Содержание
Применение листогибочных станков для производства фасадных кассет
Главная страница
Полезные статьи
Применение листогибочных станков для производства фасадных кассет
Листогиб — это специализированное устройство для обработки тонколистового металла. Широко применяется в авиации и машиностроении, а также, в строительстве для изготовления фальцевой кровли, профлиста и металлочерепицы. Фасадные панели, металлокассеты и всевозможные детали металлосайдинга также производятся методом гибки. Широкое распространение данного оборудования усложняет задачу выбора определенного станка, поэтому перед его приобретением необходимо проконсультироваться со специалистами.
Листогибочный станок принадлежит к кузнечно-прессовому оснащению, функция которого — изменять форму листовой заготовки. Базовыми элементами станка являются: рабочий стол, станина, опорная стойка, поворотная и прижимающая балка. Стальной либо алюминиевый лист закрепляется с помощью прижимной балки и сгибается под определённым углом поворотной балкой.
Что такое навесной вентилируемый фасад (НВФ)?
Навесным вентилируемым фасадом (НВФ) называют облицовку дома, которая крепится на стальную либо алюминиевую обрешетку к наружной стене. Он состоит из металлических листов, завёрнутых по бокам для крепления к конструкциям. Кассетный фасад скрывает неровности плоскости, а также содержит добавочную шумо-, влаго- и теплоизоляцию.
Угловое и полукруглое выполнение кассет позволяет сформировать радиальный фасад и даёт огромный полёт мысли для дизайнеров экстерьера. Готовые изделия предлагаются с открытыми и потайными крепёжными деталями. Применение полимеров позволяет изготавливать металлокассеты всевозможных расцветок и оттенков.
В производстве элементов фасада широко применяется оцинкованная или нержавеющая сталь с полимерным покрытием, листовая медь и алюминий. Такая обшивка не подвержена влиянию погодных условий и не выцветает под воздействием прямых солнечных лучей. Особое полимерное напыление прекрасно защищает от ржавчины и сырости.
Особое полимерное напыление прекрасно защищает от ржавчины и сырости.
Виды листогибочных станков для производства фасадных металлокассет
Станки для гибки листового металла бывают следующих видов:
- Ручные. Имеют ограничения по габаритам до 3 метров, но некоторые производители выпускают станки на лист 4,4 метра. Толщина листов, обрабатываемых на ручных моделях, находится в диапазоне от 0,7 до 1,5 мм. Могут быть одно-, двух- и трёхсегментными. Всё зависит от количества частей (сегментов) из которых состоит прижимная, гибочная и основная балки.
- Электромеханические. Позволяют обрабатывать листы большей толщины, чем ручные модели. Среди его преимуществ — отличная производительность и возможность автоматизировать процесс. Но такие станки довольно сильно шумят во время работы.
- Гидравлические. Отличаются высокой точностью выполнения изделий, а также более низким уровнем шума.
 Гибка листов осуществляется при помощи усилия гидроцилиндров. К недостаткам относят их термическую неустойчивость. При низких температурах повышается вязкость рабочей жидкости, что ведёт к отказу оборудования.
Гибка листов осуществляется при помощи усилия гидроцилиндров. К недостаткам относят их термическую неустойчивость. При низких температурах повышается вязкость рабочей жидкости, что ведёт к отказу оборудования.
 Гибка листов осуществляется при помощи усилия гидроцилиндров. К недостаткам относят их термическую неустойчивость. При низких температурах повышается вязкость рабочей жидкости, что ведёт к отказу оборудования.
Гибка листов осуществляется при помощи усилия гидроцилиндров. К недостаткам относят их термическую неустойчивость. При низких температурах повышается вязкость рабочей жидкости, что ведёт к отказу оборудования.
Технология использования листогибочных станков при изготовлении фасадных кассет
Каждая кассета — это завёрнутый с четырёх сторон металлический лист. Заготовка закрепляется и загибается под заранее заданным углом, все лишние кромки срезаются с помощью гильотины (так же на данном оборудовании возможно выполнять резку латуни на гильотине). Габариты кассет формируются персонально, исходя из технических условий и пожеланий клиента.
