Содержание
Самодельный листогиб своими руками: чертежи и схемы
Главная » Инструменты и оборудование » Ручной иструмент » Слесарно-монтажный инструмент
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Опубликовано: Рубрика: Слесарно-монтажный инструментАвтор: Andrey Ku
Не только на производстве, но и в быту, нередко возникает необходимость согнуть лист металла, и чем больше его толщина, тем сложнее сделать это вручную. На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
На такой случай надо изготовить листогиб своими руками, простая конструкция которого может насчитывать всего 5–6 деталей. Сложность приспособления зависит только от способа деформации проката, угла, на который требуется согнуть лист, и толщины металла. Существуют разные приспособления, позволяющие придать плавный или резкий изгиб заготовке, а также выполнять торцевание края.
Виды листогибов – назначение и конструкционные особенности
По типу привода устройства для продольной деформации листового металлопроката бывают следующие:
- Электромагнитные, прижим элементов в которых происходит за счет пропускания тока через электрические катушки;
- Пневматические, действующие от воздушных компрессоров;
- Гидравлические, с тем же принципом действия, что и пневматика, но только функционирующие под давлением жидкости;
- Электромеханические, работающие за счет вращения ротора мощного электромотора;
- Ручные, приводимые в действие мускульным усилием оператора.


Все перечисленные агрегаты, кроме последнего, применимы только на производстве и имеют довольно высокую стоимость, да и расходы на их эксплуатацию и обслуживание тоже велики. В быту проще всего задействовать ручной листогиб, который несложно собрать собственноручно, если в наличии есть чертежи и есть возможность изготовить необходимые детали. Сборку желательно выполнять при помощи сварки, болтовые соединения могут оказаться ненадежными.
По способу обработки рассматриваемое оборудование тоже делится на отдельные категории:
- Траверсные, рычажного действия;
- Вальцовые или роликовые;
- Прессовальные, с пуансоном (матрицей).
Первые – самые распространенные и удобные в работе, имеют прижим, под которым пропускается заготовка, и поворачивающийся элемент гибочной рабочей полосы, снабженной рычагом. Ход подвижной части от 90 до 180 градусов. Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
Ширина может быть разной, но редко более 1,5 метра, поскольку больший размер листа вручную очень тяжело согнуть.
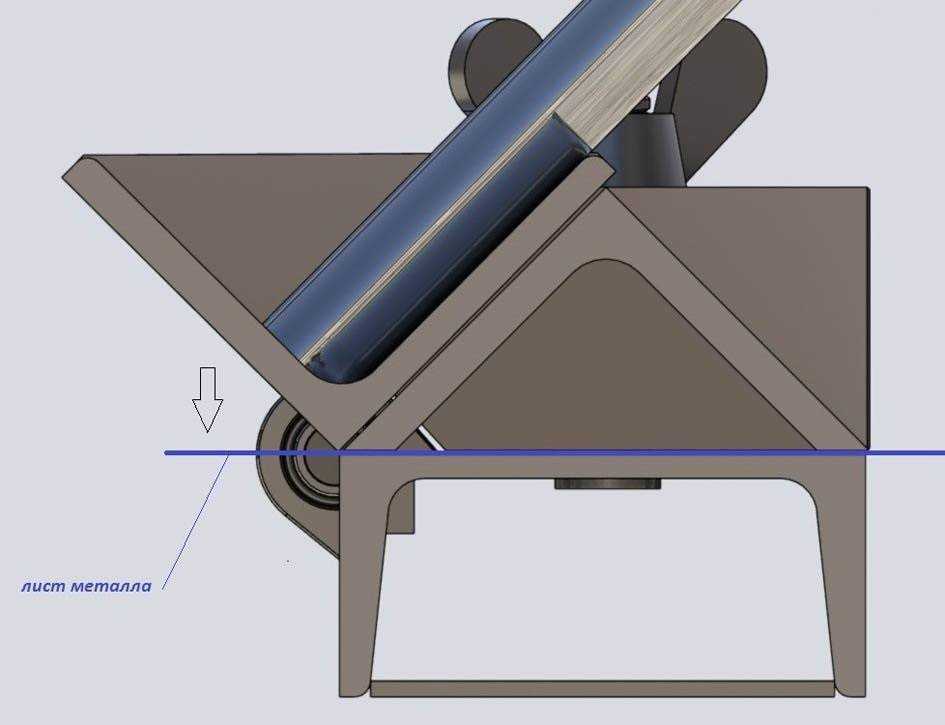
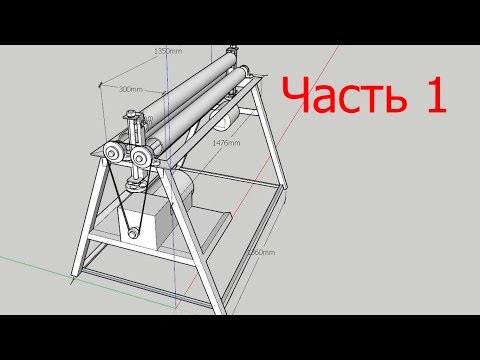
Второй тип предназначен для плавного, дугообразного загиба полосы металла, ширина которой может достигать 1 метра и более. Обычно состоит из 3 валов, но торцевой включает и большее количество вращающихся роликов. Вариант для торцевой обработки называют еще зиг-машиной, и нужен он для зиговки, то есть продавливания ребра жесткости на краю листа.
Последний вариант бывает снабжен электрическим или гидравлическим приводом, в ручном же исполнении обычно работает при вращении ворота вдоль нарезанной на валу винтовой резьбы. Рабочая часть пресса, называющаяся пуансон, оказывает давление на заготовку, сгибая деформируемый участок в расположенную снизу матрицу. В зависимости от установленной насадки и штампа будет задан угол деформации листа.
