Pereosnastka.ru. Установка и закрепление заготовок в патроне
Установка заготовки - Токарное дело
Установка заготовкиКатегория:
Токарное дело
Установка заготовкиУстановка в патроне. Патрон, в котором крепят заготовку, закрепляют на шпинделе с помощью фланца или резьбовой втулки. Перед установкой патрона протирают посадочные конусные отверстия шпинделя ветошью, намотанной на медный стержень. Протерев посадочный конус, вставляют в отверстие шпинделя оправку, а в патрон зажимают направляющую втулку. Для крепления натрона необходимо совместить отверстие кольца с четырьмя отверстиями шпинделя, надеть патрон на оправку, двигая его по стрелке до плотного прилегания к посадочному отверстию.
Четыре шпильки планшайбы, прошедшие через четыре отверстия шпинделя, закрепить. Поддерживая патрон правой рукой, левой рукой повернуть кольцо против часовой стрелки так, чтобы проточки шпилек вошли в прорези отверстий во фланце, и в перекрестном порядке завернуть гайки. Оправку убрать из отверстия шпинделя.
Перед установкой патрона с резьбовым креплением на шпиндель необходимо на шпинделе протереть резьбу. Затем вставить в отверстие шпинделя оправку, а в патроне зажать направляющую втулку. При установке патрона диаметром более 320 мм надо взять его двумя руками, поставить на деревянную подставку, надеть на оправку и, перемещая по оправке к шпинделю, навернуть на шпиндель. Затем вставить ключ в гнездо патрона и повернуть его резким движением от себя до отказа. После установки патрона на шпиндель снять оправку и втулку.
Перед установкой заготовки в патроне развести кулачки патрона ключом, вращая его против часовой стрелки, на размер, несколько больший даиметра заготовки. Вставить правой рукой заготовку в патрон, левой рукой, вращая ключ по часовой стрелке, зажать заготовку кулачками патрона. Включить шпиндель и проверить правильность „установки заготовки. При соприкосновении мела с торцом и цилиндрической поверхностью вращающейся заготовки на ней должны образовываться сплошные линии. Если линии получаются прерывистые , то легкими ударами киянки заготовку центрируют. Если сплошная меловая линия не получается.
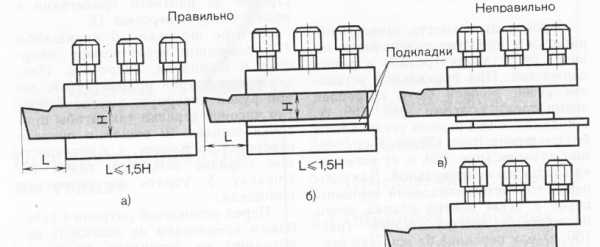
Рис. 159. Крепление резцов в резцедержателе
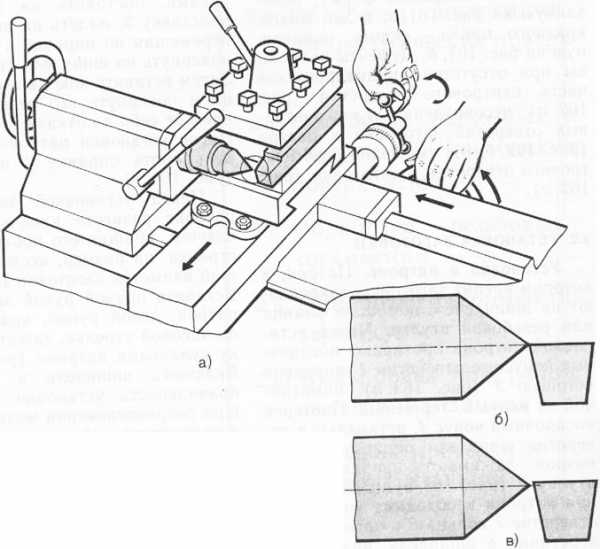
Рис. 160. Схема проверни совпадения вершины резца с осью центра станка
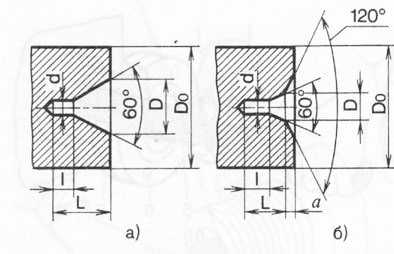
Рис. 161. Центровые отверстия
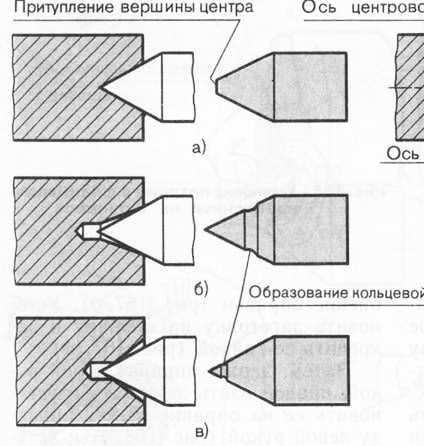
Рис. 162. Дефекты при центровании заготовок
Установка заготовки в центрах.
Перед установкой центров и поводкового патрона на станке необходимо ветошью протереть конические отверстия в шпинделе и пиноли задней бабки, хомутик, поводковый патрон и центры (рис. 166, а). Вставить в отверстие шпинделя центр (рис. 166,6), включить шпиндель и проверить биение центра индикатором (рис. 166, в). Если центр имеет биение, то его следует переустановить или проточить, повернув верхний суппорт под углом 60° (рис. 166, г). Для установки центра в пиноль задней бабки пи-ноль надо выдвинуть на 60—80 мм (рис. 166,(5) и левой рукой вставить центр в отверстие пиноли.
Для проверки правильности установки центра правой рукой, повернув ручку крепления задней бабки на себя, переместить ее. к передней бабке; линейкой проверить совпадение центров (рис. 166, е). Если центры не совпадают, сместить корпус задней бабки до совмещения (рис. 166, ж) и отвести заднюю бабку в исходное положение. Закрепить поводковый патрон на шпинделе аналогично креплению трехкулачкового патрона. Взять заготовку в левую руку, правой рукой установить на ней хомутик и закрепить его ключом (рис. 166, з). При работе с невраща-ющимся центром смазать центровое отверстие, обращенное к заднему центру. Установить левой рукой заготовку в передний центр (рис. 166, и), а правой рукой переместить заднюю бабку до соприкосновения заднего центра с центровым отверстием заготовки. Затем закрепить заднюю бабку рычагом. Вращая правой рукой маховик задней бабки, левой рукой слегка повернуть заготовку. Закрепить пиноль в том положении, при котором заготовка свободно поворачивается в центрах, но не имеет продольного перемещения (рис. 166, к).
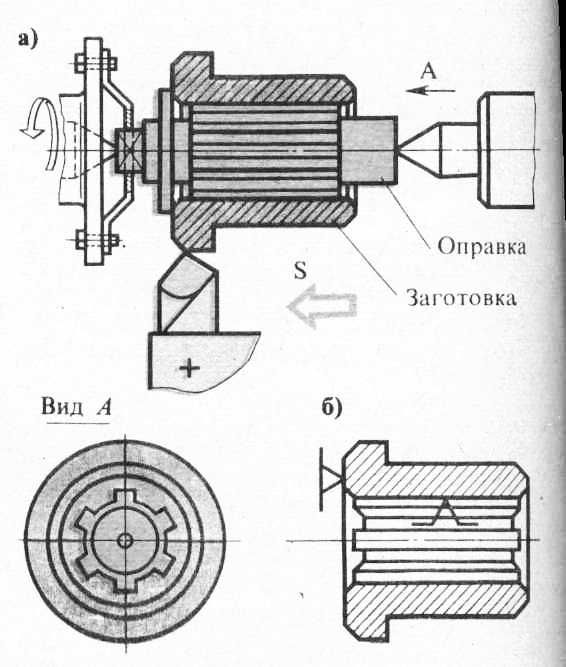
Установка заготовки в оправках. Оправки на токарном станке устанавливают в шпиндель или в центры. Перед установкой необходимо ветошью протереть отверстия шпинделя и оправки (рис. 167, а). Правой рукой взять оправку и вставить ее в отверстие шпинделя. Установить на станине индикатор и проверить биение оправки (рис. 167,6). Установить заготовку на оправку и закрепить ее гайкой (рис. 167,в).
