Содержание
чертежи и советы по изготовлению. Как изготовить трубогиб для трубы своими руками
Ноябрь 25 • Инструменты • Просмотров 813 • Комментариев к записи Профильный трубогиб своими руками: чертежи и советы по изготовлению нет
Использование профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но весьма надежный материал. Его часто используют для возведения простых, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Содержание
- Принцип действия и устройство трубогибочного станка
- Материалы для изготовления трубогиба для профильной трубы своими руками
- Профильный трубогиб своими руками. Требования безопасности при работе с металлом
- Трубогиб для трубы своими руками с центральным регулировочным роликом
- Изготовление трубогиба своими руками с боковым регулировочным роликом
- Трубогиб своими руками: чертежи, фото
- Трубогиб своими руками: видео
Принцип действия и устройство трубогибочного станка
Теплицы, оранжереи, парники, как правило, имеют арочную форму, поэтому трубу необходимо будет выгибать. Делать это можно двумя путями:
Делать это можно двумя путями:
- Вручную, предварительно нагрев трубу. Этот вариант годится только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняется свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении изгиба вручную сложно будет добиться точности каждой детали. Да и сделать идеальный радиус вручную практически невозможно.
- При помощи трубогибочного станка. Это наиболее оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, большая производительность в сравнении с ручной работой — делают такой способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, есть смысл приобрести заводскую модель. Если же он нужен для единичной работы либо понадобится время от времени, тратить немалые средства на покупку нет смысла. Можно взять его напрокат либо изготовить самостоятельно. О том, как изготовить трубогиб своими руками для профильной трубы – далее в статье.
О том, как изготовить трубогиб своими руками для профильной трубы – далее в статье.
Перед тем как начать процесс изготовления трубогиба своими руками, необходимо четко понимать, из чего он состоит, и как работает.
Принцип действия трубогиба довольно прост. Ровная труба прокатывается между движущимися валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка происходит изгиб заготовки под определенным углом. Прикладываемое давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без ломки ее поверхностей.
Конструкция трубогиба также довольно проста. Основные узлы трубогибочного станка следующие:
- Станина. Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Набор роликов. Как правило, простой трубогиб имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход.
 Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения. - Привод. Для перемещения заготовки по станку один из валов, как правило, это центральный верхний вал, должен придавать ей движение, попросту – вращаться. Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
 Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.Конструкции рамы трубогибочных станков бывают двух типов:
- Закрытые.
- Открытые.
Изделия, сделанные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими работу агрегата.
Материалы для изготовления трубогиба для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка своими руками не потребует особых материальных затрат. Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Для изготовления станины потребуется:
- Швеллер с шириной не менее 140 мм.
- Несколько швеллеров 5П с шириной полки 50 мм для роликовых опор.
- В качестве валов в некоторых случаях можно использовать стальной круглый прокат твердых марок стали.
- Для упоров валов на станину используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если регулировочным будет верхний ролик, то для механизма его подымания и опускания понадобится винт струбцины и гайка соответствующего диаметра. В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.

Можно изготовить трубогиб с подвижным нижним крайним роликом. Тогда станина делается не цельной, а сборной, с подвижной задней частью. Упором для нее может служить обычный гидравлический домкрат. В случае регулировочного нижнего ролика ручной привод приваривается к верхнему, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для проведения данной работы понадобится:
- Болгарка с диаметром круга не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с набором электродов.
- Рулетка, линейка, чертилка по металлу, мел.
Профильный трубогиб своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла, необходимо строго соблюдать правила безопасности:
- При работе со сварочным аппаратом необходимо наличие огнетушителя. Желательно проводить эти работы вдвоем.
- Работать необходимо только в специальной одежде с применением средств индивидуальной защиты:
 Желательно проводить эти работы вдвоем.
Желательно проводить эти работы вдвоем.- сварочный щиток;
- маска или очки для работы с болгаркой;
- рукавицы.