Простейшие приспособления для гибки металлопроката
Самый простой листогибочный станок, который можно сделать своими руками, состоит из трех отрезков уголка или такого же количества полос металла толщиной 5 миллиметров. Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Пара однотипных элементов соединяется при помощи петель так, чтобы место стыка имело минимальный зазор и отсутствовала помеха движению. Еще одна деталь используется для прижима деформируемой заготовки. Закрепить ее можно или болтами через сквозные отверстия, или струбцинами, прижав края плоскости.
Та часть подвижной основы, к которой осуществляется прижим сгибаемого листа, должна быть приварена к тяжелой стационарной станине или закреплена в тисках. Если используется уголок, в том числе и для фиксации заготовки, угол деформации составит не более 120 градусов. Чтобы получить около 180, прижимную полосу толщиной 5 миллиметров нужно полого сточить со стороны движения траверса, то есть, рычажной части.
Встречается иное решение, когда траверса устанавливается с небольшим зазором, в результате чего холостое, исходное положение у нее поднятое и лист заготовки проходит под ней, после чего рычаг опускается. Так к усилию оператор может добавить собственную массу.
Второй вариант – самодельный пресс, для которого понадобится мощная рама из квадратного толстостенного профиля или швеллеров. В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
В качестве основы послужит перекладина в средней части рамы, к ней будет крепиться матрица. Последняя выполняется из пяти уголков, двух пар, сложенных один в другой, полками вниз, и соединяющего их, повернутого полками вверх.
Все соединения тщательно свариваются. В центре расположенной на полметра выше второй поперечине делается отверстие с резьбой, через него пропускается вал с винтовой нарезкой соответствующего шага. На нижнем конце монтируется втулка, так, чтобы она свободно вращалась вокруг своей оси. К ней приваривается пуансон. Чтобы последний не проворачивался, к ее торцам крепятся горизонтальные стержни, которые пропускаются в заранее сделанные сквозные прорези в боковых стойках.
Чтобы не устанавливать лишние детали, вращающуюся втулку можно соединить с проходящей сквозь верхнюю поперечину вертикальной штангой, и только к ней жестко приварить балку, которая изготавливается из двух вложенных один в другой уголков. В этом случае отверстие под вертикальный вал снабжается пазами, а проходящая сквозь него штанга – соответствующими выступами.
Мощные листогибочные станки – кустарное изготовление
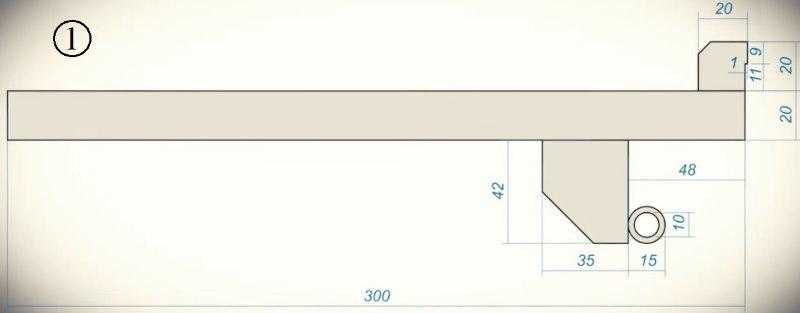
Траверсное приспособление, описание которого приведено ранее, и представляющее собой довольно простую конструкцию, может быть значительно усилено, если для балок использовать швеллера или тавры. Удобство такого решения еще в том, что крепеж к верстаку значительно упрощается, и бывает выполнен как в горизонтальной, так и в вертикальной плоскости. Самое широкое и массивное металлическое изделие принимается за основу, на которой монтируются остальные детали.
Прижимная балка (3) изготавливается из более узкого швеллера, фиксирующегося болтовым соединением (4) через сквозные отверстия, имеющиеся соосно и в основании (2). Ориентируется этот элемент строго по линии соединения (1,8) подвижной траверсы (7) с опорой. Недостатком этой схемы является дополнительная вертикальная плоскость, в которую упирается гибочная рабочая поверхность с рычагом (6), в результате чего возможно сгибать заготовку (5) только на 90 градусов или меньше.
Из тавра или двутавра выходит наиболее мощная конструкция, которая уже не нуждается в усилении и не деформируется на сгибание от большого усилия при работе с толстым листом металла. Принцип сборки такой же, что и у предыдущей модели, но рычаг направлен вниз и имеет рабочий ход 90 градусов до горизонтального положения. В качестве прижима используются болт и приваренная к основанию гайка.
Сгибание листов металла – где понадобится ручное приспособление
Если в частном доме планируется ремонт крытой оцинковкой или медью крыши, листогиб будет незаменим для того, чтобы организовать изготовление фасонных частей для коньков и ендов, что позволит сэкономить на покупке готовых кровельных элементов. Деформация листового металлопроката в домашних условиях, путем оббивания молотком заготовки через край наковальни или верстака, не отличается ни точностью, ни эстетическими показателями.
Чаще всего гибка металла необходима в гараже, и если браться за авторемонт серьезно, листогибочный станок окажется очень кстати, в кузовных работах или при настилании пола. Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
Особенно роликовый, позволяющий гнуть по кромке листовой металл, для последующего обжимного соединения отдельных полос стали или алюминия. Небольшие зиг-машины легко использовать непосредственно на нужном участке, не делая демонтаж обшивки.
Понравилась статья? Поделиться с друзьями:
своими руками, как сделать, чертежи кромкогиба
Содержание
- 1 Какие бывают гибочники
- 2 Изготовление ручного листогиба
- 3 Особенности роликового станка
- 4 Меры предосторожности при работе
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина. В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
- Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
 В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
 В случае обнаружения не приступать к работе до их устранения.