Затем, держа оправку левой рукой, правой взять заготовку и установить ее на оправку. Взять оправку левой рукой (рис. 168, а) и установить ее в передний центр. Правой рукой совместить центры оправки и задней бабки. Закрепить заднюю бабку правой рукой, поворачивая рукоятку от себя (рис. 168,6). Поворачивая левой рукой оправку, правой переместить пиноль до устранения зазора между центрами (рис. 168, в). После этого закрепить пиноль задней бабки (рис. 168, г).
Установка заготовки в четырех-кулачковом патроне. Несимметричные заготовки часто закрепляют в четырехкулачковом патроне. Перед установкой патрона на станок необходимо протереть резьбу и отверстия шпинделя и патрона ветошью (рис. 169, а). Вставляя ключ в гнездо патрона (рис. 169,6), развести кулачки 1—4 на размер заготовки. Взять заготовку правой рукой, вставить ее в патрон и несильно закрепить. Установить на станине стойку с индикатором или рейсмус (рис. 169, в). Заготовку центрируют, поочередно ослабляя один кулачок и подтягивая противоположный (рис. 169, г). После центрирования заготовки в одном сечении переходят к центрированию заготовки, закрепленной другой парой кулачков. После достижения требуемой точности установки кулачки поочередно повторно зажимают. При обработке однотипных заготовок (рис. 169, 6) после обработки одной заготовки ее разжимают, поворачивая кулачки 1 и 2 на величину зазора а1 и а2. Следующую заготовку зажимают теми же кулачками, не трогая два других кулачка 3 и 4. При креплении заготовки больших размеров кулачки из патрона вынимают и устанавливают внутренней стороной (рис. 169, е).
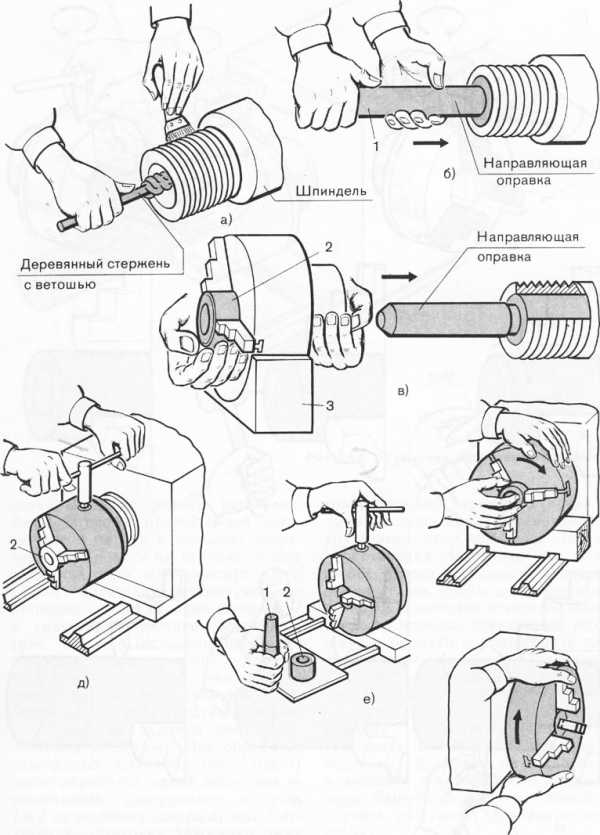
Рис.164. Установка патрона с резьбовым креплением на шпинделе
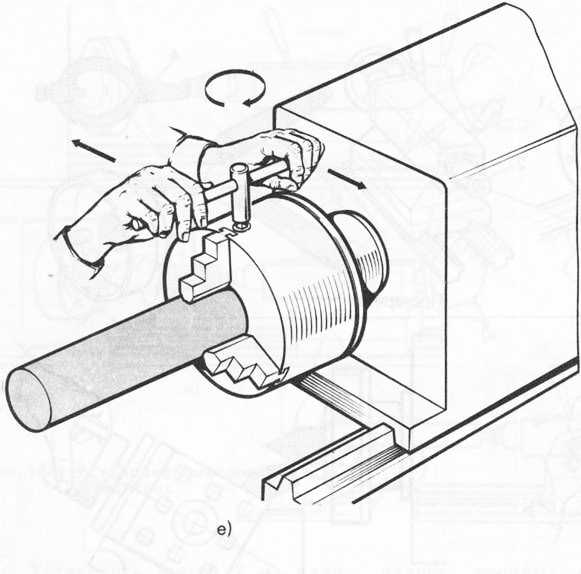
Рис.165. Установка заготовни в патроне
Установка заготовки на планшайбе. Перед установкой планшайбы на станок необходимо протереть резьбу и коническое отверстие шпинделя, посадочные поверхности планшайбы, оправки и подготовить груз (противовес), опорные подкладки, прижимные планки, установочные угольники, болты, шайбы с гайками (рис. 170, а). Вставить оправку в шпиндель (рис. 170,6). Положить на станину деревянную подставку. Взять двумя руками планшайбу и навернуть ее на шпиндель. Вынуть оправку из шпинделя и снять со станка деревянную подставку.
На рис. 170, в показана установка шатуна на планшайбе и его крепление. Установить шатун на планшайбе, зажав его двумя прижимными планками с подкладками. Установить и закрепить три кулачка с регулировочными болтами. Установить противовес. Проверить индикатором правильность установки. Иногда приходится обрабатывать заготовки, форма которых не позволяет установить их на планшайбе. В этих случаях используют угольник. На рис. 170,г показана установка патрубка на угольнике. На планшайбе угольник закрепляют болтами, установленными в прорезях планшайбы. Патрубок устанавливают на угольнике и закрепляют прижимными планками и болтами. Для устранения дисбаланса планшайбы устанавливают груз. Правильность установки проверяют индикатором или рейсмусом (рис. 170, д).
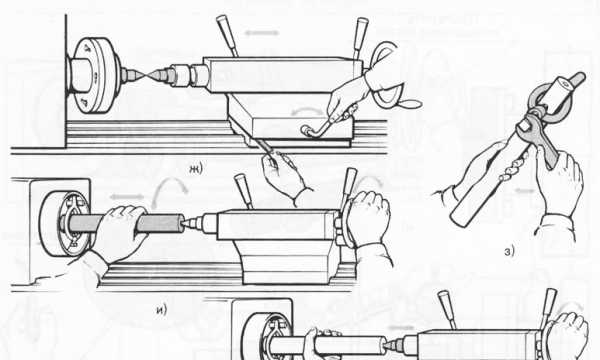
Рис.166. Установив заготовон в центрах
На рис. 170, е—о показаны способы крепления сборных несимметричных деталей на планшайбе с применением угольника, прижимных планок, упорных стоек и болтов. На рис. 170, е—к показана последовательность установки, крепления и контроля корпуса подшипника: закрепить угольник на планшайбе (рис. 170, е), предварительно закрепив корпус подшипника прижимными планками (рис. 170, яе), проверить рейсмусом правильность установки (рис. 170,з), проверить правильность установки детали (рис. 170, и), окончательно закрепить деталь на угольнике (рис. 170, к).
На рис. 170, л—о показана последовательная установка и крепление на планшайбе детали типа плиты с уступами. Закрепить плиту на планшайбе с помощью прижимных планок, упорных стоек и болтов (рис. 170, л), проверить правильность установки плиты по отверстию (рис. 170, л) и точность установки детали (рис. 170, н), окончательно закрепить плиту на планшайбе (рис. 170, о).
Установка заготовки в люнете. Перед установкой заготовки в люнет необходимо проточить шейку под кулачки люнета (рис. 171, а). Протереть ветошью посадочные места люнета (рис. 171, б). Кулачки 1 винтами 2 развести на размер, равный диаметру проточенной шейки заготовки и откинуть крышку. Установить корпус люнета (рис. 171, в) на станину против шейки А заготовки и закрепить люнет планкой и гайкой.
При обтачивании длинных заготовок применяют подвижные люнеты, имеющие только два кулачка (рис. 171,d). В этом случае люнет устанавливают и закрепляют на поперечном суппорте станка. Установка подвижного люнета и обработка вала с помощью люнета показана на рис. 171, г. Обработку длинных тонких деталей иногда производят с использованием люнетных втулок, установленных в кронштейнах и закрепляемых в резцедержателе. При обработке нежестких длинных заготовок перед проходным резцом устанавливают планку с втулкой, закрепленной в резцедержателе (рис. 172).
