Содержание
Трубогиб для профильной трубы своими руками: чертежи, схема, видео
Как изготовить трубогиб для профильной трубы своими руками? С чего начать?
Что нужно знать, чтобы избежать ошибок? Как сделать чертеж устройства?
Посмотреть видео о том, как изготовить трубогиб, и найти ответы на эти вопросы вы можете, прочитав статью.
Что такое трубогиб?
Содержание:
- Что такое трубогиб?
- Как изготовить станок из подручных материалов?
- Гидравлический станок своими руками
Для чего применяется трубогиб, понятно из его названия. При помощи этого приспособления можно плавно изогнуть не только трубу, но и металлический профиль до необходимого угла без перегиба и излома.
Сделать это без трубогиба просто невозможно. При простом сгибе трубы металл заложится в складку, перекрывая внутренний просвет.
При использовании трубогиба этого не произойдет – изгиб будет плавным без складок и растяжения металла.
Трубогибы бывают промышленного изготовления, но их покупка часто бывает нецелесообразной из-за приличной стоимости. К тому же изготовить приспособление собственными руками совсем несложно.
К тому же изготовить приспособление собственными руками совсем несложно.
Фото:
Существует несколько различных видов трубогибов. Поэтому перед началом работы необходимо определиться с выбором конструкции.
Все приспособления для гибки труб и металлического профиля, независимо от их внешнего вида, можно разделить на три категории:
- гидравлические;
- электрические;
- механические.
Гидравлические трубогибы могут быть как огромными промышленными станками, способными согнуть трубу любого диаметра, так и ручными.
При помощи ручного гидравлического приспособления можно гнуть трубы до 2-3 дюймов в диаметре.
Фото:
Электрические ручные станки преимущественно применяют для сгибания труб с тонкими стенками. Эти приборы отличаются от гидравлических большей точностью и аккуратностью работы.
На изгибе, выполненном таким станком, нет ни малейших складок и заломов.
В бытовых целях чаще всего применяются механические устройства, при помощи которых при небольшом физическом усилии можно гнуть трубы из мягких металлов или полимеров.
Такой трубогиб для профильной трубы несложно изготовить собственными руками. Правда, гнуть им можно будет только трубы небольшого диаметра.
По принципу сгибания трубы все трубогибы классифицируются на четыре группы.
Они могут быть следующих видов:
- арбалетное устройство;
- пружинное;
- прокатное;
- дорновое.
Арбалетное устройство представляет собой две параллельных пластины с отверстиями для труб разных диаметров.
Труба просовывается в подходящие отверстия, после чего пластины разводятся в стороны. В результате водовод или профиль плавно изгибаются. Таким способом можно получить любой угол больше 90°.
Пружинный трубогиб оснащен тугой пружиной, благодаря разжатию которой происходит мягкий изгиб. Такие приспособления чаще используются для сгибания пластиковых труб или изготовленных из мягких цветных металлов.
Видео:
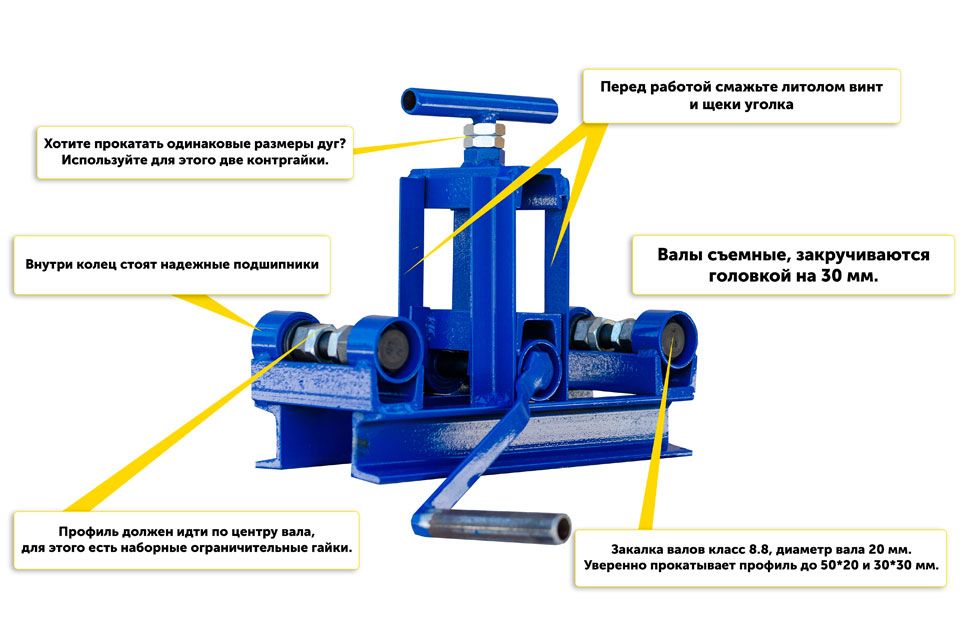
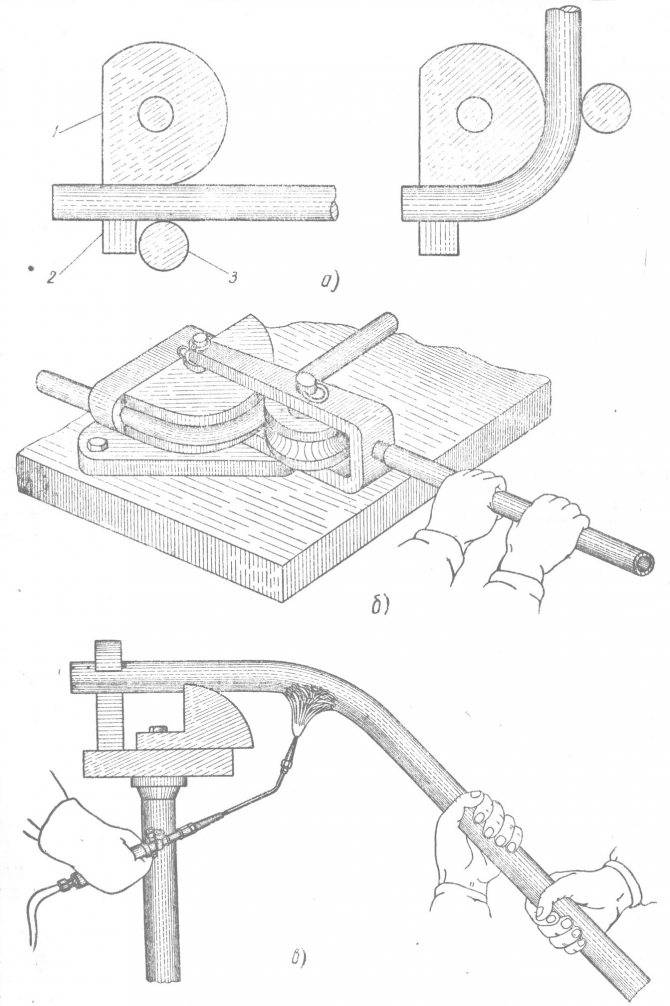
Устройство прокатного или, как его еще называют, сегментного трубогиба абсолютно просто. Прокатный трубогиб оснащен несколькими роликами.
Прокатный трубогиб оснащен несколькими роликами.
Изгиб происходит посредством прокатывания трубы или профиля вдоль одного из них. Таким образом можно произвести изгиб под любым нужным углом и даже завернуть профиль в петлю, обведя вокруг ролика. Для профильного металлопроката применяются ролики с прямоугольной оснасткой.