В случае обнаружения не приступать к работе до их устранения.Таким образом, своими руками можно легко сделать листогиб.
- Автор: admin
- Распечатать
Оцените статью:
(1 голос, среднее: 5 из 5)
Поделитесь с друзьями!
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-88’, blockId: ‘R-A-1479353-88’ })})
«+»ipt>»;
cachedBlocksArray[281763] = «
window.yaContextCb.push(()=>{ Ya.Context.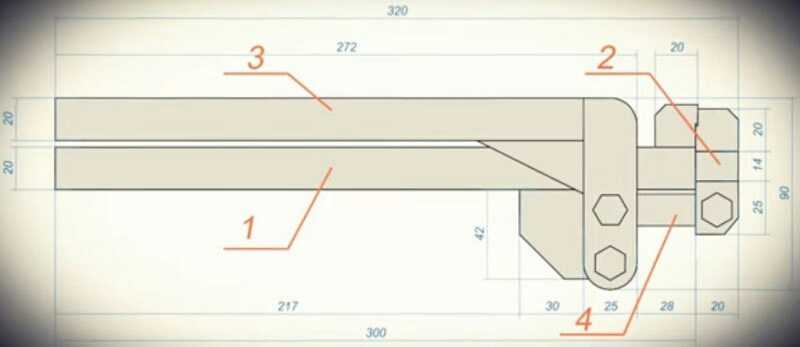 AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-86’, blockId: ‘R-A-1479353-86’ })})
AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-86’, blockId: ‘R-A-1479353-86’ })})
«+»ipt>»;
cachedBlocksArray[281761] = «
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_695142’]={‘i’:__lxGc__.b++};
«+»ipt>»;
cachedBlocksArray[281757] = «
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};
«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};
«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__. b++};
b++};
«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};
«+»ipt>»;
cachedBlocksArray[281759] = «
«+»ipt>
(MRGtag = window.MRGtag || []).push({})
«+»ipt>»;
cachedBlocksArray[281758] = «
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-49’, blockId: ‘R-A-1479353-49’ })})
«+»ipt>»;
cachedBlocksArray[281762] = «
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-29’, blockId: ‘R-A-1479353-29’ })})
«+»ipt>»;
Гибка листового металла: основы, допуски и советы
Рост спроса на продукцию, изготавливаемую на заказ, привел к исследованиям, которые доказали, что листовой металл является универсальным материалом, который можно трансформировать в различные формы. Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
В этой статье будет рассмотрена важность гибки листового металла, его важность в процессах изготовления листового металла и способы гибки листового металла. Он также включает в себя несколько полезных советов по гибке, которые могут помочь при гибке стальных пластин.
Гибка листового металла
Гибка листового металла является эффективным способом изготовления изделий различной формы, используемых для различных процессов. Это гарантирует простоту и является эффективным способом формирования новых продуктов. Здесь вы узнаете о гибке листового металла, ее важности и методах, необходимых для этого процесса.
Гибка листового металла — это операция, при которой используется сила для изменения формы листа. Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.
Применение гнутого листового металла
Гибка листового металла является одной из основных операций в металлообрабатывающей промышленности. Например, это важный этап для автомобильных компаний, поскольку они работают с различными формами, чтобы получить идеальную автомобильную деталь, соответствующую их дизайну. Процесс может быть на промышленном уровне, где он идеально подходит для создания больших деталей двигателя. Тем не менее, его также можно использовать для изготовления мелких деталей для замены изношенных деталей двигателя. Несмотря на то, что в операции задействовано множество процессов, все методы гибки листового металла основаны на стандартных методах, обеспечивающих точность при его производстве.
Методы гибки листового металла
Методы гибки листового металла схожи тем, что их конечной целью является преобразование конструкций из листового металла в желаемую форму. Однако они различаются по действию. Знание того, как сгибать листовой металл, приходит с пониманием того, что такие факторы, как толщина материала, размер изгиба, радиус изгиба листового металла и предполагаемая цель, определяют методы.
Перечисленные ниже методы не только покажут вам, как сгибать листовой металл. Они также покажут вам, что использовать для достижения наилучшего результата. Наиболее распространенные методы гибки листового металла:
V-образная гибка
Это наиболее распространенный метод гибки листов, поскольку он используется для большинства проектов по гибке. Он использует инструмент, известный как пуансон и V-образный штамп, для гибки листового металла под нужными углами. Во время процесса гибочный пуансон давит на листовой металл, расположенный над V-образной матрицей.
Угол, образуемый листовым металлом, зависит от точки давления пуансона. Это делает этот метод простым и эффективным, поскольку его можно использовать для гибки стальных листов без изменения их положения.
Метод V-образной гибки можно разделить на три вида:
·
Дно
Как следует из названия, дно или дно гибки включает в себя сжатие листового металла до заданного дна штампа для формирования определенного угла и формы. В нижней части положение и форма угла матрицы определяют результат изгиба. Кроме того, пружинение сжатого листового металла невозможно. Это связано с тем, что усилие пуансона и угол наклона штампа превращают листовой металл в постоянную структуру.
