Содержание
Самодельный ручной листогиб своими руками чертежи
Самодельный ручной листогиб своими руками, чертежи, подробное описание и порядок сборки.
Проектируя самодельный листогибочный станок, необходимо точно знать его основные эксплуатационные характеристики:
— толщина листа;
— максимальная длина линии изгиба;
— размерный ряд толщин листов;
— рабочий угол изгиба листа;
— количество рабочих циклов.
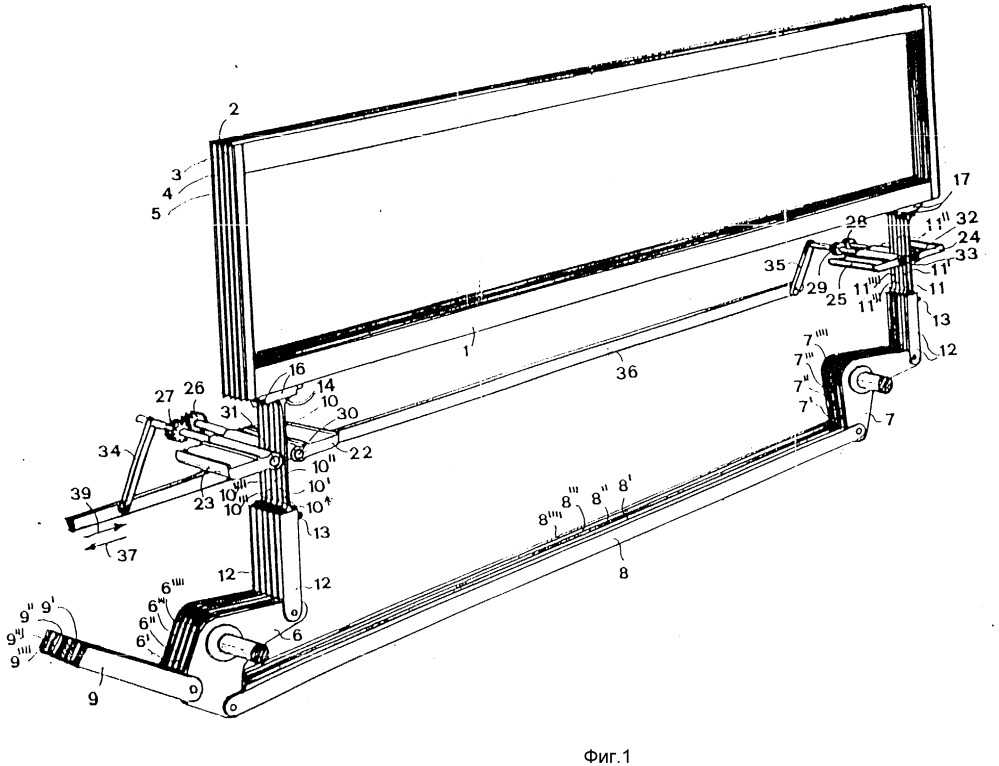
Посмотрим на рисунок, где схематично показан самодельный ручной листогиб.
Если ось вращения сделать подвижной по направлению стрелок, то можно качественно гнуть листы разных толщин. Но такое решение существенно усложнит конструкцию и ее стоимость.
И еще – качество изгиба зависит от качества плоскости гибочных поверхностей и точности положения оси относительно гибочных плоскостей. В процессе проектирования и изготовления, это необходимо учесть.
Перейдем к техническим характеристикам рассматриваемого изделия:
• размерный ряд толщин используемого листа 05,; 0,7; 0,8 (мм)
• максимальная длина линии изгиба 1000 (мм)
• рабочий угол от 0° до 135°
• ось установлена на подшипники 1000901 ГОСТ 8338-75
Если мы захотим согнуть лист под углом 90°, гибочную балку опускаем сверху вниз
Если мы захотим согнуть лист под углом от 0° до 135°, гибочную балку поднимаем снизу вверх
Сборочные части самодельного ручного листогиба:
• нижняя основа
• гибочная балка
• прижимная балка
• направляющий палец
НИЖНЯЯ ОСНОВА
Швеллер 10 ГОСТ 8240-97 (горячекатаный)
ГИБОЧНАЯ БАЛКА
Уголок 75 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
ПРИЖИМНАЯ БАЛКА
Уголок 70 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
Уголок 50 х 6 (мм) ГОСТ 8509-93 (равнополочный горячекатаный)
НАПРАВЛЯЮЩИЙ ПАЛЕЦ
Вставим в отверстие изнутри швеллера и приварим его.
ВАЛ ПОДШИПНИКА
Стандартная комплектация:
• гайки «барашек» М 16 ГОСТ 3032-76
• подшипники 1000901 ГОСТ 8338-75
• пружины 1086-0805 ГОСТ 18793-80
По предложенным чертежам, имея электросварку, стандартный стальной профиль, трубогиб – несложно изготовить листогиб своими руками.
Порядок сборки:
1. Закрепим нижнюю основу на слесарный верстак при помощи болтов и гаек М8.
2. Установим гибочную балку, для чего вставим подшипники в отверстия нижней основы и соединим валом подшипника сначала один конец балки, затем второй.
3. Наденем пружины на направляющие пальцы.
4. На пружины и на направляющие пальцы установим прижимную балку.
5. Балку прижмем гайками «барашками».
Принцип работы: отпускаем гайки «барашки», просовываем лист в образовавшийся зазор и устанавливаем его в нужное положение, зажимаем гайки, поворачиваем гибочную балку на нужный угол, лист согнут, ослабляем зажимы, повторяем операции или достаем согнутую деталь.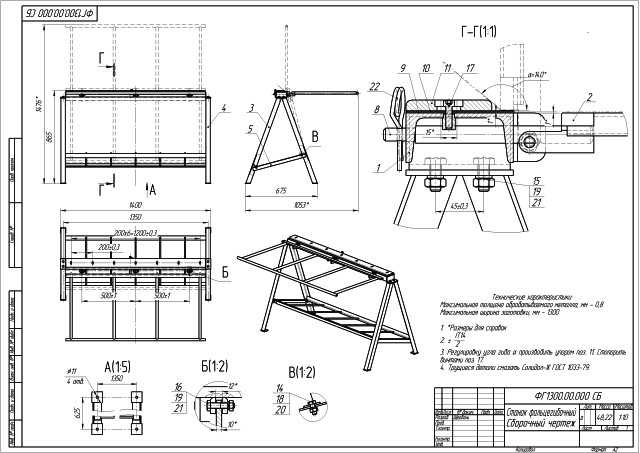
Заказать чертеж
Поделитесь с друзьями!