Трубогиб для трубы своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварочных работ, трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для винта роликового прижима. Станина в данном случае будет цельная. Ее длина выбирается по своему усмотрению. В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
- Теперь в центре перекладины сверлится отверстие, диаметром равным диаметру винта. Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
- Далее изготавливается прижимной ролик. Основой для него будет кусок швеллера 5П, длина которого равна расстоянию между стойками опоры. С внешней стороны полки привариваются два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы.
- Далее швеллер приваривают к торцу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки – подыматься, тем самым регулируя радиус закругления трубы.
- Теперь можно устанавливать боковые ролики. Для их основания в концах станины привариваются два куска швеллера 5П, длина которых равна 140 мм. На их концах привариваются по две пары подшипников, того же размера, что были использованы для устройства прижимного ролика. Между ними устанавливаются идентичные валы, которые также прихватываются к внутренним обоймам подшипников.
- Теперь механизм прокатки трубы готов. Необходимо установить его привод. Идея заключается в синхронизации движения боковых роликов для движения заготовки с одной скоростью. Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
- Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать для нормальной натяжки. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет более равномерно прокатываться.
 Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.

Изготовление трубогиба своими руками с боковым регулировочным роликом
Принципиально схема станка не отличается от вышеописанной. Там также применяется пара нижних роликов и один верхний. Единственным отличием является то, что регулировочным роликом является не центральный, а боковой. Для этого станина делается не цельной, а сборной. На одной части (неподвижной) устанавливается верхний центральный и нижний боковой ролик. При этом центральный закрепляется на высоте равной максимальной высоте обрабатываемой заготовки.
С другой стороны, на стальные петли крепится подвижная часть станины с роликоопорой. Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
« Водяной теплый пол своими руками. Расчет и монтаж Монолитное бетонное перекрытие своими руками »
Трубогиб своими руками чертежи
Трубогиб представляет собой приспособление или станок, на котором можно согнуть трубу из стали, меди, поливинилхлорида, алюминия или другого пластичного материала под любым углом в диапазоне от 0 до 180°, а диаметр труб может составлять от 5 до 1220 мм. Приспособления, в зависимости от привода, бывают: ручные, гидравлические и электромеханические.
Ручные станки эффективны для работы с трубами небольшого диаметра из полимеров, цветных металлов или из нержавеющей стали. Они недорогие и очень примитивны в работе – для того чтобы с их помощью изогнуть трубу, следует оказать физическое усилие на специальный рычаг, который либо непосредственно будет воздействовать на изгибаемый предмет либо через гидравлический насос.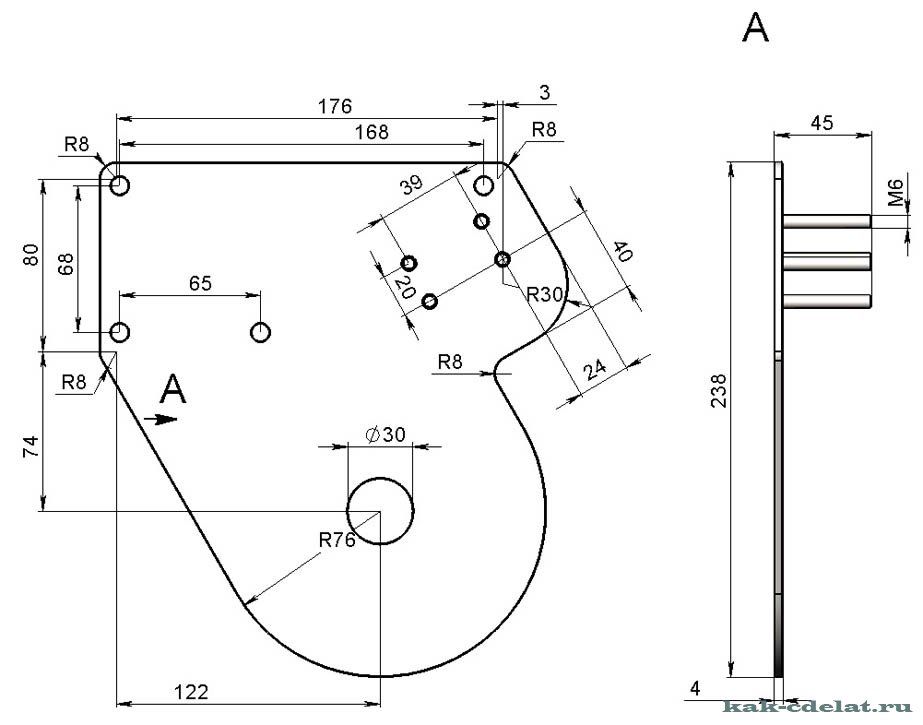 В последнем случае приспособление будет называться «ручной гидравлический трубогиб».