·
Чеканка
Чеканка – это метод гибки, который широко используется благодаря своей точности и уникальной способности создавать отличительные листы. В процессе нет пружинения листов. Это связано с тем, что монета проникает в листовой металл с небольшим радиусом, создавая вмятину на монете, позволяющую отличить один лист от другого.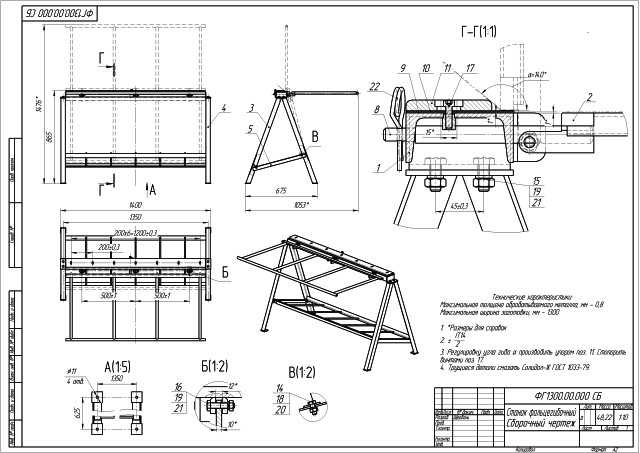
·
Воздушная гибка
Воздушная гибка или частичная гибка является менее точным методом по сравнению с методом дна и чеканки. Тем не менее, он обычно используется из-за его простоты и легкости манипулирования, поскольку он не требует инструментов.
Есть и недостаток. Воздушная гибка — единственный метод, который приводит к пружинению листового металла.
При воздушной гибке пуансон воздействует на листовой металл, опираясь на обе точки отверстия штампа. Листогибочный пресс обычно используется во время V-образной гибки, поскольку листовой металл не соприкасается с нижней частью штампа.
(Гибочный пресс представляет собой простую машину, используемую в процессах гибки листового металла, он формирует желаемые изгибы на листе, зажимая лист в положении для прессования между пуансоном и матрицей)
Гибка в рулонах
Гибка в рулонах — это метод, используемый для гибки листового металла в рулоны или изогнутые формы.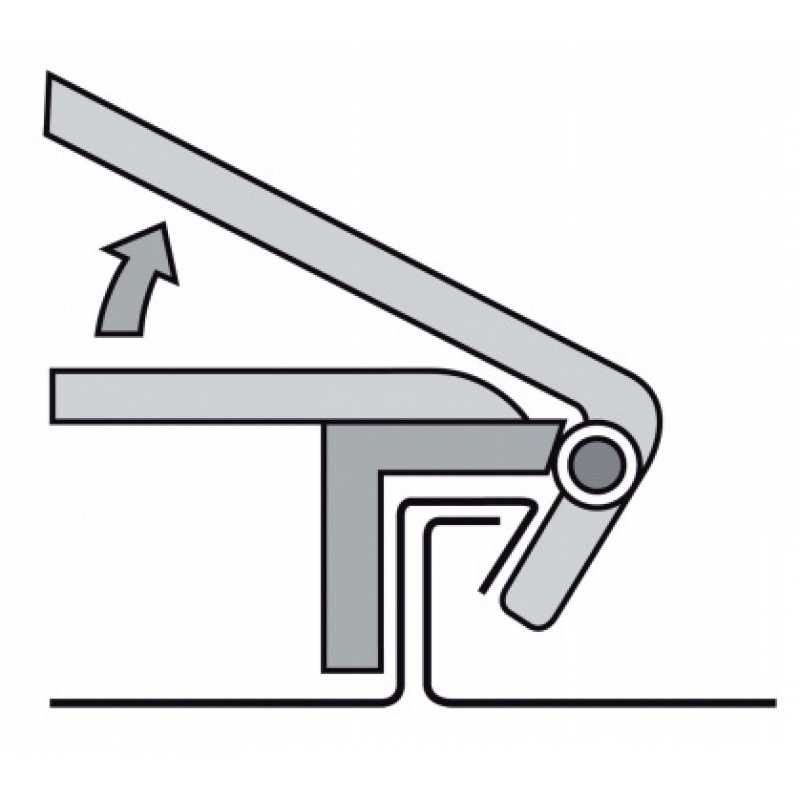 В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
U-образный изгиб
Принципиально U-образный изгиб аналогичен V-образному изгибу. Он использует тот же инструмент (за исключением U-образного штампа) и тот же процесс, хотя единственное отличие состоит в том, что формируемая форма является U-образной. U-образный изгиб очень популярен. Однако другие методы создают форму гибко.
Гибка с затиранием
Гибка с затиранием — это еще один метод, используемый для гибки листов с металлическими кромками. Процесс зависит от стержня. Например, листовой металл должен быть правильно надвинут на зачистной штамп. Стирание также отвечает за определение внутреннего радиуса изгиба листового металла.