фото чертежи, видео как сделать
Подготовить инструмент – значит сделать половину дела. Эта истина хороша, если у мастера есть готовый инструмент. Однако, если в ходе работ вдруг может понадобиться что-то более сложное, чем отвертка и молоток, то часто приходится на ходу изобретать настоящие станки для выполнения сложных функций. Яркий пример такого станка — листогиб необходимый при работе с листами металла.
Из чего делать?
Содержание:
- Назначение
- Устройство
- Сборка
- Работа
- Применение и преимущества
- Недостатки
Назначение
Во время осуществления многих работ с листовым металлом, например, в кровельных работах, часто возникает необходимость в сгибании листов металла, в том числе — имеющих различное покрытие. При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
При необходимости согнуть небольшой лист, эту работу можно выполнить с применением молотков, киянок, плоскогубцев.
Результат будет плачевным — искривленная, зазубренная поверхность, поцарапанное покрытие, кривая линия сгиба не позволят качественно выполнить всю работу, и не доставят эстетического удовольствия хозяину. Лист больших размеров и, тем более, сложной формы, такими инструментами согнуть вообще невозможно.
Схема
Для таких работ необходимо воспользоваться достаточно сложным оборудованием — листогибом. Можно купить готовый ручной станок, вроде представленного на фото, производства известного изготовителя. Однако это повлечет за собой дополнительные, весьма значительные, расходы, что приведет к увеличению стоимости всех работ. Более дешевый способ приобретения такого станка — изготовить самодельный листогиб своими руками. Для человека, знакомого с физическим трудом, умеющего обращаться с другими инструментами, это не составит особых проблем.
Устройство
Самостоятельно изобрести такой станок будет проблематично даже человеку, хорошо знакомому с основами сопромата. Однако в эру Интернета, изобретательство в этой области никому и не нужно — чертежи и описание как сделать листогиб своими руками можно легко найти на соответствующих сайтах.
Однако в эру Интернета, изобретательство в этой области никому и не нужно — чертежи и описание как сделать листогиб своими руками можно легко найти на соответствующих сайтах.
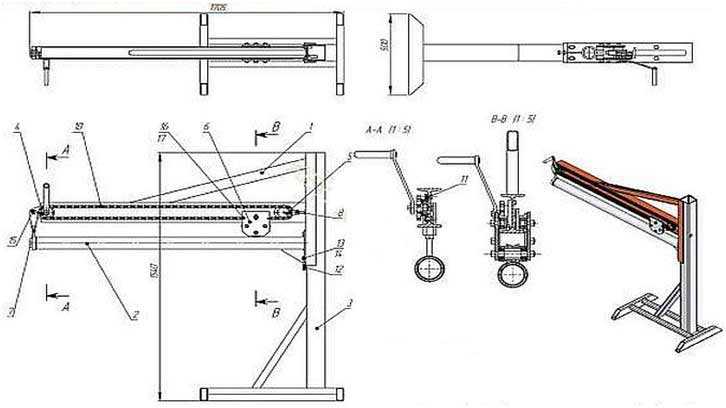
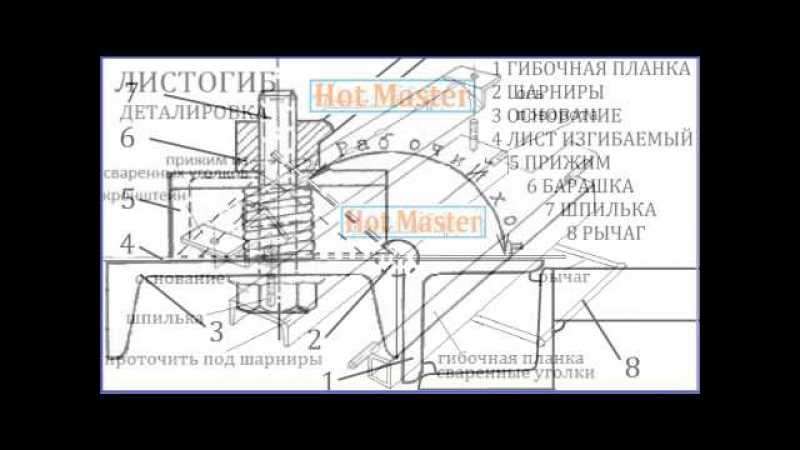
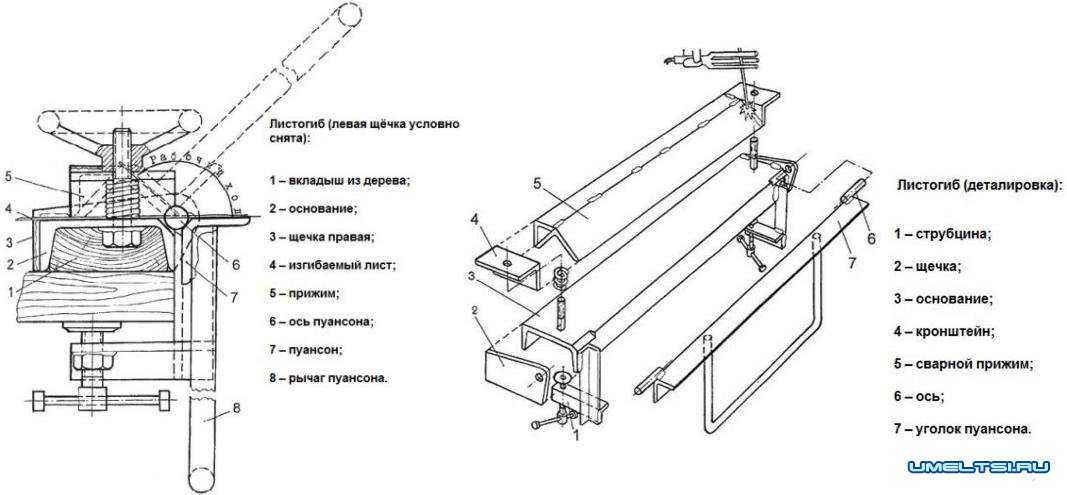
Основными деталями листогиба, показанного на чертеже являются:
- Основание — поверхность, предназначенная для установки остального оборудования и крепления заготовки. Изготавливается из стального швеллера. Размеры выбираются в зависимости от размеров листов металла, обработка которых планируется;
- Прижим — устройство, позволяющее сгибать лист. В обычном устройстве угол сгиба не превышает 90 градусов. Изготавливается из стального уголка, устанавливаемого на станину вершиной вверх. Для удобства установки у нему приваривается еще один такой же уголок, как показано на чертеже. Длина прижима должна быть несколько меньше длины основания, для обеспечения его надежного крепления и беспрепятственного функционирования. Крепится к основанию при помощи зажимных болтов;
- Обжимной пуансон — конструкция, изготовленная из стального уголка с приваренной к нему металлической рукояткой, позволяющая осуществлять сгибание листа.
 Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.
Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.
 Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.
Ось пуансона должна совпадать с ребром уголка. В качестве оси применяют стальной прут.Размеры деталей указанные на чертеже, могут меняться, в зависимости от области применения станка.
Сборка
Сборка самодельного листогиба, показанная на видео начинается с фиксации основания и пуансона при помощи струбцины. При этом, необходимо следить за тем, чтобы поверхность основания и рабочая поверхность пуансона находились в одной плоскости. Ось пуансона продевается в отверстия металлических пластин, называемых щечками, привариваемых к торцам основания. Ось крепится к щечкам при помощи сварки или прикручивается гайками.
Точное расположение прижима определяется после нескольких пробных сгибов. Просверлив отверстия в основании, прикрепляем прижим к основанию при помощи прижимных болтов. Гайку, для крепления болтов приваривают к основанию, что позволяет при необходимости легко установить или снять прижим, пользуясь только одной гайкой на каждом болте, которую можно заменить на воротки.

Работа
Таким образом, чертежи листогиба ручного своими руками позволяют собрать устройство, работа которого показана на видео. Порядок работы следующий:
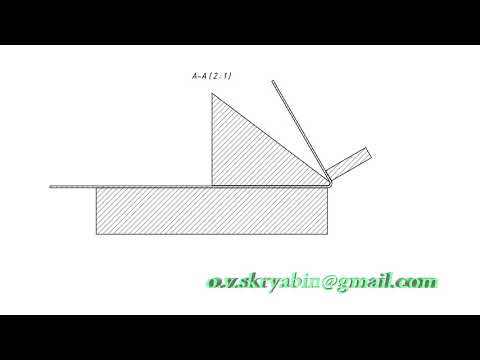
- Пуансон приводится в положение, при котором его рабочая поверхность устанавливается в одной плоскости с поверхностью основания. Рукоятка пуансона в таком положении направлена вертикально вниз;
- С основания снимается прижим;
- На основание укладывается заготовка — металлический лист, ширина которого соответствует расстоянию между прижимными болтами;
- Прижим устанавливается на основание и закрепляется при помощи прижимных болтов;
- При помощи рукоятки пуансон приводится в движение и плотно придавливает лист к прижиму. При этом лист изгибается под нужным углом вокруг оси пуансона. Рукоятка оказывается в положении под углом в 45 градусов относительно поверхности основания.
В результате получается лист металла с ровной линией сгиба.
Применение и преимущества
 youtube.com/embed/VhTrArnSSEk?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/VhTrArnSSEk?feature=oembed» frameborder=»0″ allowfullscreen=»»>
Недостатки
При всех достоинствах, самодельный листогиб имеет и недостатки, заключающиеся, в первую очередь, в безопасности. Изготовление такого устройства требует применение сварочного оборудования, обращение с которым требует определенных навыков и соблюдения требований безопасности. Некачественная сварка может не только привести к пожару во время ее осуществления, но и стать причиной некачественной работы самого устройства.
Что такое гибка труб — Руководство для начинающих
Последнее обновление: 09 августа 2022 г., Джо Гамбино 15 минут потрачены не зря
Когда дело доходит до гибки труб, у новичков в профессии часто возникает множество вопросов. Например, они часто задают такие вопросы, как «что такое гибка труб?» или спрашивают о различных доступных методах гибки труб.
Цель этого руководства для начинающих по гибке труб — научить вас всему процессу. Вы узнаете об основах гибки труб, а также о различных методах гибки труб.
Вы узнаете об основах гибки труб, а также о различных методах гибки труб.
Как только вы дочитаете эту статью до конца, вы станете настоящим профессионалом в области гибки труб. Поэтому, без лишних слов, давайте сразу углубимся в это:
Что такое гибка труб?
Гибка труб — это процесс металлообработки, при котором трубы и трубки изгибаются в различные формы для различных целей изготовления металла. Трубы, полученные в результате процесса гибки труб, не ограничиваются каким-либо конкретным металлом, этот процесс работает с различными материалами, включая большинство металлов и сплавов.
Не существует фиксированного способа сгибания трубы, для этого существует множество различных способов. Каждый метод имеет свои преимущества, недостатки и цену.
Какова цель гибки труб?
Трубы имеют более высокую структурную целостность по сравнению с другими металлическими профилями. Однако прямые трубы непригодны для многих целей, и их часто необходимо формовать и изгибать под разными углами.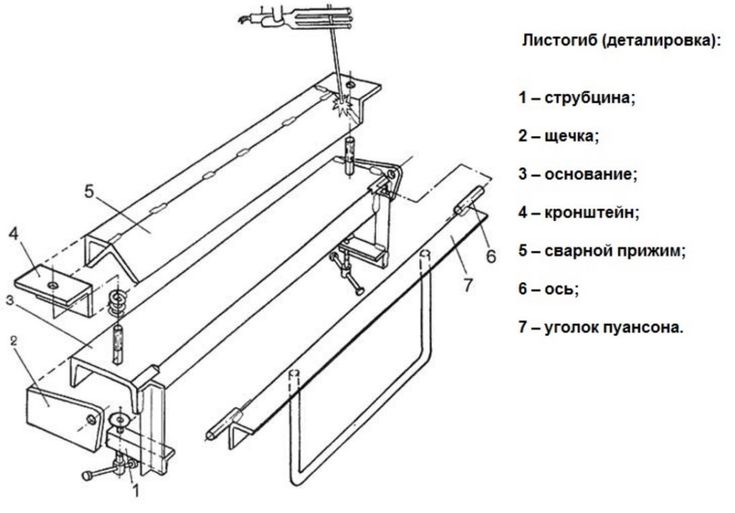
Таким образом, гибка трубы используется для изменения формы трубы целиком, без разрезания самой трубы. Использование таких процессов, как резка и сварка трубы, может ослабить целостность полученной конструкции по сравнению с использованием методов гибки трубы.