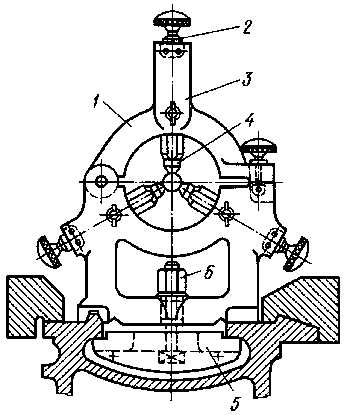
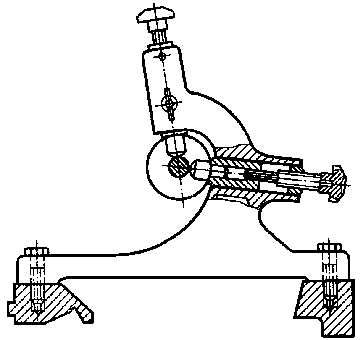
Крепление эксцентриковых заготовок. Заготовку устанавливают в самоцентрирующем патроне (рис. 173), закрепленном на поворотном диске, по окружности которого нанесено 360 делений. Установка требуемого эксцентриситета осуществляется винтом по нониусу линейки. Точность эксцентриситета настраивают лимбом. Зазор между направляющими и фланцем устанавливают клином. В рабочем положении фланец крепят винтом. При обработке нескольких эксцентрических поверхностей, равноудаленных от центра заготовки, используют поворотный диск.

Рис. 167. Установна заготовон в оправках
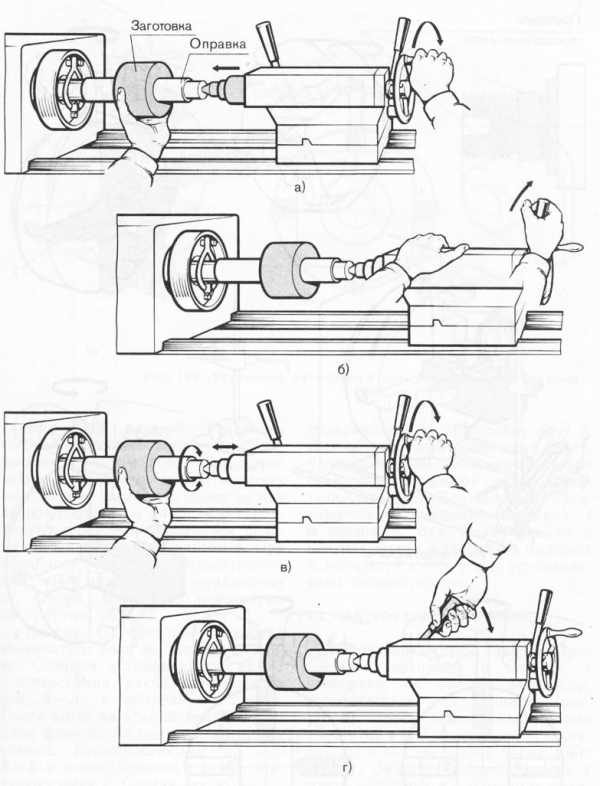
Рис. 168. Установивоправнисзаготовнойв центрах
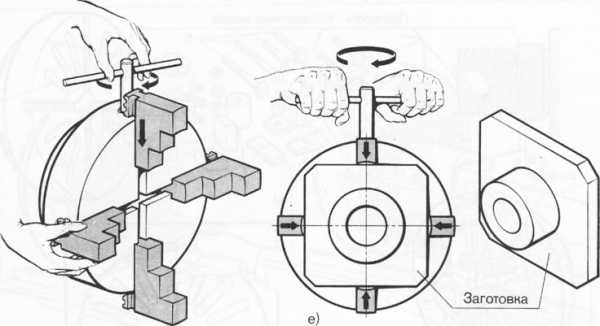
Рис. 169. Установка заготовнив четырехнупачновом патроне
На рис. 174 показана установка коленчатого вала на токарном станке. Сначала устанавливают вал с отверстиями, расположенными на оси А—А, и обтачивают шейки. После этого на этих шейках закрепляют фланцы с центровыми отверстиями, расположенными по оси Б—Б и совпадающими с осями шатунных шеек. Сделав такую же установку по оси В—В, обтачивают вторую шейку. Для устранения прогиба вала применяют распорные стержни. Для уравновешивания вала при обтачивании шатунных шеек прикрепляют на планшайбе груз. Для обтачивания коленчатых валов, у которых выработаны центровочные отверстия, применяют центросместители. Концы вала предварительно зажимают плашкой и винтом. Вал устанавливают в центрах станка и скобой и плашкой, используя винты, устанавливают эксцентриситет.
Читать далее:
Центрование заготовок
Статьи по теме:
pereosnastka.ru
Закрепление заготовок
Приспособления и установка деталей (заготовок)
Закрепление заготовок
Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При L/D<4 (где L - длина обрабатываемой заготовки, D - ее диаметр) заготовки закрепляют в патроне, при 4<L/D<10 - в центрах или в патроне с поджимом задним центром, при L/D>10 - в центрах или в патроне и центре задней бабки и с поддержкой люнетом. Самой распространенной является установка обрабатываемой заготовки в центрах станка. Заготовку обрабатывают в центрах, если необходимо обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки на станке, если последующая обработка выполняется на шлифовальном станке и тоже в центрах и если это предусмотрено технологией обработки.
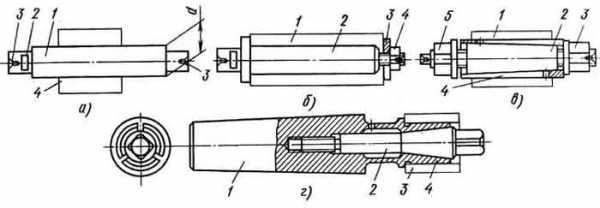
Заготовки устанавливают в центрах с помощью токарных оправок. На среднюю часть 1 оправки, рисунок - а) выше, выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку 4. Для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой таким образом, чтобы не повредить торцы оправки и центровые отверстия 3. Лыска 2 оправки служит опорой для болта, которым закрепляют хомутик. Положение заготовок вдоль оси при базировании на таких оправках неодинаково и зависит от диаметра отверстия заготовки. Заготовку 1, рисунок - б) выше, можно установить на цилиндрической оправке 2 и закрепить на ней с помощью гайки 4 и быстросменной шайбы 3. Наружный диаметр гайки 4 меньше внутреннего диаметра оправки, что позволяет значительно сократить время на смену заготовки. При использовании таких оправок точность обработки снижается, так как заготовка устанавливается на оправку с зазором. Когда внутренние отверстия заготовок имеют значительные отклонения по диаметру, применяют разжимные (цанговые) оправки, рисунок - в). Цанга 4 представляет собой втулку, внутренняя поверхность которой выполнена конической, а наружная, предназначенная для базирования заготовки 7,- цилиндрической. Цангу 4 с деталью 1 перемещают и закрепляют на оправке 2 с помощью гайки 3, а освобождают с помощью гайки 5, предварительно ослабив гайку 3. Для обеспечения пружинящего свойства цанги 4 ее изготовляют с продольными прорезями. Шпиндельную оправку, рисунок - г), конусной поверхностью 1 устанавливают в шпиндель станка. Заготовку 3 устанавливают на цилиндрическую поверхность 4, в которой выполнены продольные прорези. Натяг между цилиндрической частью оправки и заготовкой создают с помощью винта 2. На рисунке справа - д), показана оправка с упругой оболочкой. Корпус 1 оправки крепится к фланцу шпинделя станка. На корпусе 1 закреплена втулка 2, канавки которой вместе с канавками корпуса образуют полости А, В и С, заполняемые гидропластом. При вращении винта 5 плунжер 7 перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулки 2 под давлением гидропласта деформируется, увеличивая наружный диаметр втулки и создавая натяг при закреплении заготовки 3. Упор 6 ограничивает перемещение плунжера 7, а пробка 4 закрывает отверстие, через которое выходит воздух при заполнении оправки гидропластом.
 При установке длинных заготовок в качестве второй опоры используют задний центр (рисунок слева). Предварительно закрепленную в патроне заготовку поджимают задним центром, а затем окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке длинных заготовок в качестве второй опоры используют задний центр (рисунок слева). Предварительно закрепленную в патроне заготовку поджимают задним центром, а затем окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей из патрона части составляет 12-15 диаметров и более, в качестве дополнительной опоры используют люнеты (неподвижные и подвижные). Неподвижный люнет (рисунок ниже слева) устанавливают на направляющих станины станка и крепят планкой 5 с помощью болта и гайки 6. Верхняя часть 1 люнета откидная, что позволяет снимать и устанавливать заготовку на кулачки или ролики 4, которые служат опорой для обрабатываемой заготовки и поджимаются к заготовке винтами 2. После установки винты 2 фиксируются болтами 3. В тех местах заготовки (обычно посередине), где устанавливаются ролики люнета, протачивают канавку. Подвижный люнет (рисунок ниже справа) крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки; третьей опорой является резец.