В последнем случае приспособление будет называться «ручной гидравлический трубогиб».
Для того, чтобы работать с ручным устройством для изгибания труб, необходимо обладать довольно значительной физической силой, а трубы должны быть изготовлены из относительно мягких металлов или быть тонкостенными. На одном отрезке таким устройством очень неудобно делать больше одного изгиба, да и на тот потребуется довольно много времени (до нескольких минут), также, невозможно точно проконтролировать радиус и величину угла.
Гидравлические станки без усилий помогают изгибать трубы, диаметром до3 дюймови, в свою очередь, подразделяются на стационарные и ручные. Такие устройства работают от электросети, характеризуются довольно высокой скоростью работы, простотой использования и не требуют физических усилий. Гидравлические трубогибы являются профессиональными устройствами и способны к выполнению больших объемов работ, преимущественно используются на производствах.
Электромеханические трубогибы являются наиболее совершенными конструкциями, позволяют работать с трубами разных диметров, обеспечивают высокую точность радиуса изгиба и величину угла (точность составляет до 1°), а также не деформируют трубы даже с тонкими стенками. В этих устройствах трубы помещаются в захват и, практически, наматываются на колодку нужного радиуса. Бывают только стационарные и имеют вид больших станков, применяются в заводских условиях. Вариант мобильного электромеханического устройства может быть установлен и перемещаться на специальной тележке.
В этих устройствах трубы помещаются в захват и, практически, наматываются на колодку нужного радиуса. Бывают только стационарные и имеют вид больших станков, применяются в заводских условиях. Вариант мобильного электромеханического устройства может быть установлен и перемещаться на специальной тележке.
В зависимости от способа гибки материала, трубогибы бывают: сегментные, пружинные, арбалетные и дорновые. Подбирая трубогиб для конкретных работ, нужно учитывать диаметр трубы и толщину ее стенки, требуемые радиус и угол изгиба.
Для домашнего использования вполне приемлемым вариантом может стать ручное устройство, особенно, если это нужно для разового использования. В этом случае совсем не обязательно бежать в магазин и тратить довольно солидную сумму – можно заняться изготовлением трубогиба своими руками, чертежи изготовления которого иногда встречаются в специальных журналах или в сети.
Чертеж трубогиба. (для увеличения нажмите на картинку).
Имея в распоряжении специальные металлообрабатывающие станки, можно изготовить довольно оригинальное сборно-разборное устройство.
Простейший трубогиб изготавливается из двух отрезков стальных труб, диаметром 70-150 мм, строго вертикально забетонированных в небольшую плиту (бетон можно залить даже в старый таз). Расстояние между трубами оставить в пределах 400-500 мм. Если проще, то отрезки труб можно не бетонировать, а приварить к швеллеру. Требующая изгиба труба, одним концом вставляется в промежуток между забетонированными элементами и, под действием физического усилия, загибается под нужным углом. Если отрезок трубы довольно короткий, то целесообразно вставить в него толстую арматуру и использовать ее в качестве рычага.
Отличный трубогиб изготавливаемый своими руками, чертежи которого можно найти на просторах рунета, получается из двух вальков или роликов, установленных в одной осевой плоскости, с расстоянием между осями, примерно в 30-40 см. Третий ролик располагается над первыми двумя строго по центру и, при помощи ходового винта или обычного домкрата, может подниматься и опускаться по вертикали – этот ролик регулирует радиус изгиба. В движение устройство приводится при помощи ручного привода.
