наших печей производства Ajax Electric Co., TS (электрические нагреватели) и DGT (газовые печи).
Электронагревательные и газовые печи для соляных ванн
Модели соляных ванн с электронагревом (TS) могут нагреваться с помощью высококачественных нагревательных элементов в керамических трубках внутри ванны, погружных нагревателей из нержавеющей стали внутри ванны, или даже внешне нагревается нагревателями, обнимающими металлический котел.
В моделях с газовым обогревом (DGT) используются высокоэффективные горелки с избыточным давлением и оптимизированным управлением пламенем для контроля температуры и предотвращения проникновения ложного воздуха. Эти модели также имеют боковую подачу выхлопных газов вокруг тигля со специальной изоляцией, предназначенной для сред с открытым пламенем.
Печь с соляной баней может быть относительно простой конструкцией, но помимо корпуса, некоторой изоляции, источника нагрева и, возможно, различного оборудования, такого как крышка и смеситель, есть еще немало деталей, завершающих всю конструкцию. Система термообработки.
Система термообработки.
Работа, соль, трансформаторы и контрольное оборудование
Стальные и алюминиевые заготовки обычно обрабатывают в печах с соляной ванной. Эти материалы требуют следующих спецификаций:
- Определенные приложения, которые остаются в пределах области операций соляной ванны.
- Температура соли от 1350 до 1850°F и однородность температуры в пределах 4°F от предпочтительной температуры в соответствии с действующими стандартами.
- Стандартные процессы для измерения как контрольной температуры соляной ванны, так и перегрева, чтобы гарантировать, что ванна не замерзнет или не перегреется.
Электроды, которые нагревают печи Ajax Electric, нельзя просто воткнуть в розетку. Очень большие трансформаторы с воздушным охлаждением подключаются к электродам через большие медные разъемы, каждый из которых настраивается в соответствии с потребностями каждого клиента. Большинство трансформаторов имеют переключатели ответвлений, которые изменяют величину напряжения, подаваемого на ванну. По мере того, как электроды изнашиваются в результате использования, зазор между ними увеличивается, а это означает, что вам потребуется больше тока, чтобы поддерживать температуру ванны и обеспечить электродинамическую циркуляцию, поэтому вы увеличиваете нажатие на переключателе крана, чтобы разрешить это. Как покупатель узнает, когда нужно увеличить кран? С помощью оборудования для мониторинга, известного как панель управления.
По мере того, как электроды изнашиваются в результате использования, зазор между ними увеличивается, а это означает, что вам потребуется больше тока, чтобы поддерживать температуру ванны и обеспечить электродинамическую циркуляцию, поэтому вы увеличиваете нажатие на переключателе крана, чтобы разрешить это. Как покупатель узнает, когда нужно увеличить кран? С помощью оборудования для мониторинга, известного как панель управления.
Установка может включать оптическую и акустическую системы сигнализации, которые могут оповещать находящихся рядом операторов, когда температура ванны становится слишком высокой или низкой. Соляные ванны могут достигать критической температуры, если температура соляной ванны превышает температуру, которую может безопасно выдерживать печь, или если погруженные в воду детали повышают температуру ванны слишком высоко. Температурный профиль печи можно отслеживать и документировать с помощью точного оборудования, предназначенного для этого процесса. Панель управления следит за тем, чтобы солевая смесь сохраняла необходимую температуру; какая температура зависит от процесса и типа используемой соли.
Различные соли имеют разные точки плавления, поэтому производители могут выбирать точную комбинацию типов солей для достижения различных диапазонов температур, которые лучше всего подходят для необходимых им процессов охлаждения или нагрева. Требуемая конкретная соль будет зависеть от проводимого процесса и материала заготовки. Как правило, соляная ванна может содержать различные карбонаты, едкий натр, хлориды, нитраты цианидов, нитриты и другие соли.
Различные комбинации солей вызывают три широкие категории эффектов:
- Нейтральные изменения температуры. Для нейтральных изменений температуры, которые не изменяют поверхность заготовки, производителям необходимо использовать комбинацию хлоридов и нитратов — нейтральных солей.
- Обработка поверхности. Для обработки поверхности производители используют соли для алитирования, науглероживания, цианирования и азотирования.
- Очистка поверхностей. Существует еще больше солей, способных очистить поверхность, не обрабатывая ее, удаляя органические соединения, краску и пластик, а также накипь.