В тех случаях, когда заготовки не могут быть установлены и закреплены в патронах, применяют планшайбы (рисунок внизу). Планшайба 2 представляет собой плоский диск, который крепится к фланцу 1, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы может быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбе с помощью сменных наладок и прихватов. На рисунке - а) показано закрепление заготовки 4 типа кольца, которую устанавливают на опорную втулку 3 и при обработке наружной поверхности закрепляют шайбами 5 и 6 и винтом 8 с гайкой 7, а при обработке внутренних поверхностей - прихватами 9. На рисунке - б) показано закрепление заготовки 5 типа кронштейна, которую устанавливают на угольнике 7 по центрирующим пальцам 6 и закрепляют откидным зажимом 4. Возникающий при этом дисбаланс устраняют противовесом 3. На рисунке - в) показано закрепление заготовки 3 (типа колец, крышек, фланцев и т. п.), которые крепят к планшайбе 2 прихватами 4.
turner.narod.ru
Установка и закрепление заготовок в центрах
Установка и закрепление заготовок в центрахКатегория:
Токарное дело
Установка и закрепление заготовок в центрахЦентры. Заготовки валов, длина которых превышает диаметр в 5 и более раз, обычно обрабатывают с установкой коническими поверхностями центровых отверстий на центрах станка.
В качестве зажимных приспособлений используют: передний опорный центр, закрепляемый в шпинделе, и задний опорный центр, закрепляемый в пиноли задней бабки. Передний центр вращается вместе с заготовкой, а задний центр неподвижен, поэтому между заготовкой и задним центром возникает трение. Для уменьшения трения в цилиндрическую часть центрового отверстия заготовки со стороны задней бабки вводят густую смазку, которая от нагрева размягчается, попадает на конус центра и смазывает его.
Центровые отверстия стандартизированы по ГОСТ 14034—68. На рис. 29 показаны основные типы центровых отверстий. Опорный центр (рис. 30) имеет рабочий конус с углом 60° (а для тяжелых станков 70° или 90°) и хвостовик, выполненный по стандартному конусу Морзе (№ 2, 3, 4, 5, 6). Угол уклона конуса хвостовика 1°26’. Для тяжелых станков хвостовик центра имеет метрический конус М60, Ml00 или Ml20 с углом уклона 1°30’. Обычный или жесткий опорный центр применяют при сравнительно невысокой частоте вращения шпинделя (до 120 об/мин), так как между заготовкой и рабочим конусом центра возникает трение, что может привести к быстрому нагреву и износу центра. Работа с повышенной частотой вращения шпинделя ведется на износостойких центрах, у которых на рабочий конус наплавлен слой твердого сплава или впаян твердосплавный наконечник. Работа с высокой частотой вращения вызывает необходимость в установке вращающегося заднего центра, который имеет шпиндель, установленный в подшипниках. Для легких работ подшипники радиально-упорные шариковые, для повышенных нагрузок радиально-упорные роликовые.
Осевую нагрузку воспринимают упорный подшипник и задний игольчатый подшипник. Радиальную нагрузку воспринимает радиальный подшипник. Крышка ввертывается в корпус и упирается в торец наружного кольца радиального подшипника, что позволяет регулировать люфт (зазор «мертвый ход»). Фетровое уплотнение в крышке предохраняет подшипники от загрязнения и вытекания смазки.
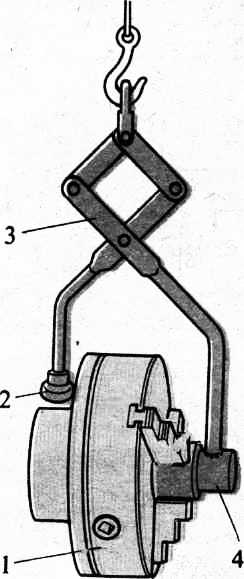
1. ПРИСПОСОБЛЕНИЕ ДЛЯ УСТАНОВКИ И СНЯТИЯ ТЯЖЕЛЫХ ПАТРОНОВ: 1 — патрон. 2 — упор, 3 — шарнирный захват, 4 — оправка
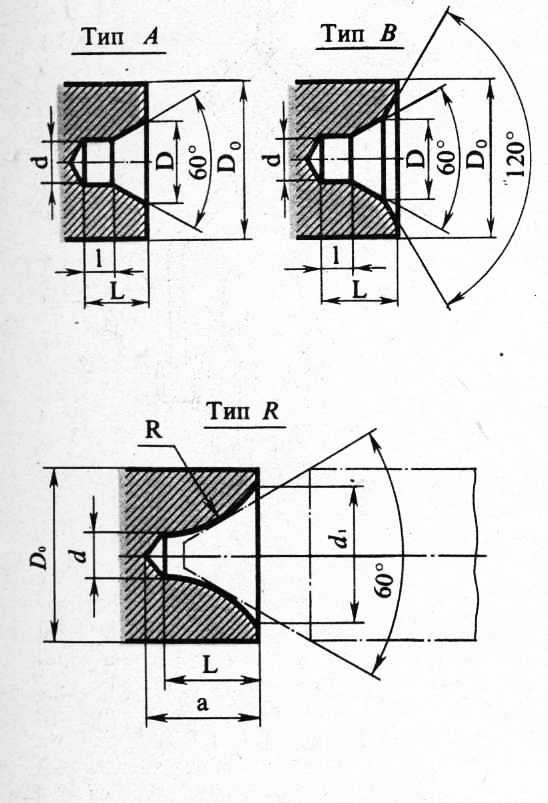
2. ОСНОВНЫЕ ТИПЫ ЦЕНТРОВЫХ ОТВЕРСТИЙ:
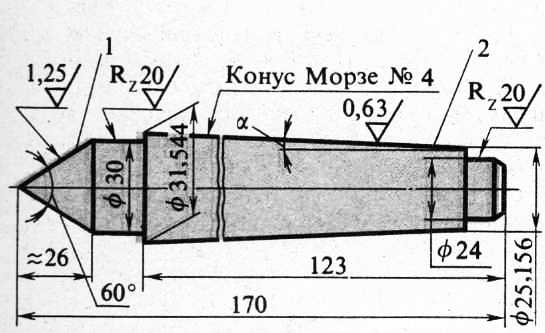
3. ЖЕСТКИЙ ОПОРНЫЙ ЦЕНТР: 1 —рабочий конус, 2 — хвостовик
Читать далее:
Поводковые устройства
Статьи по теме:
pereosnastka.ru
Обработка заготовок в четырехкулачковом патроне
Обработка заготовок в четырехкулачковом патронеКатегория:
Токарное дело
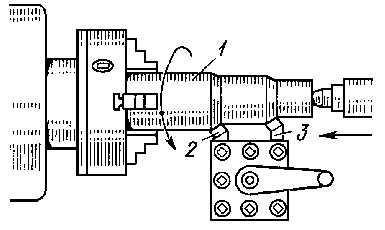
Обработка заготовок в четырехкулачковом патронеУстановка в четырехкулачковом патроне обеспечивает надежное закрепление заготовки и необходимую точность выверки. Способы выверки закрепления заготовки в четырехкулачковом патроне описаны ниже. Выверка «на мелок». При невысоких требованиях к положению заготовки в патроне выверку осуществляют «на мелок». Мелок подводят к медленно вращающейся заготовке, и по следу, оставляемому мелком на поверхности, определяют, в какую сторону сместить кулачки для ориентирования обрабатываемой поверхности по оси шпинделя. Кулачок, возле которого остается след мела на заготовке, подают к центру. Для этого предварительно освобождают кулачок, расположенный на противоположной стороне патрона. Если след мелка располагается между двумя кулачками, то слегка освобождают два кулачка, расположенных на противоположной стороне от следа, а затем подают кулачки, между которыми расположился след мела, к центру. Кулачки освобождают по одному, одновременно поджимая противоположный, во избежание выпадания заготовки из кулачков патрона. Выверка по рейсмасу. Основание рейсмаса устанавливают на поперечных салазках суппорта или на специальной плите, укладываемой на направляющие станины под патроном. Конец иголки рейсмаса подводят к контролируемой поверхности с просветом до 1 мм. Провертывая шпиндель вручную, следят за изменением просвета и регулируют положение кулачков, добиваясь теми же способами, что и при выверки «на мелок», постоянной величины просвета по всей окружности заготовки. Торцовое биение также выверяют по рейсмасу, причем положение заготовки изменяют постукиванием молотком. Для выверки з.аготовки по ранее обработанной поверхности применяют медный молоток.