В движение устройство приводится при помощи ручного привода.
Применение трубогиба простейшей конструкции:
Уважаемые читатели, комментируйте статью, задавайте вопросы, подписывайтесь на новые публикации — нам интересно ваше мнение 🙂
Гибка труб своими руками из подручных инструментов (фото+чертеж) | Своими руками
Содержание ✓
- ✓ ОТВОД ТРУБ СВОИМИ РУКАМИ — ФОТО
- ✓ РУКОЯТКА ТРУБ СВОИМИ РУКАМИ — ЧЕРТЕЖ
Вы опубликовали мою статью о теплице. Повторюсь: теплица арочного типа под пленку, площадью 130 кв. м, за очень небольшие деньги, полностью своими руками. Дизайн вызвал интерес у многих. И больше всего вопросов было о том, как я делал арки.
Такой же вопрос стоял передо мной, когда я думал о строительстве теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Вариант с изгибом кувалдой сразу отпал.
ВСЕ, ЧТО ВАМ НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ, ЗДЕСЬ >>>
Это можно сделать, но в результате получится «изогнутая бита».
Заказать гнутый профиль в организациях, занимающихся подобными работами, тоже не вариант. А как поставить готовые дуги? В моем случае их радиус был 3 м, а длина готового отрезка 6 м. Для этого нужен специальный транспорт, а это совсем не бюджетно. Немного подумав, я пришел к выводу, что необходимо сделать трубогиб своими руками .
Так как я не планировал использовать его в профессиональных масштабах, то сделал его максимально упрощенным. Главное, чтобы можно было контролировать радиус изгиба, а сам трубогиб имел достаточную жесткость рамы, особенно в сочленении.
Для изготовления рамы взял профильную трубу и куски уголка, которые нашел в металлоломе, а также старый, но рабочий гидравлический домкрат. Подойдет любой домкрат, вплоть до комплектации легкового автомобиля. Как оказалось, для изгиба профильной трубы 25×50 мм требуется небольшое усилие.
Смотрите также: Теплица своими руками из профильной трубы — фото и чертежи
Купил на рынке 6 подшипников 180307. Самая дорогая деталь это 3 вала. Их пришлось заказывать у токаря, он их заточил и доставил за пару дней.
Конечно, хорошо, если вы сделаете корпуса подшипников. Я просто приварил их к раме в процессе строительства. Подшипники старались варить быстро, особо не перегревая, и сразу охлаждали, чтобы не расплавились пластиковые заглушки, закрывающие шарики. Вариант не очень, но если учесть, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставлять их в одной плоскости, чтобы при изгибе арок не получилось такое же «кривое сверло», какое можно было бы получить простым нарезом кувалдой.
На один из валов приварил ручку, прокручивая ее, выдвигаю будущую арку. Также важно иметь какой-нибудь индикатор изгиба. Наблюдая за его отклонением, можно контролировать радиус кривизны арок. В моем случае это пластина, приваренная к неподвижной части рамы. На ней и отмечена стрелка-указатель из металлической полосы, приваренная к той части конструкции, которая поднимается домкратом.
На ней и отмечена стрелка-указатель из металлической полосы, приваренная к той части конструкции, которая поднимается домкратом.
Процесс гибки трубы выглядел так. Я взял профильную трубу нужной длины (в моем случае — 9 м) и засунул ее в трубогиб, прижав домкратом. Необходимо увидеть, как труба начинает слегка прогибаться. Немедленно поставьте отметку напротив стрелки на контрольной пластине, чтобы использовать ту же отметку для следующей трубы.
Повернув ручку, протянул трубу по всей длине, дойдя до конца, еще прижал трубу, сделал вторую отметку и протянул ту же трубу в обратную сторону — и так три раза, пока моя 3-х метровая арка не приобрела требуемый радиус.
Особенно важно при выполнении последнего прохода следить за тем, чтобы стрелка, указывающая на изгиб, всегда находилась в одном и том же положении. В этом случае все арки будут иметь одинаковое закругление. Что и требовалось!