Вырубка углов и крепёжных отверстий проводится при помощи угловысечного пресса. Здесь также важно выбрать правильный тип оборудования, так как прессы для вырубки под прямым углом не годятся для производства закрытых кассет.
Металлокассеты закрытого типа изготавливают на комбинированном прессе для вырубки креплений определённой формы, а также овальных крепежей.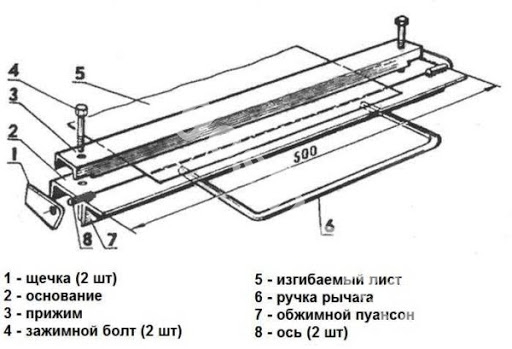
Преимущества листогибочных станков с ЧПУ при изготовлении фасадных кассет
Современный листогиб с ЧПУ выделяется экономичностью использования холодной гибки, возможностью создавать наиболее сложные профилированные конструкции. Программная обработка обеспечивает точность и строгую ортогональность плоскостей.
Листогибочный станок с ЧПУ даёт возможность максимально автоматизировать весь процесс изготовления вентилируемых фасадов. Мощность такого оснащения позволит вам изготовить заказ предельно качественно и в самые короткие сроки.
Навесной вентилируемый фасад – наиболее подходящий вид облицовки для дома. Технология изготовления его элементов весьма проста, особенно при наличии качественного оборудования. Выбор станков для гибки металла обычно происходит впритык нужной толщины листа, для экономии средств предприятия. Тем не менее, лучше купить листогибочный станок с большим расчётным усилием и запасом прочности, особенно для сгибания листов из нержавеющей и оцинкованной стали.
Листогибочный станок – как правильно сделать своими руками, работать и регулировать устройство?
Листогибочный станок – простое в использовании и распространенное оборудование, которое широко встречается на крупных предприятиях или в частных мастерских. Устройства данного типа разрешают обходиться на многих этапах без сварочных работ, они незаменимы при изготовлении козырьков, наличников, отливов, щитов и коробов.
Что такое листогибочный станок?
Данные механические устройства служат для получения деталей, путем холодной гибки заготовок из листового металла. Листогиб используется в разных отраслях, где требуется качественное изготовление бесшовных изделий. Эти механизмы работают с оцинкованным и черным металлом, алюминием, медью. Простота в эксплуатации способствует быстрому обучению рабочих всем нюансам технологического процесса. Положительный плюс холодного загиба – при обработке практически не повреждается окрашенное или покрытое лаком покрытие.
Устройство листогибочного станка
Покупая пресс, следует учитывать объемы производства, сложность выполняемых работ и вид обрабатываемого материала. Маленький листогибочный станок с ручным приводом имеет простое устройство, но отлично подходит для гибки металла толщиной до 1 мм. Например, такие механизмы отлично справляются с окрашенным или оцинкованным профилем при изготовлении отливов и козырьков. При толщине металла больше 1 мм лучше приобретать агрегаты с электроприводом.
Основные узлы простейшего листогибочного станка:
- станина;
- основание;
- рычаг привода;
- прижимное устройство;
- матрица гибочного механизма;
- пуансон гибочного механизма;
- регулируемые упоры.
Принцип работы листогибочного станка
Существует несколько видов прессов для штамповки. В зависимости от конструкции принцип работы листогиба может отличаться:
- Простейший листогибочный станок механический загибает материал на 90° с помощью подвижной траверсы.
- Для сложной работы нужен станок листогиб, оснащенный матрицей и пуансоном. Прижимная балка в таком оборудовании фиксирует заготовку, а процесс гибки осуществляется с помощью подвижного ползуна.