После выверки все кулачки патрона надежно закрепляют (затягивают). Окончательный зажим кулачков осуществляют в последовательности 1—3—2—4.
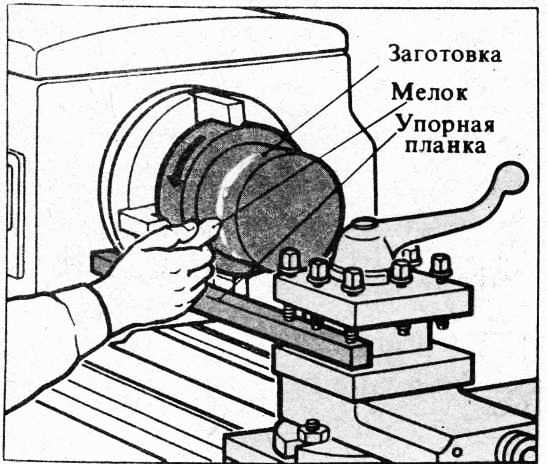
1. ВЫВЕРКА ЗАГ ОТОВКИ «НА МЕЛОК» В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ
Выверка по индикатору. Стойку индикатора устанавливают на суппорте или на плите (можно также закрепить державку индикатора в пазу резцедержателя). Штифт индикатора подводят к заготовке и поворотом патрона вручную контролируют биение .
Выверка по штангенрейсмасу. Штангенрейсмас устанавливают на плите. Острие ножки штангенрейсмаса подводят к заготовке и производят выверку так же, как и рейсмасом. Наличие у штангенрейсмаса движка с нониусом позволяет, кроме этого, контролировать смещение кулачков и точно устанавливать их на нужном расстоянии от оси шпинделя.
При помощи штангенрейсмаса можно также контролировать параллельность граней заготовки (детали) между собой и осью шпинделя (отсутствие перекоса). Если у заготовки обрабатываются наружные или внутренние выступы, расположенные не по диаметру, то диаметр обработки контролируют штангенрейсмасом, установив острие ножки по радиусу обработки и последовательно подводя обрабатываемые участки поверхностей несимметричных выступов к измерительной поверхности ножки штангенрейсмаса.
2. ВЫВЕРКА ЗАГОТОВКИ В ЧЕТЫРЕХКУЛАЧКОВОМ ПАТРОНЕ: а — рейсмасом по наружной поверхности, б — рейсмасом по торцу, в — индикатором по наружной поверхности, г — индикатором по торцу
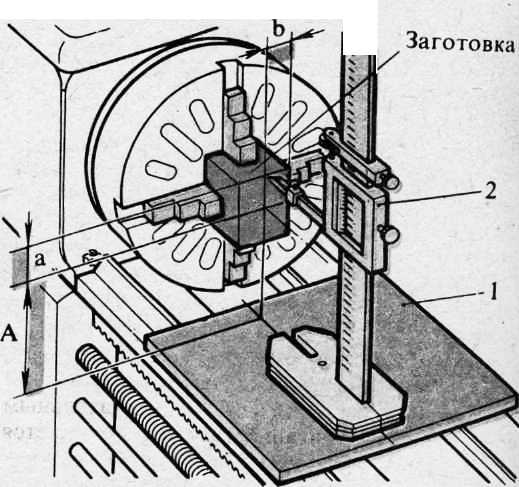
3. ВЫВЕРКА ЗАГОТОВКИ В ЧЕТЫРЕХКУ-ЛАЧКОВОМ ПАТРОНЕ ПРИ ПОМОЩИ ШТАНГЕНРЕЙСМАСА: 1 — плита. 2 — штангенрейсмас
Читать далее:
Обработка заготовок на планшайбе и на угольнике
Статьи по теме:
pereosnastka.ru
Закрепление заготовок
Количество просмотров публикации Закрепление заготовок - 863
Способ установки и закрепления заготовок на станке выбирают исходя из их размеров, жесткости и требуемой точности обработки. При l/D<4 (где l — длина обрабатываемой заготовки, D - ее диаметр) заготовки закрепляют в патроне, при 4 <l/D< 10 — в центрах или в патроне с поджимом задним центром, при l/D>10 - в центрах или в патроне и центре задней бабки и с поддержкой люнетом.
Самой распространенной является установка обрабатываемой заготовки в центрах станка.
Заготовку обрабатывают в центрах, в случае если крайне важно обеспечить концентричность обрабатываемых поверхностей при переустановке заготовки на станке, в случае если последующая обработка выполняется на шлифовальном станке и тоже в центрах и если это предусмотрено технологией обработки.
Заготовки устанавливают в центрах с помощью токарных оправок. На среднюю часть оправки, выполненную с малой конусностью (обычно 1:2000) и предварительно смазанную, устанавливают с натягом заготовку. Важно заметить, что для создания натяга наносят легкие удары по торцу оправки молотком с медным наконечником или деревянной киянкой таким образом, чтобы не повредить торцы оправки и центровые отверстия. Лыскаоправки служит опорой для болта͵ которым закрепляют хомутик. Положение заготовок вдоль оси при базировании на таких оправках неодинаково и зависит от диаметра отверстия заготовки.
Заготовку можно установить на цилиндрической оправке и закрепить на ней с помощью гайкии быстросменной шайбы. Наружный диаметр гайки меньше внутреннего диаметра оправки, что позволяет значительно сократить время на смену заготовки. При использовании таких оправок точность обработки снижается, так как заготовка устанавливается на оправку с зазором.
Когда внутренние отверстия заготовок имеют значительные отклонения по диаметру, применяют разжимные (цанговые) оправки. Цанга представляет собой втулку, внутренняя поверхность которой выполнена конической, а наружная, предназначенная для базирования заготовки,— цилиндрической. Цангус деталью перемещают и закрепляют на оправке с помощью гайки, а освобождают с помощью гайки, предварительно ослабив гайку. Для обеспечения пружинящего свойства цанги ее изготовляют с продольными прорезями.
Шпиндельную оправку конусной поверхностью устанавливают в шпиндель станка. Заготовку устанавливают на цилиндрическую поверхность, в которой выполнены продольные прорези. Натяг между цилиндрической частью оправки и заготовкой создают с помощью винта.
Оправка с упругой оболочкой. Корпус оправки крепится к фланцу шпинделя станка. На корпусе закреплена втулка, канавки которой вместе с канавками корпуса образуют полости А, В к С, заполняемые гидропластом. При вращении винта плунжер перемещается, выдавливая гидропласт из полости С в полость А. Тонкая стенка втулкипод давлением гидропласта деформируется, увеличивая наружный диаметр втулки и создавая натяг при закреплении заготовки. Упорограничивает перемещение плунжера, а пробказакрывает отверстие, через ĸᴏᴛᴏᴩᴏᴇ выходит воздух при заполнении оправки гидропластом.
При установке длинных заготовок в качестве второй опоры используют задний центр. Размещено на реф.рфПредварительно закрепленную в патроне заготовку поджимают задним центром, а затем окончательно зажимают кулачками патрона. Такой способ установки обеспечивает повышенную жесткость крепления заготовки и применяется преимущественно при черновой обработке.
При установке заготовок, у которых длина выступающей из патрона части составляет 12—15 диаметров и более, в качестве дополнительной опоры используют люнеты (неподвижные и подвижные). Неподвижный люнет устанавливают на направляющих станины станка и крепят планкой с помощью болта и гайки. Верхняя часть люнета откидная, что позволяет снимать и устанавливать заготовку на кулачки или ролики, которые служат опорой для обрабатываемой заготовки и поджимаются к заготовке винтам. После установки винтыфиксируются болтами. В тех местах заготовки (обычно посередине), где устанавливаются ролики люнета͵ протачивают канавку.
Подвижный люнет крепится на каретке суппорта и перемещается при обработке вдоль заготовки. Подвижный люнет имеет два кулачка, которые служат опорами для заготовки; третьей опорой является резец.