На изготовление одной арки у меня ушло минут 5-6. Работу проводили вдвоем, но удобнее, когда помощников двое.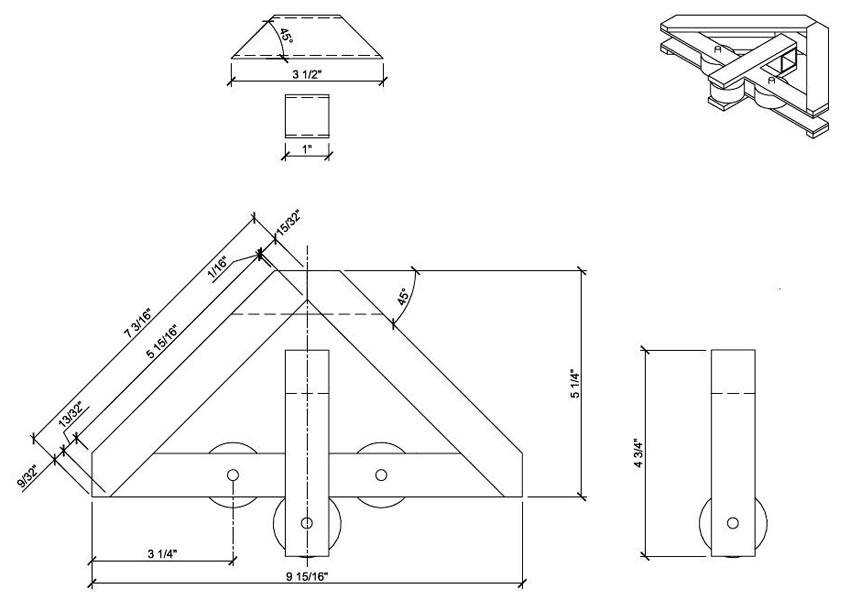 Самая большая трудность – продержаться на почти готовой арке последние два прохода, потому что вверх она поднимается на 6 м.
Самая большая трудность – продержаться на почти готовой арке последние два прохода, потому что вверх она поднимается на 6 м.
Для этой цели мы использовали крышу здания: один человек стоял на ней и чинил трубу, а второй занимался протяжкой. Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал комплект из 12 идеально изогнутых арок одинакового размера. Этого хватило на теплицу длиной 22 м. Ну и бонусом остался рабочий трубогиб.
ОТВОД ТРУБ СВОИМИ РУКАМИ — ФОТО
Смотрите также: Навес на баню из сотового поликарбоната своими руками
ТРУБА РУЧНАЯ СВОИМИ РУКАМИ — ЧЕРТЕЖ
© Автор: Горобей А.
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРОВ И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Подписывайтесь на обновления в наших группах и делитесь.

Давай дружить!
Home Shop Machinist
Конрад Норквист показывает, как трубы 6061, входящие в комплекты Airdrome Airplanes, легко сгибаются с помощью деревянных шаблонов
Механики золотого века авиации много делали для гибки труб своими руками. Чтобы иметь право на ремонт в полевых условиях заводских «кораблей», нужно было знать, как раскладывать шаблоны, изготавливать нестандартные формы и раскалять нагревательные трубки докрасна, чтобы их можно было вручную протягивать вокруг изгибаемой формы. Сегодня, когда вы сталкиваетесь с изогнутой или формованной трубой как частью конструкции, она часто поставляется предварительно сформированной, а если нет, то изгиб делается максимально простым, чтобы строитель мог выполнить работу с помощью основных инструментов и методов.
Хорошим примером являются комплекты реплик времен Первой мировой войны от Airdrome Airplanes. Алюминиевые трубы фюзеляжа и хвостового оперения легко гнутся вручную по фанерным шаблонам.