Общие материалы, используемые для гибки труб
Трубы могут быть изготовлены почти из любого металла и металлического сплава. Однако некоторые материалы используются больше, чем другие. Вот некоторые из распространенных материалов, используемых для гибки труб:
Алюминий:
Алюминий является не только самым распространенным металлом на земле, но и одним из самых распространенных материалов для металлических труб. Поэтому гибка труб часто применяется к алюминиевым трубам.
Нержавеющая сталь:
Нержавеющая сталь изготавливается из железа и хрома, что придает ей прочность железа и устойчивость к истиранию. Он также гибок и пригоден для процессов гибки.
Мягкая сталь:
Мягкая сталь — это не совсем металл, а сплав. Он создается путем смешивания углерода с железом, что приводит к получению прочного, но поддающегося обработке материала для металлических труб.
Он создается путем смешивания углерода с железом, что приводит к получению прочного, но поддающегося обработке материала для металлических труб.
Титан:
Титан — один из лучших материалов для труб, поскольку он легкий и обладает высокой прочностью на растяжение. Он также обладает коррозионно-стойкими характеристиками для изготовления труб, которые прослужат долго.
Латунь:
Латунные трубки часто используются в скобяных изделиях из-за их способности полироваться, а также высокой коррозионной стойкости и большой прочности.
Какие существуют методы гибки труб?
Методы гибки труб в основном подразделяются на два типа: гибка труб в горячем состоянии и гибка в холодном состоянии. Вот объяснение этих типов и различных подтипов:
Горячая гибка труб
Как следует из названия, горячая гибка труб включает нагрев трубы до высокой температуры, что упрощает процесс гибки. Металлы при высоких температурах становятся более мягкими и гибкими, поэтому не ломаются и могут гнуться с меньшим усилием.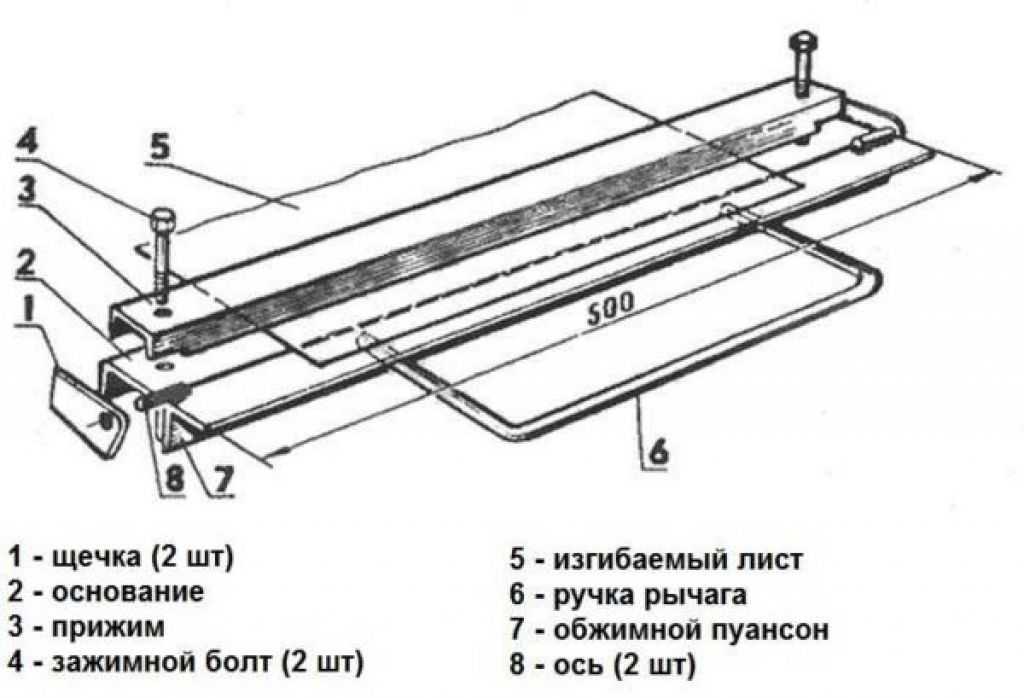
Основным недостатком этого метода является то, что металлы расширяются при нагревании, поэтому окончательные размеры изгиба и угол изгиба при охлаждении могут отличаться от требуемых.
Холодная гибка труб
Метод холодной гибки труб не требует нагрева металлической трубы до высокой температуры, гибка осуществляется при комнатной температуре трубы. Основное преимущество этого метода заключается в том, что он обеспечивает более высокую точность, поскольку окончательные размеры металла не изменяются из-за изменения температуры.
Помимо этой классификации процессов гибки труб на основе температуры, различные типы гибки труб также могут быть определены на основе используемой технологии. Вот краткий обзор этих различных типов:
- Гибка прессом: Гибка прессом — один из самых простых процессов гибки. При гибке прессом две матрицы, наклоненные под требуемым углом изгиба, прижимаются к прямой трубе для создания изгиба. Хотя гибка прессом дешева, она не подходит для толстых труб.
- Гибка с вращательной вытяжкой: Гибка с вращательной вытяжкой является одним из лучших и наиболее часто используемых процессов гибки. В этом методе труба зажимается по внешнему диаметру и поворачивается вокруг штампа, называемого гибочным штампом. Существует множество различных вариантов процесса гибки с вращающимся вытягиванием.
- Изгибание сжатием: Изгибание сжатием — это метод гибки старой школы. В этом методе труба зажимается с обоих концов, а давление прикладывается в точке, где требуется изгиб.
- Роликовая гибка: При роликовой гибке ряд роликов проталкивает трубу через рулон, который наматывается под требуемым углом изгиба. Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками.