Вращательная гибка
Этот метод гибки имеет преимущество по сравнению с затиранием или V-образной гибкой, поскольку он не приводит к царапанию поверхности материала.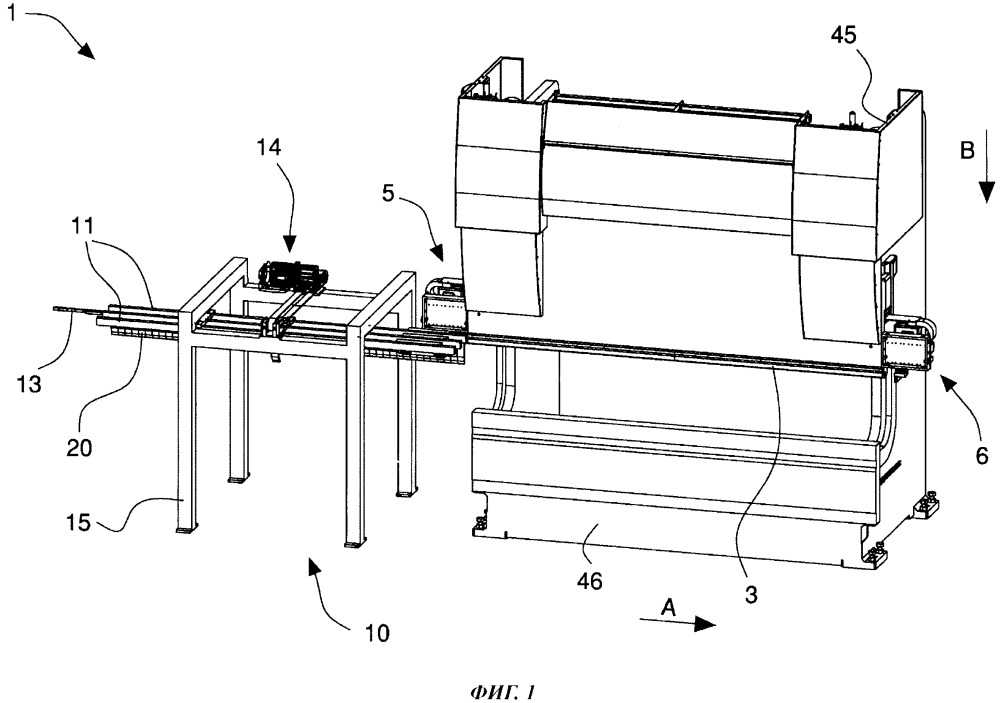 Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Если вы ищете онлайн-услугу по гибке металла, вам следует выбрать RapidDirect. Просто загрузите свои файлы, и мы свяжемся с вами в течение 24 часов.
Попробуйте RapidDirect прямо сейчас!
Вся информация и загрузки защищены и конфиденциальны.
Припуск на изгиб листового металла
Припуск на изгиб — это производственный термин, который относится к распределению, которое дается для компенсации растяжения и изгиба листового металла. Когда листовой металл изгибается из своей первоначальной плоской формы, его физические размеры также изменяются. Сила, применяемая для изгиба материала, заставляет материал сжиматься и растягиваться внутри и снаружи.
Эта деформация вызывает изменение общей длины листового металла из-за прилагаемой силы сжатия и растяжения на изгибе. Однако длина, рассчитанная по толщине изгиба между внутренней сжатой поверхностью и внешней, находящейся под напряжением, остается неизменной. На это указывает линия, называемая «нейтральной осью».
На это указывает линия, называемая «нейтральной осью».
Допуск на изгиб учитывает толщину листового металла, угол изгиба, используемый метод и К-фактор (постоянная, используемая при расчете изгиба листового металла, которая позволяет оценить величину растяжения материала). Это мера отношения сжатия на внутренней линии изгиба к натяжению на внешней стороне изгиба.
В то время как внутренняя поверхность листового металла сжимается, внешняя расширяется. Следовательно, коэффициент К остается постоянным. К-фактор (обычно от 0,25 до 0,5 макс.) служит в качестве контрольной цифры при расчете гибки листового металла. Он помогает определить точные материалы, необходимые перед обрезкой частей листового металла, а также полезен в таблице радиусов изгиба листового металла.
5 Наконечники для гибки стальных пластин
Гибка стальных листов может показаться сложной задачей.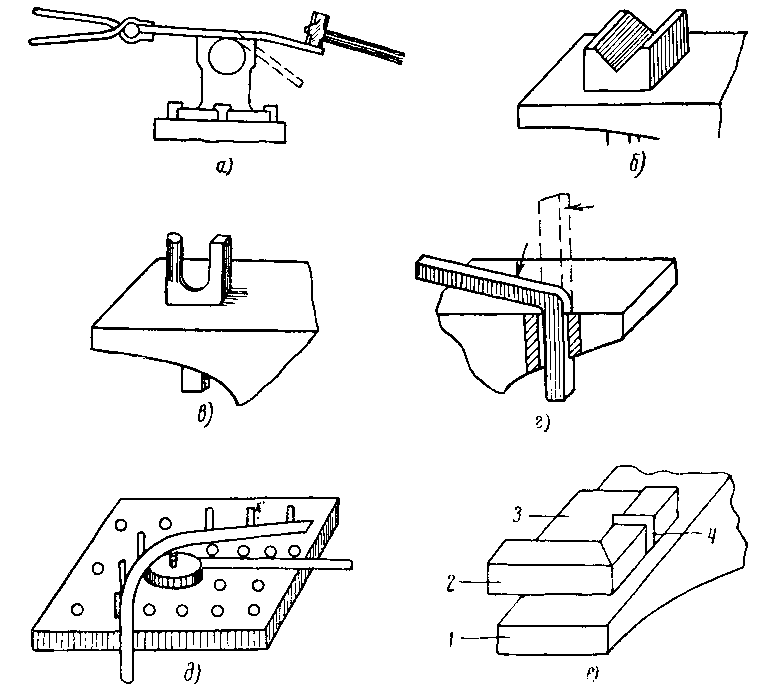 Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
·
Следите за упругостью
При сгибании листа материал должен быть изогнут под требуемым углом. Это связано с тем, что листовой металл обладает высокой способностью к изгибу, что позволяет ему возвращаться в исходное положение. Следовательно, для такого случая должно быть сделано распределение, согнув материал немного выше желаемого положения.
·
Достаточно ли пластичен листовой металл?
Изгиб под острым углом может привести к растрескиванию листового металла. Поэтому вы должны избегать этого, насколько это возможно. Было бы лучше, если бы вы рассмотрели стальной металлический калибр, так как не каждый материал будет достаточно податливым, чтобы выдерживать изгибы в острые углы.