На этой упрощенной последовательности показано, как формовочная матрица перемещается по часовой стрелке против нажимной матрицы для создания желаемого изгиба, в данном случае изгиба на 180°. , в частности 4130 хром-молибден. Для этого вам понадобится гибочный станок для штамповки, такой как трубогиб Model 3 производства JD Squared из Теннесси. Модель 3 существует уже много лет и доказала свое превосходство над гидравлическими трубогибами или роликовыми трубогибами. JD Model 3 продается примерно за 300 долларов без учета штампов. Это ручная версия трубогиба с гидравлическим приводом, который используется в бесчисленном количестве гоночных автомобилей и специализированных сварочных мастерских. Он не включает в себя подставку, но если вы сгибаете трубы, вы, вероятно, можете приварить свою собственную. Наборы штампов стоят от 130 до 400 долларов в зависимости от размера трубы и желаемого радиуса. Каждый комплект включает формовочную матрицу, пресс-форму и удерживающий ремень. Вы можете выбрать те, которые вам нужны, и добавить их в свою коллекцию по ходу дела.
Спонсор освещения авиашоу:
Рычажный и храповой привод на трубогибе модели 3 позволяет легко учитывать пружинение. Чтобы получить 90-градусный изгиб в этой секции диаметром 7/8 дюйма и стенкой 0,049 4130, необходимо было пройти 98 градусов.
В модели 3 используется рычаг и храповая система для создания крутящего момента, который приводит в движение формовочную матрицу вокруг пресс-формы и изгибает трубу. Каждый ход рычага добавляет всего несколько градусов изгиба, поэтому легко добиться точного угла. Каждая трубка имеет некоторую степень упругости, что означает, что упругие свойства трубки не позволяют ей точно соответствовать матрице или градусному колесу. Чтобы компенсировать пружинение, вы должны немного превысить заданный угол. Сколько зависит от размера, прочности и толщины трубы, которую вы пытаетесь согнуть. Согласно JD, 4130 будет пружинить в два раза сильнее, чем трубы из мягкой стали той же толщины.
Отметив, где труба выравнивается с формующей матрицей, вы можете точно определить, где ваши изгибы будут формироваться для любого конкретного размера трубы и толщины стенки.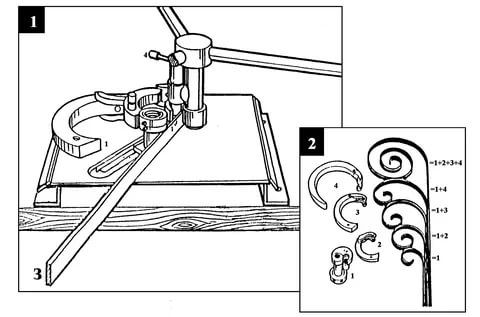
Изгиб шаблона и шаблона может быть сложной задачей, но использование модели 3 упрощает задачу, поскольку легко определить, где начинается каждый изгиб. Работая от центра к краю, согласно руководству, предоставленному JD (см. их веб-сайт), вы можете выполнять очень точные прогоны.
Самой большой проблемой при гибке труб является предотвращение перегибов и складок. Это может произойти, когда радиус изгиба слишком мал, трубка слишком тонкая, материал слишком мягкий или любое сочетание этих факторов. Вы можете устранить или, по крайней мере, свести к минимуму эти искажения, обеспечив некоторую внутреннюю поддержку. В производственных цехах используется оправка в форме шара или пули, закрепленная внутри трубы между формующей матрицей и пресс-формой. Метод домашнего магазина заключается в том, чтобы заполнить внутреннюю часть трубки чем-то, что обеспечит достаточную поддержку, чтобы противостоять силам, пытающимся сдавить трубку. Известно, что производители рогов наполняют трубы водой и замораживают их. Другой метод заключается в использовании низкотемпературного металла, похожего на припой, под названием Cerrobend. Очевидным недостатком замораживания является время и пространство, необходимые для закупоривания и замораживания больших или длинных кусков трубок. Cerrobend лишь немного более практичен. Хотя он плавится при низкой температуре (около 160 F), он все еще достаточно горячий, чтобы действительно гореть (не спрашивайте), и вам нужен приличный ковш и воронка, чтобы налить его в трубу. Более практичное решение — просто засыпать трубу песком. Как видно из фотографий, набивка песком значительно улучшила результаты при изготовлении 3-дюймового радиуса, 9Изгиб 0 градусов в трубке 4130 с наружным диаметром 7/8 и стенкой 0,049 дюйма.