В тех случаях, когда заготовки не бывают установлены и закреплены в патронах, применяют планшайбы. Планшайбапредставляет собой плоский диск, который крепится к фланцу, устанавливаемому на шпинделе станка. Рабочая поверхность планшайбы должна быть выполнена с радиальными или концентрическими пазами. Обрабатываемые заготовки центрируют и закрепляют на планшайбе с помощью сменных наладок и прихватов.
Закрепление заготовкитипа кольца, которую устанавливают на опорную втулкуи при обработке наружной поверхности закрепляют шайбамии винтомс гайкой, а при обработке внутренних поверхностей -прихватами.
Закрепление заготовки типа кронштейна, которую устанавливают на угольнике по центрирующим пальцами закрепляют откидным зажимом. Возникающий при этом дисбаланс устраняют противовесом. Заготовки типа колец, крышек, фланцев и т. п. крепят к планшайбе прихватами.
Лекция 4-6 (6 часов)
referatwork.ru
Установка резцов в резцедержателе и заготовок в патроне
Установка резцов в резцедержателе и заготовок в патронеКатегория:
Токарное дело
Установка резцов в резцедержателе и заготовок в патронеУстановка резца. Прежде чем приступить к работе на станке, нужно установить резец в резцедержателе по центру и закрепить заготовку (деталь) в патроне.
Различают центры неподвижные и вращающиеся. Они служат опорой для обтачиваемой длинной заготовки. Закрепляют центры в пиноли задней бабки.
Установив центр в пиноли, вращением маховичка подводят фартук с суппортом вплотную к задней бабке. Затем закрепляют резец в резцедержателе с помощью винтов. Головка резца должна выступать из резцедержателя не более чем на 1,5 высоты стержня, а вершина режущих кромок резца — совпадать с острием центра.
Если вершина резца окажется ниже острия центра, то под стержнем помещают одну, две или три подкладки, подобранные по толщине. Подкладки делают из листовой стали, их ширина и длина должны соответствовать размеру стержня резца.
Подбором подкладок соответствующей толщины добиваются совпадения острия центра с вершиной режущих кромок резца. Затем при помощи ключа закрепляют резец винтами, а резцедержатель — рукояткой.
Правила установки всех резцов одинаковы.
Установка заготовки в патроне. Обтачиваемые заготовки закрепляют на шпинделе станка с помощью различных приспособлений. Наиболее удобен трехку-лачковый патрон. Устроен он очень просто: в корпусе с квадратными отверстиями для ключа размещены три подвижных кулачка.
Закрепляют заготовки в патроне следующим образом. Вращением ключа, вставленного в квадратные отверстия патрона, раздвигают кулачки. Затем помещают заготовку между ними и поворотом ключа сближают кулачки; они должны прочно зажать деталь. Длина выступающей из патрона части заготовки не должна превышать трех ее диаметров.
Рис. 1. Центры: а — неподвижный; б — вращающийся

Рис. 2. Установка резца (дано условно)
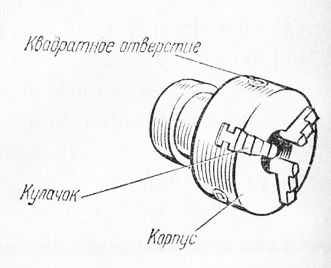
Рис. 3. Трехкулачковый патрон
Запомните! Закреплять заготовку ключом нужно со стороны каждого кулачка, для этого патрон поворачивают на 1—2 оборота.
Устройство инструмента. Штангенциркуль — это универсальный измерительный инструмент.
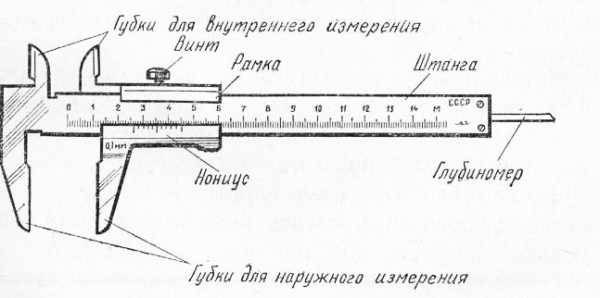
Рис. 4. Штангенциркуль ШЦ-1 с точностью отсчета 0,1 мм
С его помощью можно измерять толщину деталей, ширину и глубину отверстий.
На штанге — линейке инструмента нанесены миллиметровые деления. Заодно с линейкой сделаны две неподвижные губки: одна для измерения наружных, то есть внешних, размеров; другая — внутренних размеров. На штангу надета рамка с подвижными губками и глубиномером, который представляет собой тонкую, узкую линейку. Глубиномер помещен в продольном пазу обратной стороны линейки.
Рамку можно свободно передвигать вдоль штанги и закреплять в нужном положении винтом. На скосе нижней части рамки нанесены деления (шкала). Это дополнительное измерительное устройство называется нониусом (рис. 129). Нониус позволяет более точно определять размеры деталей до десятой доли миллиметра.
Все вы знаете, что один сантиметр равен десяти миллиметрам. Но можно сказать и записать иначе: миллиметр— это одна десятая, или просто десятая, часть сантиметра, то есть 1 мм=1/10 см = 0,1 см. Если разделить миллиметр на 10 частей, то каждая часть называется одной десятой миллиметра и записывается так: 0,1 мм.
Длина нониуса равна 19 мм, а шкала разделена на 10 равных частей. Таким образом, каждое деление нониуса равно 1,9 мм, т. е. на 0,1 мм меньше двух миллиметровых делений штанги.
Когда губки штангенциркуля сомкнуты, нулевое деление (начальное) и последнее деление нониуса совпадают соответственно с нулевым и девятнадцатым делениями штанги (не доходя 1 мм до отметки 2). Остальные деления нониуса и штанги не должны совпадать.
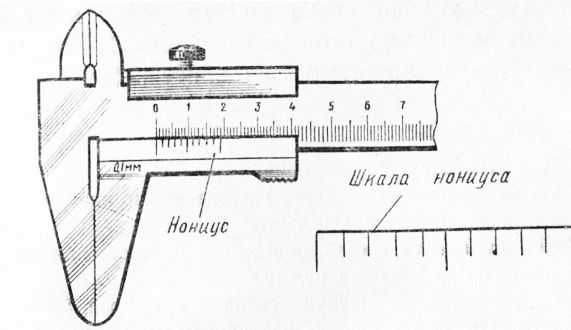
Рис. 5. Нониус штангенциркуля
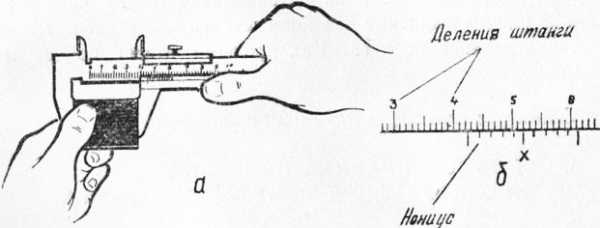
Рис. 6. Прием измерения штангенциркулем (а) и подсчет по нониусу (б)
Измерение штангенциркулем. Считывают показания штангенциркуля, то есть определяют размеры детали следующим образом.
Целые миллиметры отсчитывают по делениям штанги до нулевой отметки нониуса. В нашем примере нулевое деление нониуса находится между целыми величинами (42 мм и 43 мм) шкалы. Число целых миллиметров на штанге в нашем примере 42. Затем определяют, какое деление нониуса совпадает с делением штанги. Порядковый номер совпавшего деления нониуса показывает число десятых долей миллиметра— в нашем случае пятое деление. Итак, размер измеряемой детали составляет 42,5 мм.
Читать далее:
Обточка цилиндрических заготовок при ручной подаче
Статьи по теме:
pereosnastka.ru
Установка заготовок на станке — Мегаобучалка
Способы установки. При токарной обработке наиболее часто применяются три основных способа установки заготовок на станке: в патроне, в патроне и заднем центре, в центрах (рис 22),
В патроне устанавливают короткие заготовки с длиной l выступающей части из кулачков до 2-3 диаметров d.