- Для получения радиусного профиля и труб существуют проходные листогибочные станки с тремя валами. Регулируя вальцы, можно добиться требуемого радиуса металлической заготовки.

Изделия на листогибочном станке
Номенклатура изделий зависит от разновидности используемого механизма. Чем сложнее станок, тем шире перечень заготовок, которые удастся на нем смастерить. Даже ручной самодельный листогибочный пресс способен отлично выручить строителей, работающих над изготовлением кровли. Приведем список самых распространенных и ходовых деталей, которые производятся из листа методом холодной штамповки:
- коньки на крышу;
- ендовы;
- отливы;
- откосы оконные;
- нащельники;
- желоба;
- водостоки;
- задержатели снега;
- детали ограждения и фасада;
- комплектующие детали для различных ящиков и шкафов.

Виды листогибочных станков
Собираясь приобретать штамповочное оборудование, следует понимать принцип его работы. Существует длинный перечень показателей, по которым классифицируются современные листогибы:
- По разновидности привода – ручной, электромагнитный, гидравлический и другие.
- Кинематика перемещения рабочего органа – поворотная балка, возвратно-поступательная, ротационный тип.
- Степень механизации процесса – наличие ЧПУ, комплекта сегментированного инструмента.
- Точность исполнения операций.
- Способ фиксации материала – механическая пластина, электромагнит, трехкоординатный прижим.
Ручной листогибочный станок
Данное оборудование лишено электрического привода, что является преимуществом и, одновременно, недостатком такой конструкции. Ручной листогиб не потребляет электроэнергию, что удешевляет существенно себестоимость листовых изделий, но в процессе изготовления заготовок требуется прикладывать собственные усилия. При толщине металла до 1 мм операции осуществляются без особого труда. Частые попытки на ручном станке гнуть 1,5-2 мм металлический лист являются утомительным делом, ручной листогибочный станок не рассчитан на такие нагрузки и быстро выйдет из строя.
При толщине металла до 1 мм операции осуществляются без особого труда. Частые попытки на ручном станке гнуть 1,5-2 мм металлический лист являются утомительным делом, ручной листогибочный станок не рассчитан на такие нагрузки и быстро выйдет из строя.
Гидравлический листогибочный станок
Управление в механизмах данного типа осуществляется при помощи аппаратных средств и датчиков. Опускание и подъем пуансона происходит с неизменной заданной скоростью после подачи в гидроцилиндры рабочей жидкости. В нижней «мертвой точке» производится выдержка для обеспечения равномерной приложенной нагрузки. По окончанию процесса обработки металла траверса возвращается в верхнюю «мертвую точку». Гидравлический листогиб относительно сложное и громоздкое устройство с высокой стоимостью, но обладающее отличными преимуществами:
- Экономное потребление энергии.
- Может изгибать металл толщиной 0,5-5 мм.
- Гидравлический пресс листогиб более безопасен в работе.
- Точный контроль скорости перемещения и остановки ползуна.
- Высокая надежность оборудования.
- Гидравлический листогибочный станок издает минимальное количество шума и вибрации.
- Высокое качество работы.
- Данный тип устройств отличается самой высокой мощностью.

Электромеханический листогибочный станок
Работа большинства подобных механизмов осуществляется с помощью редуктора и электродвигателя, приводная система состоит из системы ремней, цепной передачи или шестеренок. Некоторые производители делают станки с шарико-винтовой передачей, она подходит для оборудования с длиной гиба до 1,6 м. Недавно появились гибочные агрегаты с сервоприводом. В этих устройствах опускание подвижной балки происходит при наматывании приводных ремней, а за поднятие рабочего инструмента в верхнюю точку отвечают возвратные пружины.
Электромеханический листогиб обладает следующими плюсами:
- Высокая скорость работы.
- Относительно небольшие габариты оборудования.
- Легкость в обслуживании.
- Надежность.
- Качественная гибка листов до 2,5 мм.