- Изгиб на оправке: Изгиб на оправке включает в себя вставку металлического стержня (называемого оправкой) внутрь трубы во время процесса гибки, чтобы труба не деформировалась.
- Матрицы Wiper: Матрицы Wiper также являются вставками, как и оправка, но они не используются внутри трубы. Они используются по касательной к гибочному штампу, чтобы предотвратить деформацию материала трубы.
- Индукционная гибка: Индукционная гибка головкой включает нагрев трубы через спираль, расположенную рядом с трубой, и последующую гибку с помощью поворотной матрицы.
- Набивка песком и формование горячих плит: Набивка песком включает засыпку песка в трубу и нагревание его в печи. Затем происходит формирование плиты, при которой труба зажимается на плите и сгибается с помощью крана или лебедки.
- Гибка кольцевых валков: Гибка кольцевых валков используется для формирования небольших колец из металлических полос. Затем эти кольца можно сваривать вместе для различных целей.
- Гибка поршнями: Гибка поршнями аналогична гибке прессом. Трубы размещаются на двух контрштампах, которые неподвижны и наклонены под углом изгиба. Затем пресс-форма прикладывает изгибающее усилие к трубке.

 Затем пресс-форма прикладывает изгибающее усилие к трубке.
Затем пресс-форма прикладывает изгибающее усилие к трубке.Какое оборудование вам нужно для гибки труб?
Чтобы успешно согнуть трубу, нужен определенный набор оборудования. Вот что вам следует подготовить, прежде чем приступить к процессу гибки:
Трубогибы
Первое и главное оборудование, необходимое для гибки труб, — это сам трубогиб. Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
В зависимости от рабочей силы может быть несколько типов трубогибов, таких как:
Ручной трубогиб:
Ручные трубогибы полагаются на физическую силу оператора, который изгибает трубу. Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Электрический трубогиб:
Эти трубогибы используют электрический серводвигатель для перемещения штампов и выполнения процесса гибки. Они немного дороже, чем ручные трубогибы, но они могут очень хорошо работать с твердыми трубами.
Они немного дороже, чем ручные трубогибы, но они могут очень хорошо работать с твердыми трубами.
Гидравлический трубогиб:
В гидравлических трубах используется гидравлическое давление (давление, создаваемое узкими водяными лучами), принцип тот же, что и в кранах и других мощных машинах. Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Наборы штампов:
Для большинства технологий гибки труб требуется набор штампов, чтобы удерживать трубу и оказывать на нее давление при гибке. Основными матрицами, используемыми для этой цели, являются зажимная матрица, гибочная матрица и пресс-форма. Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Оправки:
Трубогибочные станки, независимо от их эффективности, иногда могут привести к смятию трубы или деформации формы. Вот почему в трубу вставляется стержень, называемый оправкой, чтобы сохранить ее целостность.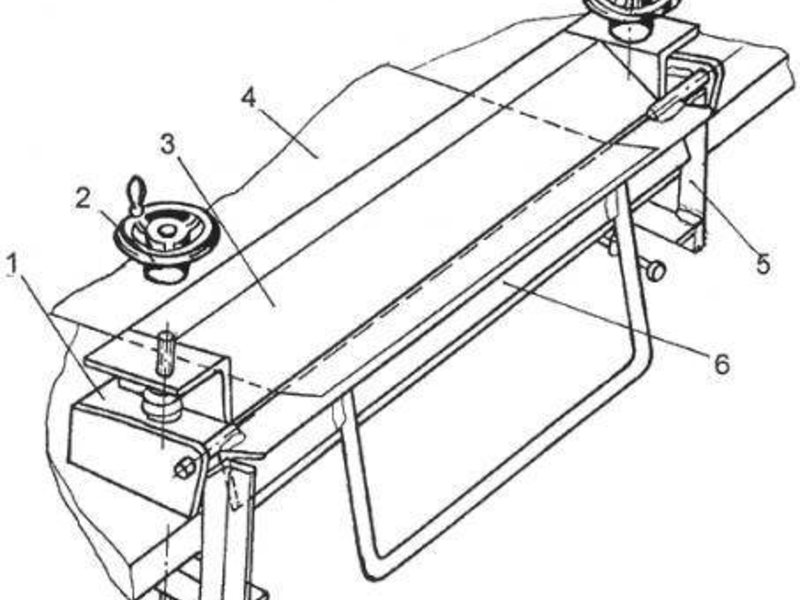
Пластины для очистки:
Плашки для очистки вставляются по касательной к матрице для гибки в точке, где матрица для гибки касается изгиба трубы. Целью зачистных плашек является предотвращение деформации материала, возникающей в процессе гибки.
Программное обеспечение:
При использовании электрических трубогибочных станков с ЧПУ вам потребуется программное обеспечение, которое может направлять и контролировать процесс гибки. Это программное обеспечение часто поставляется с приобретаемыми вами трубогибочными станками, если они поддерживают автоматическое управление.
Термины по гибке труб
Когда вы выбираете трубогиб или выполняете сам процесс гибки, вам часто будут встречаться определенные термины. Вот эти термины вместе со значением для каждого из них:
Толщина стенки:
Толщина стенки – это толщина материала трубы, обычно измеряемая в миллиметрах. Более толстые трубы более прочные, но их немного сложнее согнуть.
Внутренний диаметр (ID):
Внутренний диаметр — это внутренний диаметр трубы, измеренный до внутреннего края. Если вы используете оправку, толщина оправки определяется исходя из этого диаметра.
Если вы используете оправку, толщина оправки определяется исходя из этого диаметра.
Внешний диаметр (OD):
Внешний диаметр — это диаметр трубы, измеренный до внешних краев. Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Степень изгиба (DOB):
Степень изгиба (DOB) — это угол, под которым изгибается труба. Этот угол обычно измеряется в градусах.
Радиус центральной линии (CLR):
Радиус центральной линии немного сложно понять. По определению это радиус центра кривизны изгиба, центр оси трубы. Чтобы понять это, представьте, что изогнутая часть изогнутой трубки представляет собой полный круг. Осевой линией будет радиус окружности.