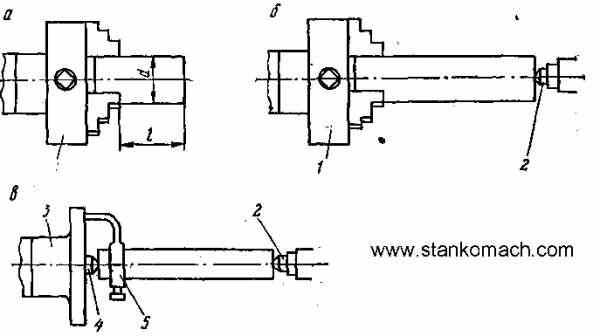
Рис 22. Способы установки заготовок на токарном станке:
а - в патроне; б - в патроне и заднем центре; в - в центрах;
1 - зажимной патрон; 2 - задний центр; 3 - поводковый патрон; 4 - передний центр; 5 - хомутик
Установка в патроне и заднем центре применяется преимущественно для чернового обтачивания длинных валов.
Установку в центрах используют главным образом для чистового обтачивания валов, когда необходимо выдержать строгую соосность обрабатываемых поверхностей, а также в случаях последующей обработки детали на других станках с такой же установкой.
Применяемые приспособления. Приспособлениями называются устройства, предназначенные для установки и закрепления заготовок на станке или для расширения возможностей последнего.
Для рассмотренных выше способов установок пользуются токарными приспособлениями общего назначения: зажимными и поводковыми патронами, хомутиками, центрами.
Наибольшее распространение в практике работы токаря получили зажимные 3-кулачковые самоцентрирующие патроны (рис 23), в которых заготовка одновременно с закреплением центрируется по оси вращения. Такие патроны предусмотрены для закрепления круглых заготовок с относительно ровными поверхностями.
Патрон состоит из корпуса 4, трех кулачков 3 и 5, центрального зубчатого колеса 2 со спиральной нарезкой на торце, трехконических шестерен 1 с квадратными отверстиями под ключ. Если торцовым ключом вращать зубчатые колеса, то кулачки с помощью спиральной нарезки будут одновременно перемещаться радиально.
Патроны снабжаются комплектом прямых и обратных кулачков либо кулачками сборной конструкции.
Прямые кулачки 3 предназначены для закрепления заготовок небольшого диаметра «на зажим» или «на разжим» - заготовок с отверстиями. Обратные кулачки 5 используются для закрепления заготовок большого диаметра. Сборный кулачок состоит из собственно кулачка 6 и рейки 7, которые скрепляются винтами. Такие кулачки можно переставлять на рейках и использовать в качестве прямых или обратных.
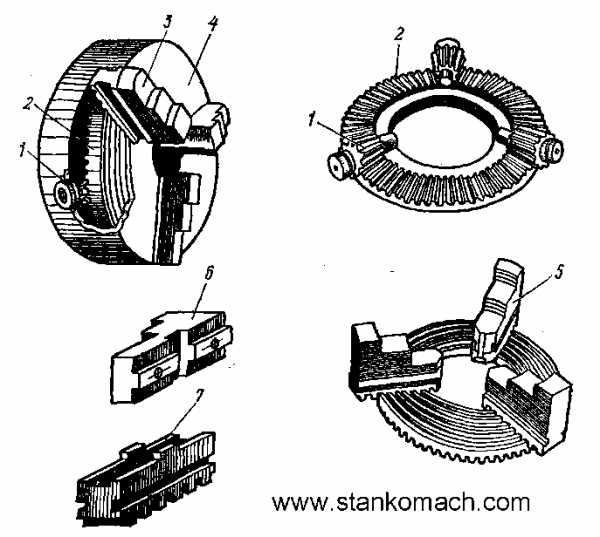
Рис 23. 3-кулачковый самоцентрирующий патрон
Кулачки, поставляемые в комплекте с патроном, обычно закалены для повышения долговечности. При закреплении ими деталей с окончательно обработанными поверхностями на последних остаются вмятины. В таких случаях рекомендуется пользоваться мягкими незакаленными кулачками, специально изготовленными, чаще всего сборной конструкции.
Кулачки обозначаются номерами 1, 2, 3, в порядке которых они устанавливаются в пазы корпуса с аналогичной маркировкой.
Самоцентрирующие 3-кулачковые патроны выпускаются разных размеров с наружным диаметром от 80 до 630 мм четырех классов точности. Для универсальных работ предусмотрены патроны нормальной точности Н и повышенной П; для чистовых работ - высокой В и особо высокой А. Точность патрона (кроме нормальной) маркируется на его корпусе.
Для установки на станок зажимные патроны крепятся к переходным фланцам, имеющим отверстие соответственно форме и размерам переднего конца шпинделя (см. рис 27).
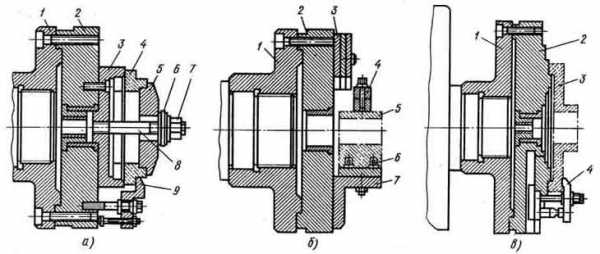
Поводковые патроны (рис 24, а, б), применяемые при установке заготовок в центрах, предназначены для передачи крутящего момента от шпинделя к заготовке посредством хомутика. Поводковый палец 1 может быть отрегулирован в пазу патрона на необходимый размер хомутика. Такие патроны крепятся на переднем конце шпинделя аналогично переходным фланцам зажимных патронов.
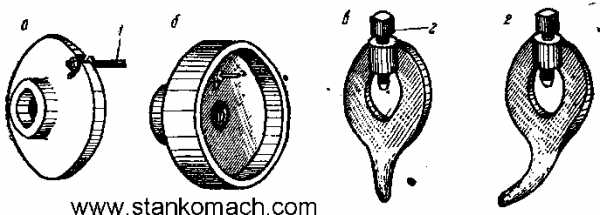
Рис 24. Поводковые патроны:
а - открытый; б -закрытый; хомутики: в - прямой; г - отогнутый
Для токарных работ предусмотрены два типа хомутиков (рис 24, в, г): прямые и отогнутые, которые устанавливаются на левом конце заготовки и закрепляются винтом 2. Благодаря овальной форме отверстия хомутик соприкасается с заготовкой в двух точках, что повышает надежность его крепления.
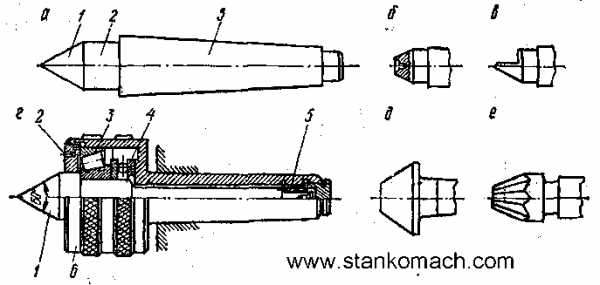
Рис 25. Токарные центры:
а - прямой;, б обратный; в - полуцентр; г - вращающийся; д - грибковый, е - рифленый
Центры (рис 25)служат для установки заготовок типа валов по центровым отверстиям или внутренним фаскам. По конструкции они делятся на упорные, вращающиеся и поводковые, а по форме рабочей части - на прямые, обратные, полуцентры и грибковые.
Упорный прямой центр (рис 25, а) состоит из рабочего конуса с углом 60°, шейки 2 и хвостовика 3, выполненного по размерам стандартных конусов Морзе. Такие центры изготавливаются из инструментальных углеродистых сталей У7 - У8 и подвергаются термической обработке - конец хвостовика и рабочий конус закаливаются.
Обратный упорный центр (рис 25, б) имеет на рабочей части коническое отверстие с углом 60°. Он предусмотрен для валиков малых диаметров (до 4 мм), на концах которых выполняются наружные центровые конусы.
Полуцентры упорные (рис 25, в) устанавливаются в пиноль задней бабки. Они имеют неполный рабочий конус, который позволяет подрезать торец заготовки, закрепленной в центрах.
Грибковый упорный центр (рис 25, д) выполнен в виде усеченного конуса увеличенного диаметра, что позволяет устанавливать на станке пустотелые заготовки по внутренним фаскам.
Упорные центры при точении с большой скоростью устанавливают преимущественно в шпинделе станка. Если такие центры закрепляют в заднюю бабку, то центровое отверстие заготовки, опирающееся на задний центр, следует заполнить густой графитовой смазкой.
Вращающиеся центры (рис 25, г) используются в качестве задних центров. Они состоят из корпуса 6, подшипников качения 3, 4 и 5, вставки 1 и резьбовой крышки 2 с войлочным уплотнителем;изготавливаются нормальной и повышенной точности.