Пневматический листогибочный станок
К данной категории относятся гибочные пресса, оснащенные воздушными компрессорами и пневмоцилиндрами. Рабочий инструмент здесь приводится в действие с помощью сжатого воздуха. Пневматический листогиб является преимущественно стационарным оборудованием. В большинстве данных устройств используется принцип «поворотной балки». Из серьезных минусов пневматического оборудования стоит выделить слишком шумную работу и недостаточную мощность для обработки длинных заготовок из толстого листа.
Плюсы пневматических гибочных станков:
- Хорошая работоспособность.
- Неприхотливость.
- Универсальность.
- Пожаробезопасность.
- Низкая себестоимость продукции.
Электромагнитный листогибочный станок
С целью исключения процессов трения и максимально надежной фиксации изделий разработчики стали внедрять в штамповочное оборудование инновационные технологии. Уникальными отличиями обладает электромагнитный листогиб, в котором прижим заготовок осуществляется под воздействием мощнейшего электромагнита. В режиме фиксации его мощность составляет 30%, в рабочем режиме при поднятии гибочной балки усилие прижатия достигает 4,5 т.
Уникальными отличиями обладает электромагнитный листогиб, в котором прижим заготовок осуществляется под воздействием мощнейшего электромагнита. В режиме фиксации его мощность составляет 30%, в рабочем режиме при поднятии гибочной балки усилие прижатия достигает 4,5 т.
Какими плюсами обладает электромагнитный гибочный станок:
- Небольшие габариты.
- Простое управление.
- Отсутствие процессов трения повышает износостойкость.
- Надежность.
- Небольшая масса.
- Для повышения функциональности в комплекте имеется цельная и сегментная балка.
Как выбрать листогибочный станок?
Если приходится постоянно работать с листовым металлом, то без хорошего ручного или электромеханического приспособления обойтись трудно. Приобретая листогибочный станок, характеристики устройства нужно подбирать с учетом поставленных задач. Особую важность имеет толщина металла, длина заготовок, максимальный угол изгиба, мобильность механизма, мощность и разновидность привода.
Советы для покупателя листогибочного станка:
- Приобретайте листогибы с запасом характеристик.
- Самым мобильным оборудованием является ручной гибочный агрегат. Он не требует подключения на строительных объектах, занимает мало места, подходит для изготовления разнообразных изделий из тонколистового проката.
- Оптимальная толщина рабочего материала для большинства ручных устройств – до 0,7 мм для черного металла, медь – до 1 мм, нержавейка – до 0,48 мм.
- Для изгиба самых толстых (до 5 мм) пластин по всей длине приобретайте гидравлические устройства.
- Большая часть пневматического оборудования нормально работает при толщине заготовки 0,5-1,5 мм.
Листогибочный станок своими руками
Заводское электромеханическое приспособление для гибки металла стоит дорого, оно подходит для мастеров, постоянно занятых изготовлением заготовок из листа. Если выполняете данную технологическую операцию периодически, то подойдет самодельный листогибочный станок, сделанный из подручных материалов. Самым простым оборудованием является конструкция, состоящая из подвижной траверсы, способной без особых усилий изгибать листы на 90°.
Если выполняете данную технологическую операцию периодически, то подойдет самодельный листогибочный станок, сделанный из подручных материалов. Самым простым оборудованием является конструкция, состоящая из подвижной траверсы, способной без особых усилий изгибать листы на 90°.
Основные этапы изготовления самодельного листогиба:
- Для работы понадобится уголок 45 мм (два отрезка по 1 м), швеллер 80 мм (примерно 1 м), пара метров полосы шириной 40 мм, две крепкие металлические дверные петли.
- Выравниваем все срезы на заготовках.
- Ставим отметки на швеллере с обеих сторон от конца на 55 мм (половина длины петель).
- Укорачиваем уголки на 110 мм.
- Выполняем пазы на уголке и швеллере с обеих сторон в местах установки петель.
- Уголок, который будет служить прижимной траверсой, усиливаем с внутренней стороны металлической полосой при помощи сварки.
- Аналогично усиливаем упорный уголок.