·
Всегда используйте листогибочный пресс
Всегда используйте листогибочный пресс, где это применимо, поскольку он обеспечивает поддержку и гарантирует более чистую гибку листового металла и непрерывный рисунок на согнутых листах.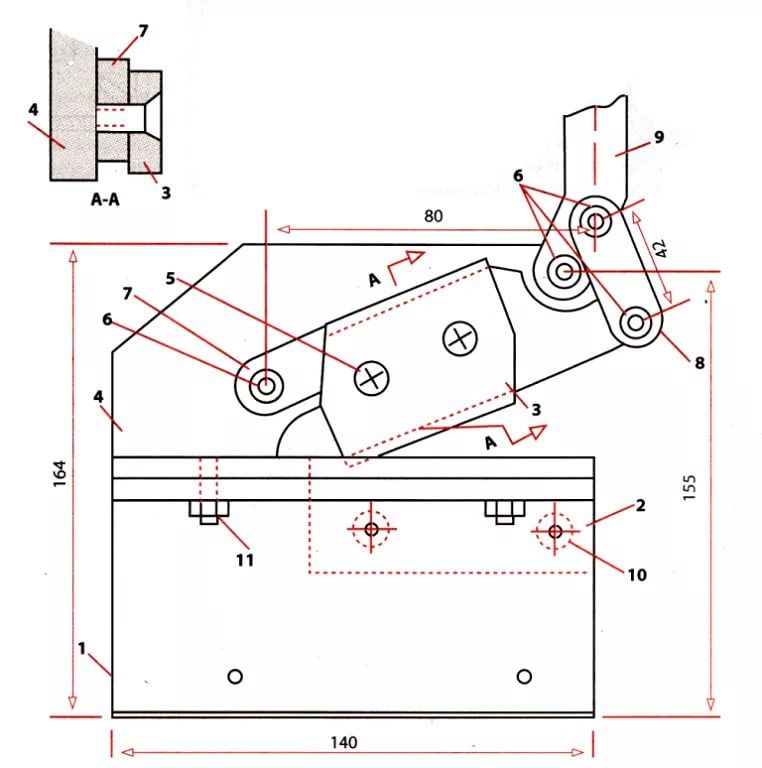
·
Не забудьте про отверстия для позиционирования процесса
Отверстия для позиционирования процесса должны быть созданы на гибочных деталях, чтобы гарантировать точное позиционирование листового металла в штампе. Это устранило бы перемещение листового металла во время процесса гибки и обеспечило бы точные результаты при обработке нескольких листов металла.
·
Припуск на изгиб
Учет припуска на изгиб важен для понимания того, как сгибать листовой металл. Это гарантировало бы более точные цифры, обеспечивающие точность готовой продукции.
Заключение
Спрос на изделия, изготовленные по индивидуальному заказу, никогда не уменьшится, а для изготовления металлических изделий на заказ требуются знания в области гибки листового металла. Поэтому в этой статье был представлен листовой металл, его важность и то, что вам нужно знать о том, как согнуть листовой металл до нужной формы.
Ознакомления с процессом недостаточно. Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Получить мгновенное предложение
Часто задаваемые вопросы
Какой метод гибки листового металла лучше всего?
Лучший метод гибки листового металла кажется надуманным, поскольку каждый метод служит разным целям и позволяет получить разные формы. Следовательно, лучший метод гибки листового металла будет зависеть от цели материала, которому нужно придать форму.
Легко ли гнуть листовой металл?
Сгибание стальных листов может быть непростым делом. Однако при чистом понимании процесса это очень легко. Вы должны понимать используемые методы и доступные инструменты.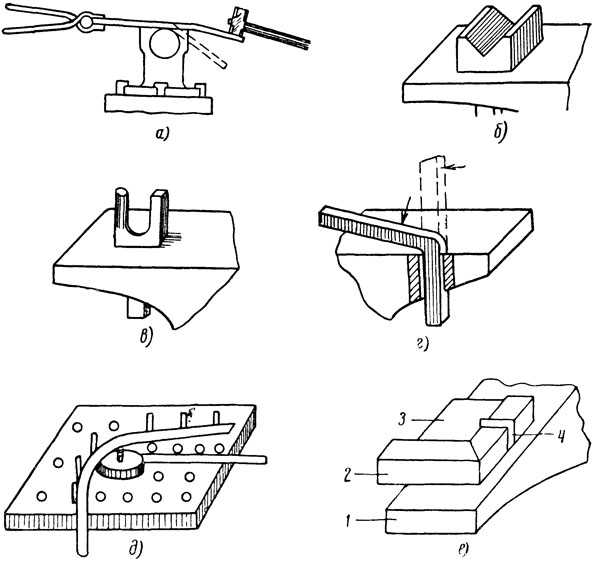 Вы можете просмотреть статью, чтобы ознакомиться с процессом.
Вы можете просмотреть статью, чтобы ознакомиться с процессом.
Как сделать тормоз из листового металла
Опубликовано: · Изменено: автором Allison · Эта запись может содержать партнерские ссылки · Этот блог приносит доход за счет рекламы использоваться для строительных проектов и других конструкций. Металлический тормоз вполне доступен, но всегда приятно сделать его самостоятельно, используя несколько дешевых и доступных материалов и инструментов.
Итак, вот руководство «Сделай сам», которое научит вас 20 способам легкого изготовления металлического тормоза своими руками.
Начнем!
1. Как сделать тормоз из листового металла
Это удивительное видеоруководство. Создатель сделал свой металлический тормоз и добавил в описание еще несколько дополнительных руководств, чтобы у вас было много вариантов на выбор, если вам не нравится его метод. Создатель этого руководства сделал свой металлический тормоз из куска дерева, петель и некоторых инструментов для деревообработки. Этот проект не требует сварки, поэтому за ним очень легко и просто следить.
Создатель этого руководства сделал свой металлический тормоз из куска дерева, петель и некоторых инструментов для деревообработки. Этот проект не требует сварки, поэтому за ним очень легко и просто следить.