Поводковые центры позволяют обтачивать детали на всю длину без хомутика и поводкового патрона. Установленные в шпиндель станка такие центры передают заготовке крутящий момент посредством рифленых поверхностей.
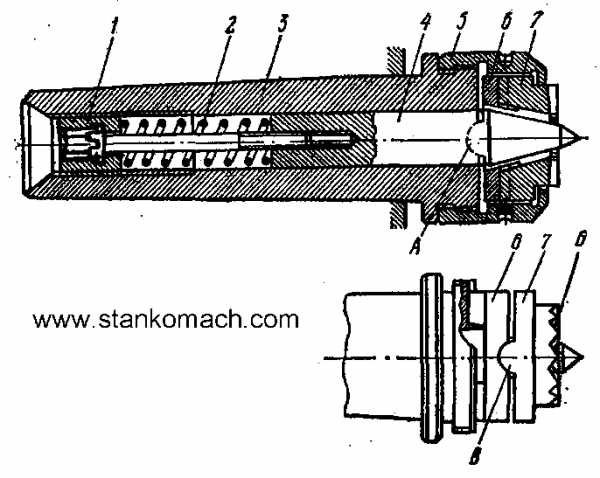
Рис 26. Поводково-плавающий центр
Поводковый рифленый центр (рис 25, е) применяют при обработке пустотелых валов, втулок в тех случаях, когда на кромке отверстия допустимы вмятины от рифлений центра или их можно удалить последующей обработкой.
Поводково-плавающий центр (рис 26) обеспечивает не только быструю установку и съем заготовок, но также практически высокую точность продольного положения их на станке. Центр состоит из корпуса 3, плавающего центра 4, гайки 5, опорной шайбы 6 и поводковой шайбы 7 с рабочими зубьями Б. Корпус и шайбы, сопряженные полукруглыми крестообразно расположенными выступами и впадинами А и В, образуют шарнирную систему, которая позволяет зубьям шайбы 7 равномерно прижиматься к торцу заготовки. Необходимое давление пружины 2 регулируется резьбовой пробкой1.
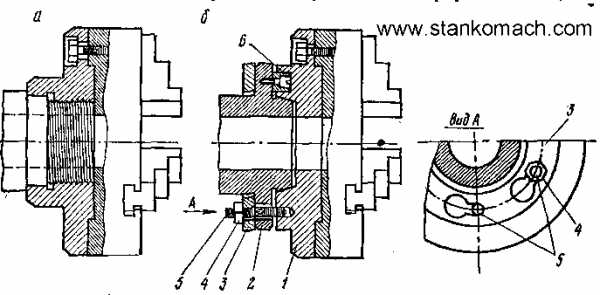
Рис 27. Установка токарного патрона на резьбовом конце шпинделя ( α ) и фланцевом (б)
Установка заготовок в патроне. Вначале необходимо надежно и правильно установить и закрепить патрон на шпинделе, для чего посадочные поверхности шпинделя и переходного фланца патрона очищают тряпкой, смоченной керосином, а затем слегка смазывают маслом.
Если шпиндель имеет резьбовой передний конец (рис 27, а), легкий патрон подносят к нему обеими руками и навинчивают до отказа (рис 28, а). Чтобы шпиндель при этом не поворачивался, положение рукояток коробки скоростей устанавливают соответственно наименьшей частоте вращения.
Более тяжелый патрон рекомендуется вначале положить на деревянный брусок (рис 28, б), а затем, подведя к шпинделю, навернуть вручную до отказа.
Чтобы предупредить самоотвинчивание во время работы, патроны, устанавливаемые на резьбовые концы шпинделей, следует закреплять дополнительными креплениями, предусмотренными на станке.
При фланцевой конструкции (рис 27, б) патрон устанавливают на центрирующий конус шпинделя так, чтобы резьбовые шпильки 5 совместно с гайками 4 прошли в отверстие фланца2 и поворотной шайбы 3, а фиксирующая шпонка 6 вошла в углубление переходного фланца патрона 1, После этого поворотную шайбу поворачивают на себя до отказа и равномерно в диагональном порядке затягивают гайки 4,
В самоцентрирующих патронах заготовка одновременно с закреплением цетрируется по оси шпинделя. Длина зажимаемой части заготовки в патроне должна составлять примерно 1/3 ее общей длины. Закрепление выполняют торцовым ключом, вставленным в одно из квадратных отверстий патрона. При этом категорически запрещается применение различных удлинителей, надетых на ручку ключа, так как приложение чрезмерно больших усилий способствует преждевременному выходу патрона из строя.
Иногда заготовка может занять неправильное положение в патроне, перекоситься. В таких случаях ее следует выверить на отсутствие биения. Для этого к вращающейся поверхности заготовки подносят кусочек мела и по характеру следа риски определяют «бьющий»участок. Выключив вращение, легкими ударами молотка (с мягким бойком) по указанному участку заготовке придают правильное положение, которое контролируют повторной проверкой. После этого заготовку необходимо окончательно закрепить.
При большом вылете заготовки из кулачков патрона (более 2-3 диаметров) ее поджимают задним центром (см. рис 22, б). Для этого зацентрованную с одной стороны заготовку слабо закрепляют в патроне за небольшой участок длиной 5-6 мм, в центровое отверстие плотно вводят задний центр и производят окончательное закрепление.
Установка заготовок в центрах. Применяется из-за невысокой жесткости в основном для чистового обтачивания деталей типа валов. Для этого на торцах заготовки сверлением выполняют центровые отверстия с углом рабочего конуса 60° (см. §26).
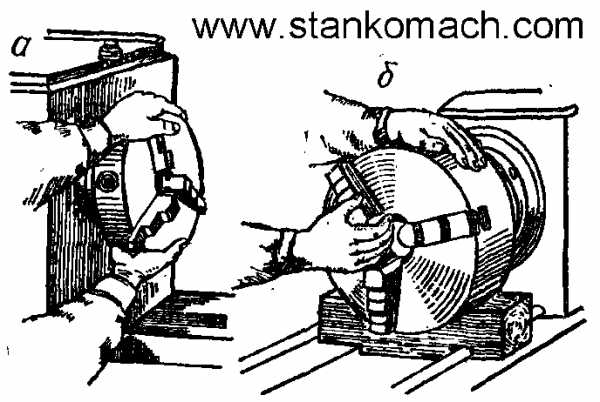
Рис 28. Установка патрона на станке
Для получения высокой точности обработки необходимо, чтобы оси центров станка точно совпадали, а рабочий конус переднего центра не имел биения. Это достигается правильной установкой центров и выверкой их положения. Перед установкой хвостовики Центров и конические отверстия шпинделя и пиноли следует протереть насухо тряпкой. Совпадение осей проверяют сближением центров: их вершины должны совместиться. На некоторых станках для этой цели на корпусе и плите задней бабки имеются обработанные платики. Их совмещение обеспечивает соосность центров станка. Окончательно ее определяют пробным обтачиванием вала на всю длину. Если при этом диаметры на его концах окажутся одинаковыми, значит, оси центров совпадают.
Биение рабочего конуса переднего центра не должно превышать 0,01 мм при проверке индикатором. Если правильно установленный центр имеет биение больше допустимого, его надо заменить новым или проточить на месте твердосплавным резцом.
Поводковый патрон закрепляется на переднем конце шпинделя аналогично зажимным патронам.
Установка в центрах выполняется в следующем порядке.
На левый конец заготовки закрепляют хомутик, который подбирают по размеру так, чтобы зажимной винт в закрепленном состоянии не слишком выступал. Если конец заготовки чисто обработан, то под винт хомутика подкладывают пластинку из мягкого металла или применяют специальное разрезное кольцо.
Учитывая длину заготовки, заднюю бабку закрепляют на станине в таком месте, чтобы вылет пиноли был наименьшим.
Удерживая заготовку левой рукой, опирают ее на передний центр, а правой, вращая маховичок задней бабки, вводят задний центр в центровое отверстие заготовки. Поджим центром должен обеспечивать свободное вращение заготовки без люфта. После этого пиноль следует закрепить.
При обтачивании происходит нагрев и удлинение заготовки. Поэтому крепление длинных заготовок в центрах следует периодически ослаблять и снова доводить до нормального состояния.
Контрольные вопросы:
Укажите способы установки заготовок на токарном станке и область их применения.
Перечислите токарные приспособления общего назначения и приведите их краткую Характеристику.
Объясните особенности и приемы установки заготовок в патроне, в патроне и заднем центре, в центрах.
megaobuchalka.ru