Чтобы рассчитать CLR, просто обведите изогнутую часть трубки на бумаге. Используя компас, переместите изгиб вдоль трассы, чтобы продлить кривую, пока она не станет полной окружностью. Измерьте радиус этой окружности до центра трубы, это будет радиус центральной линии.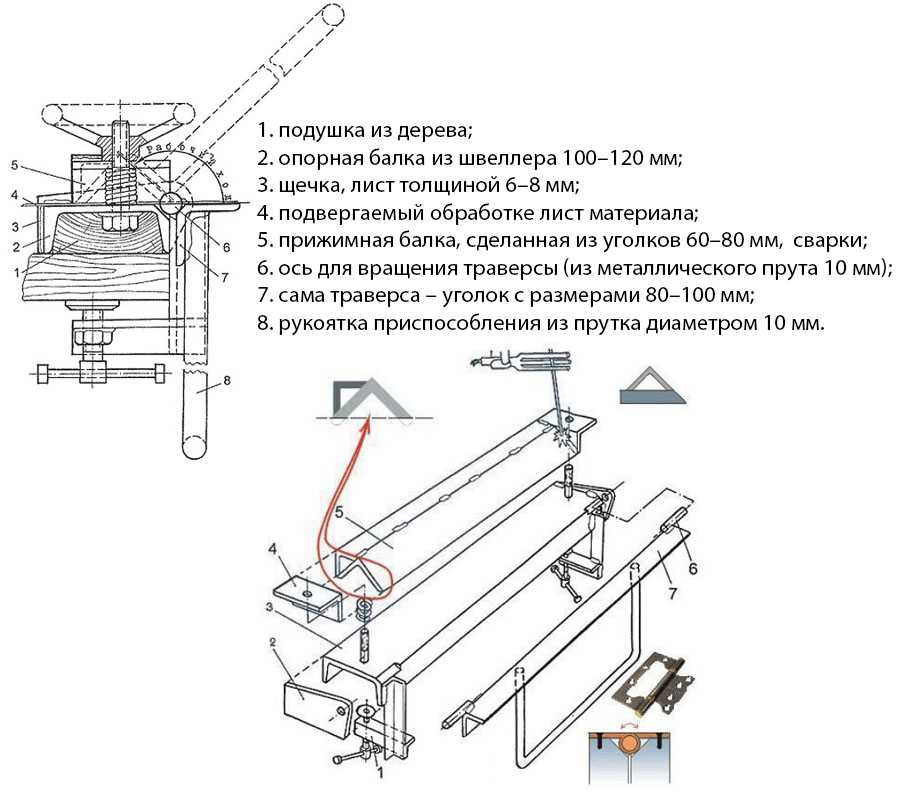
Радиус центральной линии указан на используемом инструменте, чтобы убедиться, что он подходит для необходимого изгиба.
Достигнутый радиус центральной линии (достигнутый CLR):
Когда труба изгибается, окончательные размеры изгиба могут немного отличаться от запланированных из-за небольших изменений и деформаций металлических стенок трубы. Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Пружина:
Когда изогнутая трубка высвобождается из зажимов трубогиба, трубка немного выпрямляется, как пружина, освобождающаяся от напряжения. Это изменение формы называется пружинением. Для точного изгиба пружинение должно быть как можно меньше.
Пошаговый процесс гибки труб
Хотя точные этапы гибки трубы могут различаться в зависимости от типа используемой технологии гибки труб, основная идея более или менее одинакова. Вот общие шаги по изгибу трубы, применимые к большинству процессов:
Шаг 1: Получение оборудования
Прежде всего, приобретите все необходимое оборудование для гибки труб.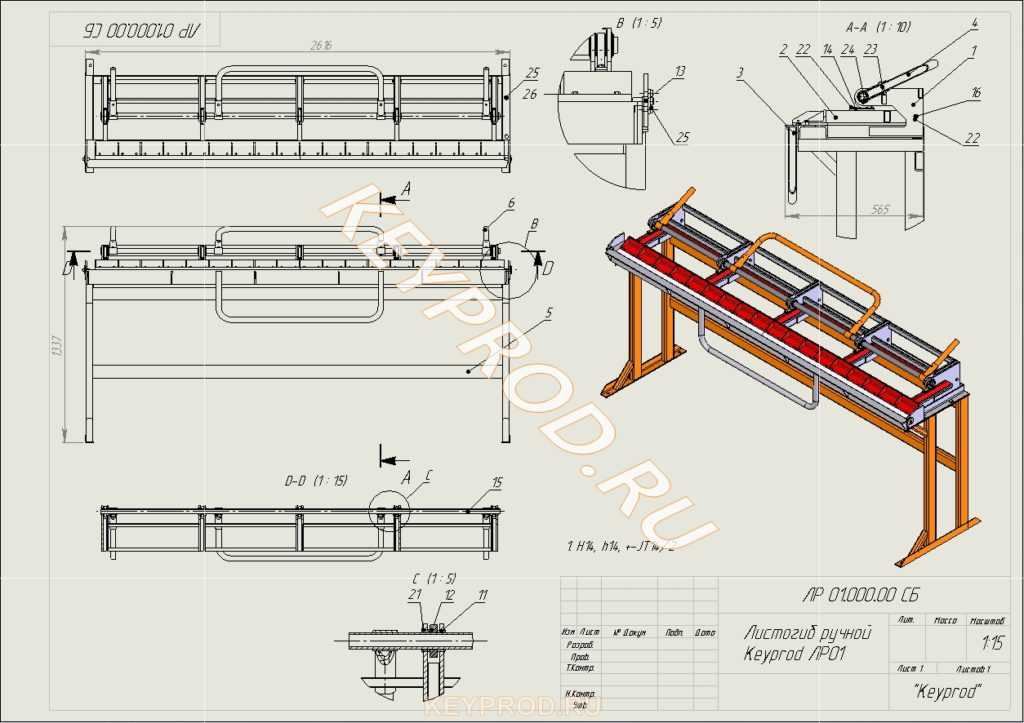 Выберите трубогиб, соответствующий вашим требованиям, и другие материалы, такие как оправка и гребенки. Выполните необходимые расчеты, такие как внешний диаметр, внутренний диаметр и толщина стенки инструмента и оправки.