- Привариваем петли, выставив предварительно зазор между будущей траверсой и швеллером 2 мм.
- Прихватываем упорный уголок на швеллере.
- Из остатков уголка мастерим прижимное приспособление.
- Привариваем кусочки уголка.
- Сверлим в уголках и швеллере отверстия под крепеж.
- На швеллере снизу привариваем гайки.
- Изготавливаем прижимные болты с ручкой.
- Из кусочков уголка привариваем к торцам швеллера деталь для крепления листогибочного станка к столешнице.
- Из трубы подходящего диаметра мастерим ручки и привариваем их под подходящим углом к траверсе.
- Проверяем листогиб в работе и осуществляем покраску.

Работа на листогибочном станке
Инструкция по эксплуатации гибочного оборудования отличается в зависимости от его вида. На ручных устройствах поднятие траверсы осуществляется вручную, фиксация материала происходит с помощью струбцин или других приспособлений. Согласно рабочим расчетам предварительно производят разметку листа, далее по намеченным линиям отрезанная заготовка выставляется под прижимной пластиной. Электрический листогибочный станок имеет автоматический блок управления, кнопки включения, регулируемый задний упор, механизмы установки величины хода пуансона или балки.
Электрический листогибочный станок имеет автоматический блок управления, кнопки включения, регулируемый задний упор, механизмы установки величины хода пуансона или балки.
Регулировка листогибочного станка
Неправильная регулировка любых устройств может привести к браку или даже поломке механизма. Величина рабочего хода траверсы или пуансона должна строго соответствовать толщине заготовки. Настройка листогибочного станка зависит от модели оборудования. Например, высота загиба выставляется на простейших устройствах с помощью разметки листа, на более сложных листогибах этот размер регулируется задними упорами. Требуемый угол сгиба задают с учетом пружинения стали, используя угломер и ограничители хода инструмента.
Станок для гибки листового металла, созданный вентилятором (Fanmade)
Фанат SweBend связался с нами и хотел узнать больше о создании станка для гибки листового металла (листового проката) для своей следующей сборки. Посмотрите, как автор «Тем временем в гараже» посетил SweBend в 05:08 в своем последнем видео! Мы впечатлены этим прекрасным рулетом, вдохновленным SweBend!
Важное примечание: В НАСТОЯЩЕМ станке SweBend ВСЕГДА используются подшипники SKF! Это не машина производства SweBend, а забавный хобби-проект Тем временем в гараже. SweBend не производит и не продает машины этого типа.
SweBend не производит и не продает машины этого типа.
Официальное уведомление: Тем временем компания In the Garage получила право использовать название и логотип SweBend для этой конкретной машины. Название и логотип SweBend являются зарегистрированными товарными знаками, принадлежащими SweBend AB, поэтому любое другое несанкционированное использование является нарушением прав на товарные знаки и права собственности. Все права защищены.
SweBend – прецизионная гибка, упрощенная
Учимся у ЛУЧШИХ
На своем канале YouTube Тем временем в гараже он собирает собственные инструменты и машины, чтобы постепенно оборудовать свою мастерскую. После успешного создания вальцового станка, станка, шкафа для пескоструйной обработки и ленточной шлифовальной машины, он теперь хотел попытаться построить листогибочный станок. Чтобы сделать сборку максимально возможной, он связался со SweBend, чтобы узнать больше о передовом опыте создания точных гибочных станков.
«Когда MWIG связалась с нами, я увидел в этом прекрасную возможность помочь коллеге-инженеру избежать некоторых ловушек, когда дело доходит до гибки. Увидев его работу, я испытал ностальгию по изобразительному искусству мастера мастерской, с которого начинаются многие инженерные таланты. , Так что помочь ему распространить информацию и вдохновить новое поколение инженеров было несложно!»