2. Тормоз из листового металла без сварки своими руками
Этот тормоз из листового металла великолепен, не требует сварки и прост в сборке. Его также можно свернуть и хранить в гараже или в любом другом месте, где вы остаетесь на работе. Создатель использовал автоматический кернер, вертикальную/горизонтальную ленточнопильный станок и охлаждающую жидкость CRC. Вы можете получить этот материал в Аксон по низкой цене. Ссылка есть в описании этого видео.
3. Металлический тормоз своими руками
Это простое видеоруководство, которое требует простого процесса изготовления, но используемые инструменты довольно продвинуты, если они у вас есть, то это плюс для вас, если нет, вам, вероятно, стоит попробовать другое руководство. Создатель этого видеоурока сделал мобильный тормоз из металла. Во-первых, вам понадобится передвижной верстак, передвижной сварочный стол и литая алюминиевая тяга для выдвижного ящика.
Создатель этого видеоурока сделал мобильный тормоз из металла. Во-первых, вам понадобится передвижной верстак, передвижной сварочный стол и литая алюминиевая тяга для выдвижного ящика.
4. Тормоз для листового металла своими руками
Это уникальный тормоз для листового металла, его легко собрать, а процесс изготовления с нуля прост. Чертежи этого проекта доступны по ссылке в описании этого видео, вы можете использовать его и лучше понять, как работают тормоза и что нужно сделать, чтобы это сделать.
5. Как сделать простой металлический тормоз
Это один из самых простых способов сделать металлический тормоз. Тормоз уникален, прост в сборке и прост в использовании. Это стоило 55 долларов за всю сборку, но всего 25 долларов от первоначальной суммы приходится на материалы, которые вы будете использовать. Вам понадобится дерево, плоский лист, болты с квадратным подголовком, петли, барашковые гайки и многое другое. Шаги легко следовать.
Шаги легко следовать.
Щелкните для получения более подробной информации
6. Как построить небольшой тормоз из листового металла
Здесь, в этом руководстве, создатель использовал холоднокатаные стальные пластины, 2 стальных стержня нужных размеров, стальные трубы, уголок, шайбы, болты и гайки. Этот проект очень легко построить, и это даже не дорого. После 13 подробных шагов вы сможете легко сделать этот небольшой тормоз из листового металла.
Щелкните для получения более подробной информации
7. Как сделать металлический тормоз
Возможно, вы работаете над проектом, требующим сгибания жести или листового металла, вместо того, чтобы платить кому-то за это или купить металлический тормоз с куском дерева, инструментом Dremel, орбитальной шлифовальной машиной, торцовочная пила, сварочные комплекты и многое другое. Сделайте дешевый и простой металлический тормоз самостоятельно. Разве тебе это не понравится?
Щелкните для получения более подробной информации
8.
 Изготовление тормоза из листового металла без сварки
Изготовление тормоза из листового металла без сварки
Лучше и в то же время сложно изготовить металлический тормоз с помощью сварки, но если вы не можете сделать это самостоятельно, это руководство поможет вам получить знания о материалах и инструментах, которые заменят сварочный аспект проекта. Это было сделано с помощью простого уголка и нескольких петель. В этом руководстве также есть видеоурок для большей ясности по этому вопросу, так что не забудьте проверить его.
Нажмите, чтобы получить более подробную информацию
9. Самодельный листогибочный станок
Это простой самодельный листогибочный пресс, предназначенный для легкой гибки листового металла. Создатель сделал это с помощью уголка и довольно длинного и усиленного шарнира того же размера, что и уголок. Это быстрый и простой проект, сварка не требуется, использовалась только дрель и несколько других инструментов.
10. Тормоз для листового металла своими руками
В этом руководстве нет подробного объяснения обоих. Видео и раздел описания. Итак, вам придется следовать за создателем, пока он делает шаг за шагом.
Хотя в описании есть ссылка, по которой можно получить необходимые инструменты и материалы. В описании под видео также есть ссылка, по которой вы узнаете о размерах, которые он использовал от начала до конца. Это простой тормоз из листового металла.
11. Гибочный пресс для листового металла своими руками Менее 30 долларов США
Soz Для тех, кто хочет сделать гибочный пресс для листового металла с ограниченным бюджетом, это видеоруководство должно стать фаворитом. Стоимость составляет всего 30 долларов США, и это занимает меньше времени.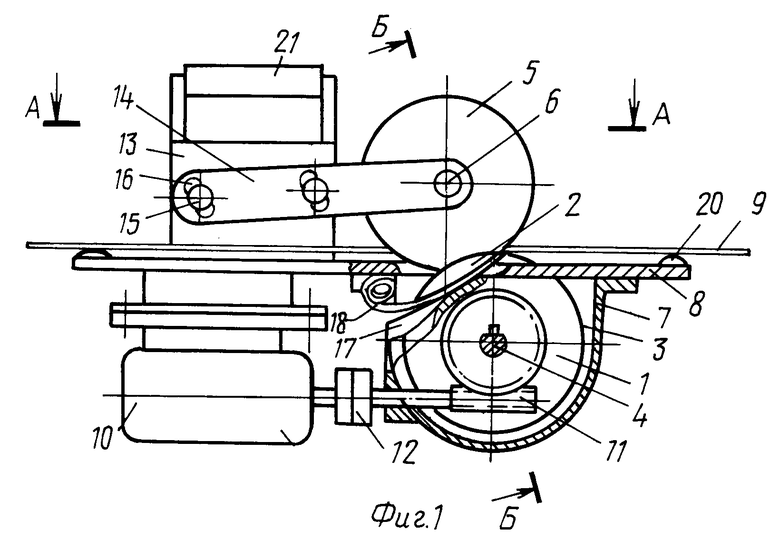 Создатель использовал дерево и угловое железо.