Выберите трубогиб, соответствующий вашим требованиям, и другие материалы, такие как оправка и гребенки. Выполните необходимые расчеты, такие как внешний диаметр, внутренний диаметр и толщина стенки инструмента и оправки.
Шаг 2: Настройка трубогиба
Трубогибы поставляются с различными регулировками и установочными дисками, чтобы подготовить их к работе с трубами того размера, который вы используете. Правильно настройте трубогиб. Если вы используете трубогиб с программным управлением, вы можете использовать программное обеспечение для выполнения этих настроек.
Шаг 3: Выровняйте трубу
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба. Если ваш трубогиб не поставляется с транспортиром, отметьте контрольные точки на бумаге, чтобы отслеживать.
Шаг 4: Изогните трубу
Следуйте инструкциям, прилагаемым к трубогибу, чтобы продолжить процесс гибки.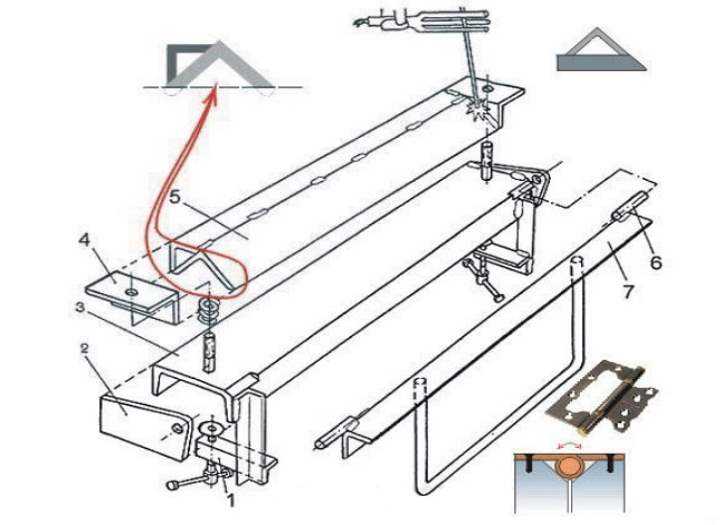 Эти направления могут значительно различаться в зависимости от различных гибочных станков, поэтому убедитесь, что вы обращаетесь к рекомендациям для вашей конкретной модели.
Эти направления могут значительно различаться в зависимости от различных гибочных станков, поэтому убедитесь, что вы обращаетесь к рекомендациям для вашей конкретной модели.
Шаг 5: Отсоедините детали
Отсоедините трубу от гибочного станка вместе с другим оборудованием, таким как штампы и гребенки. Убедитесь, что вы удалили трубку безопасно, так как пружинение и другие факторы могут привести к травме.
Конструкция для гибки труб
При гибке трубы следует помнить о некоторых указаниях относительно конструкции гибки труб:
Формы изгиба
- Точный угол изгиба может варьироваться в зависимости от проекта. Однако в некоторых распространенных приложениях используется простая форма изгиба, а не угол. Некоторые распространенные формы изгиба: «L-образный изгиб», «U-образный изгиб», «S-образный изгиб» и «Спиральный изгиб».
- Когда в процессе гибки к трубкам прикладывается механическое усилие, это часто может привести к изменению формы трубы с круглой на овальную. Это изменение формы называется овальностью. Он измеряется как разница между максимальным наружным диаметром и минимальным наружным диаметром.
- Чтобы учесть пружинение, необходимо учитывать компенсацию пружинения. Эта компенсация различна для разных материалов. Вот компенсация пружинения для некоторых распространенных материалов:
 Это изменение формы называется овальностью. Он измеряется как разница между максимальным наружным диаметром и минимальным наружным диаметром.
Это изменение формы называется овальностью. Он измеряется как разница между максимальным наружным диаметром и минимальным наружным диаметром.Материал
Компенсация Springback
304 НЕПРАВИЛЬНАЯ СТАЛЬНАЯ Сталь
2-3 градуса
Мяглый алюминий
1,5-2 градуса
холодная сталь
0,75-1 градуса
Hot Colled Steel
9000. 0,5-
0,75-1 градуса
0,5-
0,75-1 градуса
0,5-
0,75-1 градуса
1 Градус
Медь
0,00-0,5 Градус
Латунь
0,00-0,5 Градус
Отрасли, использующие гибку труб
крупные отрасли. Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:
Автомобильная промышленность
- Гибка труб используется в выхлопных системах в каждой автомобильной промышленности.
- также используются для изготовления каркасов безопасности гоночных автомобилей, квадроциклов и внедорожников.

Трубогибочные станки
Аэрокосмическая промышленность
- Трубогибы используются для придания структурной целостности космическим аппаратам и компонентам.
Производство:
- Процессы гибки труб используются для изготовления машин и инструментов почти во всех отраслях обрабатывающей промышленности.
Мебель и места для отдыха:
- Каркасы такой мебели, как кровати и столы, изготавливаются путем гибки труб.
- Предметы для отдыха на открытом воздухе, такие как складные кровати, стулья и каркасы палаток, изготавливаются с помощью трубогибов.
- Каркасы аттракционов и американских горок в парках развлечений широко изготавливаются путем гибки труб.
Строительство:
- Тяжелые грузоподъемные краны в строительной отрасли проектируются с использованием гибки труб.
- Каркасы небоскребов и другие конструктивные элементы также изготавливаются с использованием процесса гибки труб.
- Ротационная гибка также широко используется для лестничных перил в зданиях.

Сельское хозяйство:
- Гибка труб используется в различных тяжелых деталях сельскохозяйственной техники, такой как комбайны, тракторы и их различное навесное оборудование.
- В сельскохозяйственных транспортных средствах также используются каркасы безопасности, созданные в процессе гибки труб.
Какие основные ошибки допускают большинство новичков при гибке труб?
Когда новички приступают к процессу гибки труб, они обычно допускают несколько типичных ошибок. Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Сварной шов
В большинстве проектов используются трубы со сварным швом, поскольку они экономичны и так же прочны, как бесшовные трубы. Как новичок, вы должны иметь в виду, что этот сварной шов нужно повернуть внутрь изгиба, чтобы сохранить хороший внешний вид трубы.
Как новичок, вы должны иметь в виду, что этот сварной шов нужно повернуть внутрь изгиба, чтобы сохранить хороший внешний вид трубы.