Как построить правильный валок
Сначала все начинается с интеллектуального проектирования. Внедряйте разумные и эффективные решения, которые сделают машину эффективной и простой в обслуживании. Убедитесь, что вы продумали все возможные пользовательские сценарии и спроектировали машину так, чтобы она превосходно работала в каждом из них. В совокупности сотрудники SweBend имеют более чем столетний опыт работы в гибочной отрасли — мы знаем, чего это стоит. (Узнайте больше о нашей истории)
При сборке листогибочного станка (или любой гибочной машины) важно выбирать качественные компоненты и материалы. В SweBend мы используем только самые современные компоненты и материалы от проверенных производителей, чтобы обеспечить долговечность, прочность и точность станков.
В SweBend мы используем только самые современные компоненты и материалы от проверенных производителей, чтобы обеспечить долговечность, прочность и точность станков.
Наконец, нужно правильно все измерить. Мы видим, что многие производители гибочных станков используют неправильные приводы и/или рамы. Таким образом, их клиентам будет труднее добиться хороших результатов или добиться надлежащего срока службы машины из-за ненужного износа.
Самый прочный валок, поставленный SweBend на сегодняшний день
PB3-36 — это 3-валковый валок, управляемый как с помощью SweBend Bluetooth Control , так и с помощью специального блока управления. Этот зверь весит 190 тонн и может доставлять до 1700 тонн в усилие предварительного изгиба. Возможность предварительной гибки составляет 4050×105 мм (160×4″). Во время круговой прокатки толщина листа может составлять до 150 мм (6 дюймов) — холодная для этого размера листа (более толстые листы можно сгибать в меньшем размере).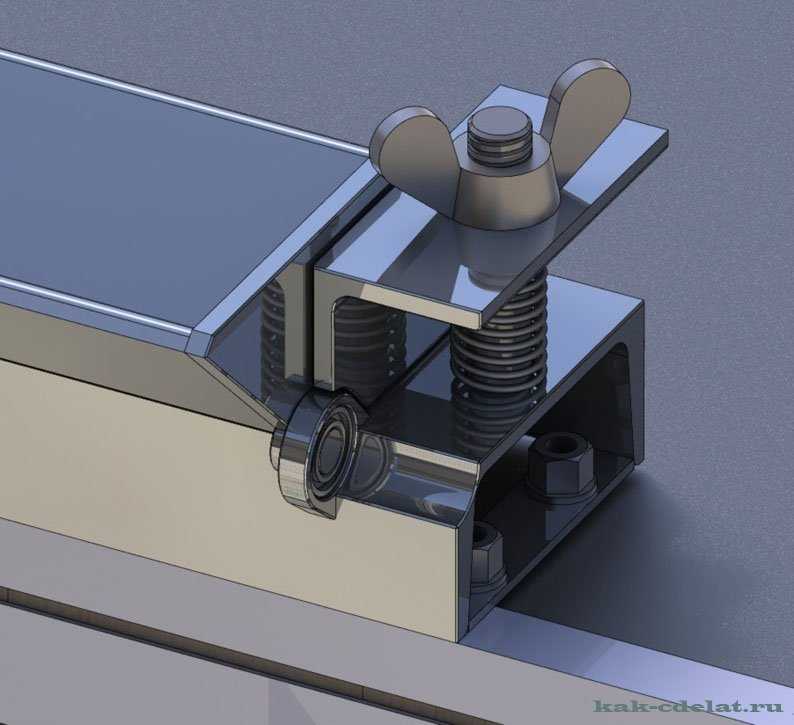
Мы можем, у нас есть, и мы строим еще сильнее. SweBend уже работает над старшим братом для PB3-36, и ранее мы создавали еще более мощные машины. Поскольку рыночный спрос растет, мы тоже.
Смотреть визит (в 05:08) и его БИЛД!
Сообщение от Тем временем в гараже,
“ В этом видео я хочу показать вам один из самых сложных моих проектов. Я покажу вам, как я сделал машину для гибки листового металла в своей мастерской «Тем временем в гараже». .
Я много думал о том, как я это сделаю и какой у этой машины будет механизм. После долгих раздумий я поймал себя на мысли, что мне нужно вдохновение и новые идеи. Для этого я определил лучшего производителя гибочных станков, им оказалась компания Swebend. Я очень благодарен всему коллективу Swebend за такой теплый прием и гостеприимство. Они показали мне, как они производят гибочные станки всех сложностей и самое главное, какое высокое качество и любовь к своему делу они вкладывают.