Другой метод заключается в использовании низкотемпературного металла, похожего на припой, под названием Cerrobend. Очевидным недостатком замораживания является время и пространство, необходимые для закупоривания и замораживания больших или длинных кусков трубок. Cerrobend лишь немного более практичен. Хотя он плавится при низкой температуре (около 160 F), он все еще достаточно горячий, чтобы действительно гореть (не спрашивайте), и вам нужен приличный ковш и воронка, чтобы налить его в трубу. Более практичное решение — просто засыпать трубу песком. Как видно из фотографий, набивка песком значительно улучшила результаты при изготовлении 3-дюймового радиуса, 9Изгиб 0 градусов в трубке 4130 с наружным диаметром 7/8 и стенкой 0,049 дюйма.
Использование торпедного уровня упрощает ориентацию второго изгиба перпендикулярно первому.
(слева) Сухой изгиб на 90 градусов радиусом 3 дюйма в 7/8 x 0,049 дюйма 4130 привел к значительному сплющиванию (от 0,875 до 0,705 дюйма). Смазка пресс-формы немного помогла, но трубка все равно значительно деформировалась (0,770).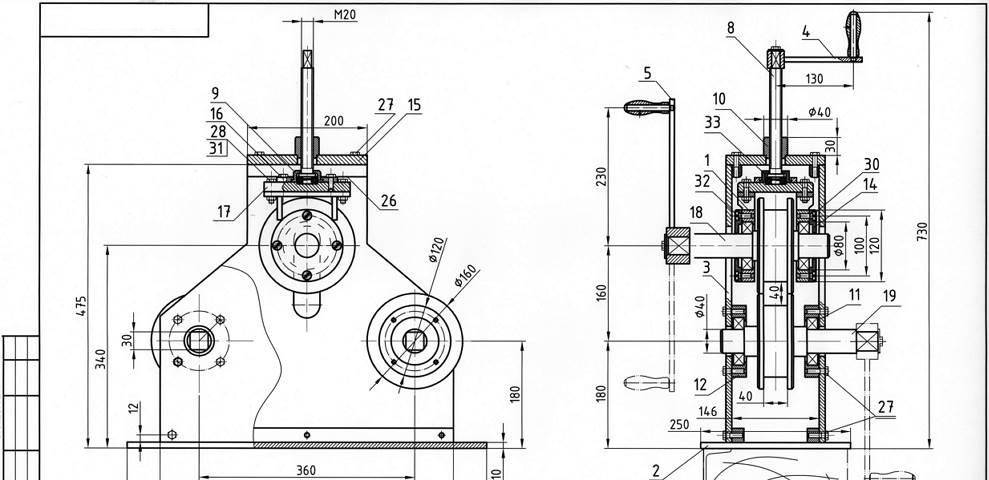 Только после заполнения песком (справа) я наконец добился приличного результата.
Только после заполнения песком (справа) я наконец добился приличного результата.
(слева) С нижним концом, закрытым стальной заглушкой, приваренной прихватками, песок утрамбовывается как можно плотнее с помощью домкрата и отбойного молотка или, что еще лучше, 10-тонного гидравлического пресса. (Справа) Как только песок уплотнится, приварите заглушку к открытому концу.
Трубогиб модели 3 является надежным дополнением к любой мастерской, которая планирует производить гибку даже небольшого количества труб. Я считаю, что наличие одного из них меняет способ проектирования деталей, потому что гибка труб выполняется быстро и легко и обычно выглядит более элегантно, чем сварное соединение.
Безусловно, Model 3 — не единственный способ сгибания трубы. Нагрев и гибка специальной формы (вместе с набивкой песком) может оказаться единственным способом получить изгиб, который не соответствует стандартному гибочному штампу.
Мастер-изготовитель EAA Баукен Ноак демонстрирует свой изготовленный на заказ трубогиб для изготовления каркасов сидений Ford Tri-Motor.