Удлинение трубки
Удлинение трубки — это максимальная длина, на которую можно растянуть трубку, прежде чем она сломается. Чем больше изгиб, тем больше удлинение. Поэтому убедитесь, что труба, которую вы сгибаете, может выдержать требуемый угол изгиба.
Многократные изгибы
При выполнении нескольких изгибов трубы не забудьте сохранить достаточное расстояние между двумя последовательными изгибами для фиксации трубы. Кроме того, имейте в виду, что несколько изгибов могут увеличить стоимость и время самого проекта.
Стандартные трубы и трубы нестандартного размера
Для некоторых проектов могут потребоваться трубы нестандартных форм и размеров. Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Избегайте больших углов изгиба
По возможности избегайте угла изгиба более 90 градусов. Более высокие углы изгиба могут привести к большей вероятности разрушения трубы или деформации материала.
Примечания
После прочтения информации, представленной в этой статье, вы теперь знакомы со всеми основными понятиями гибки труб, а также с тем, как это сделать самостоятельно.
Чтобы избежать неприятностей и лишней траты ресурсов, внимательно следуйте приведенным здесь советам и рекомендациям по безопасности. Самое главное, будьте осторожны при выборе правильного трубогиба, так как это может быть разницей между высококачественным изгибом и трубой, которая в конечном итоге сломается.
RogueFab предлагает ряд первоклассных трубогибов, которые идеально подходят для любого применения, которое вы считаете нужным. Просмотрите наш ассортимент и выберите тот, который соответствует вашей цене и требованиям.
«Меня всегда бесило, что гибочный станок нестабилен» …
… вспоминает Курт Йорнс, основатель Jorns AG и разработчик станины станка.
 В конце концов, гибочный станок весит несколько тонн и должен безопасно добраться до заказчика и быть правильно установленным для получения точных результатов гибки. В 1970-х годах квалифицированный мастер-механик Курт Йорнс все еще сам устанавливал гибочные станки у своих клиентов, и у него появилась идея.
В конце концов, гибочный станок весит несколько тонн и должен безопасно добраться до заказчика и быть правильно установленным для получения точных результатов гибки. В 1970-х годах квалифицированный мастер-механик Курт Йорнс все еще сам устанавливал гибочные станки у своих клиентов, и у него появилась идея.
Планирование работы на чертежной доске: Курт Йорнс и сотрудник, 1973 | © Jorns AG
Новый стандарт 1975: гибочный станок тип 78 опирается на хорошо видимую раму | © Jorns AG
Тот же принцип: как выглядит рама машины сегодня перед установкой | © Jorns AG
Гибочный станок JB 150 – со встроенной станиной, невидимой за панелью | © Jorns AG
Сначала определение: что такое станина на листогибочном станке?
Рама станка сегодня является основой любой гибочной машины: она упрощает транспортировку и позволяет легко и очень точно выравнивать гибочную машину.
Курт Йорнс, на каком основании стояли гибочные станки в 1970-х – как их устанавливали у заказчика?
Курт Йорнс: Ну, стойки были прикручены к полу отдельно и должны были быть подложены небольшими металлическими пластинами, чтобы машина стояла ровно.
Что именно вы заметили при установке без каркаса машины? Каковы были недостатки этого? Плюсы тоже были?
Это было прежде всего очень неудобно для транспортировки, потому что особенно длинные машины были не очень устойчивыми без рамы машины. Единственным преимуществом без рамы была меньшая стоимость изготовления машины.
Когда вам пришла в голову идея что-то изменить?
Когда мы начинали, я сам устанавливал машины. И меня всегда бесило то, что гибочный станок не был устойчив при транспортировке и его установка была очень неудобной. Особенно сложно было установить машины на неровных полах в помещениях клиентов — часто их невозможно было установить в конечное положение с помощью крана. И сдвинуть их по полу без станины было практически невозможно.
Знаете ли вы о продуктах конкурентов, которые уже имели раму машины?
В то время Jorns была одной из первых компаний, которая установила раму машины. Tensol, бывший швейцарский конкурент, например, все еще не имел рамы машины после того, как это уже было стандартной функцией на наших машинах. Jorns была одной из первых компаний, использовавших раму для длинных гибочных станков.
Tensol, бывший швейцарский конкурент, например, все еще не имел рамы машины после того, как это уже было стандартной функцией на наших машинах. Jorns была одной из первых компаний, использовавших раму для длинных гибочных станков.
Как вы разработали раму машины в Jorns?
Я сам придумал дальнейшие разработки на чертежной доске, прежде чем внедрять их в производство. Я обсудил свою идею с мастером, а затем воплотил ее в жизнь. Нам не нужен был прототип — мы решили сразу сделать его стандартной функцией.
В каком это было году и сколько человек было в мастерской Йорнса?
Это было в 1973 году, и в компании работало от 15 до 20 человек.
Какое конкретно устройство вы тогда разработали, из чего оно было сделано и как крепилось к машине?
Я сразу понял, что это должен быть С-образный профиль с установочными и крепежными болтами, и что под установочными болтами потребуются пластины. Это был единственный способ обеспечить лучшую центровку и более легкую транспортировку машины. Более того, С-профиль был недорогим профилем, который в то время был легко доступен на рынке. Вначале к стойкам были приварены С-образные профили. Не было до 19В 90-х годах мы начали фрезеровать стойки и прикручивать их к раме машины, как в сегодняшней системе.
Это был единственный способ обеспечить лучшую центровку и более легкую транспортировку машины. Более того, С-профиль был недорогим профилем, который в то время был легко доступен на рынке. Вначале к стойкам были приварены С-образные профили. Не было до 19В 90-х годах мы начали фрезеровать стойки и прикручивать их к раме машины, как в сегодняшней системе.
Когда вы поставили и установили первую гибочную машину с рамой машины?
Это должно было быть в середине 1970-х годов, вскоре после того, как мы приобрели фирму Konrad в 1973 году.
Какие отзывы вы получили от клиентов?
Наши клиенты были в восторге от установки, так как благодаря повышенной устойчивости машины стало легче транспортировать. И результаты гибки также улучшились, потому что это упростило выравнивание и регулировку станков.
Что изменилось с тех пор в станках Jorns?
Рамы станков теперь еще точнее выровнены до и после обработки.