Я очень благодарен всему коллективу Swebend за такой теплый прием и гостеприимство. Они показали мне, как они производят гибочные станки всех сложностей и самое главное, какое высокое качество и любовь к своему делу они вкладывают.
Я был очень впечатлен своей поездкой в Свебенд в Хесслехольме (Швеция). ”
//Тем временем в гараже
Автор: SweBend Team
Команда SweBend, состоящая из опытных инженеров-гибщиков и персонала с более чем 250-летним опытом работы в области гибки, готова решать самые передовые и технически сложные задачи по гибке.
Готовы идти вперед? Свяжитесь с нами сегодня!
Краткая история гибочных станков – Часть 1
От истоков обработки листового металла до первых гибочных устройств в средние века. История гибочных станков фактически начинается еще в древние времена.
Старинный шлем, изготовленный путем ковки толстого круглого листа металла | © dcw25 – stock. adobe.com
adobe.com
Историческая кузница в Тироле | © hubert – stock.adobe.com
Старый деревянный верстак со встроенными тисками | © juriskraulis – stock.adobe.com
Оружейная мастерская около 1500 г., репродукция гравюры на дереве Ганса Бургкмайра. © Sunny Celeste / Alamy Stock Photo
Но сначала определение – что такое гибочный станок?
«Станок гибочный, станок для формовки пространственных заготовок из плоского или стержнеобразного исходного материала без резки: металлических пластин, полос, стержней, труб и т.п.»
От: Meyers Großes Universallexikon.
В древнем мире: обработка листового металла божественным огнем
История гибочных станков восходит к древним временам. Ковались листы из меди, золота, серебра и всевозможных сплавов. Ковка, также называемая чеканкой или чеканкой, использовалась для придания формы, сгибания и изготовления многочисленных предметов: монет, украшений, инструментов, предметов повседневного обихода, частей оружия и доспехов.
Изделия из листового металла были очень популярны в древности, а кузнецы были очень уважаемыми специалистами. Гефест, греческий бог металлообработки, был единственным мастером среди богов, который также отвечал за огонь.
На протяжении столетий люди продолжали ковать молот – вручную и с помощью воды
Распространялось кузнечное ремесло и развивалась технология металлообработки. Начиная с XI века металл ковали не только вручную. Теперь стало возможным производить и обрабатывать стальные листы в больших количествах. Огромные молоты в кузнях с водяным молотом взяли на себя действительно тяжелую работу, сделав производство товаров проще и эффективнее. «Только с помощью этих механических молотков стало возможным производить более крупные панели размером около 500 на 500 мм и толщиной < 1 мм», — пишет Герд Изинг об историческом развитии гибки металла на тормозах.
Средневековая обработка листового металла: между верстаком и тисками
Итак, металлические листы были доступны, и люди были заняты их сгибанием и формовкой. Они делали это — и это можно делать и сегодня — на любом хорошо оборудованном верстаке; это может быть даже простой деревянный стол или столярная скамья. Тонкому металлу придавали и до сих пор придают свободную форму: ему практически придают нужную форму по кромке с помощью молотка.
Однако после основания гильдий работа стала делиться. Кузнецу больше не нужно было производить и обрабатывать металлические листы, теперь это делали производители листов. Появился ряд различных профессий, некоторые из которых существуют до сих пор или в аналогичной форме: от декоративных мастеров по металлу и ювелиров до жестянщиков, лудильщиков, кузнецов и жестянщиков. Гравюра на дереве, датируемая примерно 1500 годом, впечатляюще документирует состояние производственных технологий в доиндустриальную эпоху: на этом виде оружейной мастерской также очень хорошо видны специальные инструменты для формовки и развальцовки.
Изобретение тисков в начале 16 века означало, что тогда можно было сгибать более толстые или узкие листы – но, очевидно, только по ширине губок тисков.