Создатель использовал дерево и угловое железо.
Деревянная часть обеспечивает устойчивость конструкции, а железная часть защищает древесину от разрушения или разрушения. Оборудование включало несколько кронштейнов, петли, шайбы, гайки и винты.
12. Гибочный пресс для листового металла своими руками Без сварки
Если вы относитесь к тому типу людей, которым нравится делать что-то своими руками, то вам, вероятно, следует попробовать тормоз для листового металла в этом видеоруководстве.
Этот металлический тормоз легко сделать. Вам понадобятся стальные пластины, шайбы, барашковые гайки, шурупы для гипсокартона, столярный клей, болты с квадратным подголовком, петли, аэрозольная краска для отделки и еще несколько материалов. Этот металлический тормоз эффективен и сверхпрочен.
13. Учебное пособие по тормозу из листового металла
Вот еще один удивительный тормоз из листового металла, который легко сделать и недорого.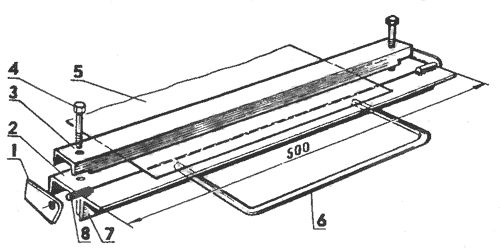 Общая стоимость материалов и аппаратных средств составляет 49 долларов. Это была вторая попытка создателя сделать этот металлический тормоз, поэтому вы можете быть уверены, что он крепкий, сверхпрочный и прочный.
Общая стоимость материалов и аппаратных средств составляет 49 долларов. Это была вторая попытка создателя сделать этот металлический тормоз, поэтому вы можете быть уверены, что он крепкий, сверхпрочный и прочный.
Щелкните, чтобы получить более подробную информацию
14. Как сделать тормоз из листового металла
Это широкий тормоз из листового металла, для сборки которого требуется всего 4 материала: уголок, квадратная труба, плоский шток и петля. . Это также проект с поддержкой сварки, необходимые инструменты: сварочный аппарат, отрезная пила по металлу, ленточная шлифовальная машина и шлифовальный станок.
Щелкните, чтобы получить более подробную информацию
15. Самодельный тормоз для листового металла
Это еще один широкий металлический тормоз, для которого требуется уголок, несколько стержней с резьбой, квадратные трубы, гайки и петли. Первый шаг включает в себя вырезание паза для петель, затем его сварку, резку уголка и сварку его в перевернутом виде, присоединение стержней с резьбой и выполнение остальных шагов для завершения.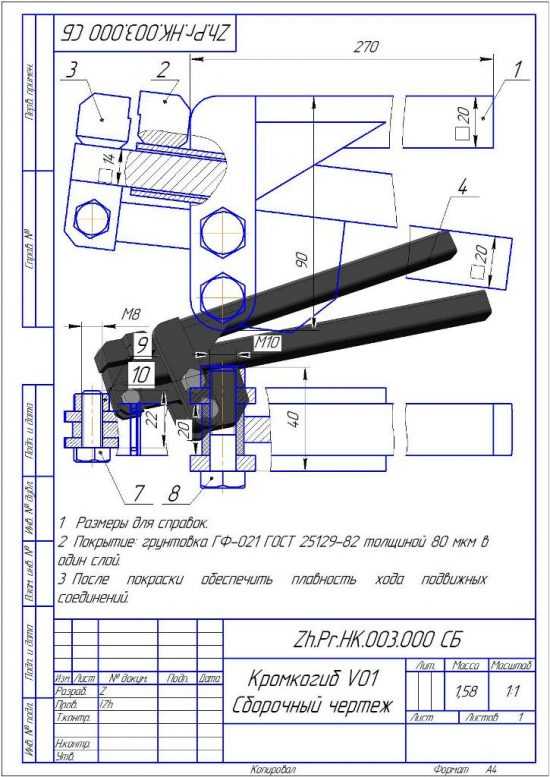
Щелкните для получения более подробной информации
16. Модифицированный металлический тормоз своими руками
Если вы уже изготавливали или покупали металлический тормоз с С-образными зажимами и тисками, вот руководство, которое научит вас модифицировать этот тормоз без использования только вставных материалов, таких как ручка, винты с головкой, винтовые пружины, и многое другое.
Щелкните, чтобы получить более подробную информацию
17. Как собрать металлический тормоз
Сборка металлического тормоза без соответствующих инструментов может оказаться сложной задачей, но это видеоруководство поможет вам справиться с этой задачей с помощью нескольких простых инструментов, таких как рулетка. , Т-угольник, дрель, карандаш, чтобы делать отметки, и все готово. Из материалов вам понадобятся петли, дерево и уголок.
18.
 Гибка листового металла своими руками
Гибка листового металла своими руками
Вот еще одно видео-руководство с другим уникальным методом изготовления листогибочного пресса. Создатель использовал уголки, петли и сварочный комплект. Никакого дерева не использовалось, но это по-прежнему прочный и долговечный металлический гибочный пресс.
19. Самодельный трубогиб для металла
Это видеоруководство простое для понимания и выполнения. Создатель начал с того, что вырезал и сварил несколько квадратных труб, разрезал уголок на более мелкие части и сварил все, чтобы сформировать одну большую конструкцию, прежде чем собрать петли, чтобы завершить проект.
20. Тормоз для листового металла своими руками
Вам не кажется, что все эти дешевые металлические тормоза в списке выше не так надежны, как говорят гиды? Итак, вот стандартный металлический тормоз, сделанный создателем, который потратил 217 долларов, чтобы сделать его с нуля.