Дорновый тип самый простой. Участок трубы туго зажимается струбциной инструмента.
Свободный край гнется при помощи рычага. Для этого внутрь можно вставить кусок арматуры или надеть сверху кусок трубы с большим диаметром.
Особенностью станка являются дорны – цепочка из стальных шариков, помещаемая внутрь сгибаемого участка.
Дорны заполняют собой внутреннюю пустоту сгибаемого участка и не дают металлу образовать складку внутрь.
Такой метод также позволяет получить плавный изгиб без надломов и разрывов металла. Однако этот метод подходит только в том случае, если сгиб необходимо сделать на небольшом расстоянии от края трубы.
Как изготовить станок из подручных материалов?
Самодельный трубогиб для профильной трубы проще сделать по типу прокатного. Для его изготовления потребуется прочная деревянная доска, равная по толщине трубе. Можно использовать доску большей толщины.
На доске делается чертеж нужного изгиба. Важно следить, чтобы линия изгиба была плавной и округлой, без резких поворотов.
В идеале шаблон должен представлять собой ровный полукруг. Нужно обязательно обозначить на нем центр, так как он потребуется в дальнейшем.
Фото:
Далее следует выпилить заготовку по получившемуся шаблону. Готовую половинку ролика прочно крепят к рабочему столу.
С одной стороны от полученного полукруга прикручивается деревянный брусок на расстоянии сечения трубы.
Этот брусок необходим для фиксации конца трубы в нужном положении. Труба должна свободно проходить между полукругом и бруском, но не смещаться в сторону.
Теперь необходимо выпилить из доски круг меньшего диаметра. Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Центр этого круга и центр полукруга соединяются при помощи металлической пластины.
Расстояние между деталями должно равняться сечению профиля. Можно добавить пару миллиметров для свободы скольжения.
Свободный конец металлической пластины будет использоваться в качестве рычага. Поэтому для удобства его желательно обмотать изолентой или ветошью. Необходимо проверить, чтобы диск свободно вращался по всему периметру полукруга.
Видео:
Чтобы провести изгиб, диск приводится в крайнее положение вплотную с фиксирующим бруском. Между ними вставляется металлопрокат.
При помощи рычага маленький диск приводится в движение. Поворачивать его нужно не спеша, избегая резких движений.
Таким образом, прилагая сравнительно небольшое усилие, можно гнуть не только трубы, но и металлический профиль.
Вместо дерева ролики можно изготовить из полиуретана или даже металла.
Кроме того, можно предусмотреть изменение расстояния между роликами для изгиба профиля с различным сечением. Действие станка можно увидеть на видео в Сети.
Несмотря на кажущуюся простоту сборки станка, качественно сделать его не удастся, если не использовать чертежи при конструировании.
Если невозможно подготовить чертеж самостоятельно, то можно воспользоваться моделями, выложенными в Интернете, подогнав их под нужные размеры.
Такой станок подойдет, если требуется согнуть небольшое количество профиля. Если необходимость гнуть трубы возникает часто, то стоит задуматься об изготовлении гидравлического станка.
Трубы используются не только при устройстве водопровода или газопровода. Они являются замечательным материалом для постройки:
- парников;
- садовых беседок;
- ограждений.
Потому качественный станок для гибки труб и металлического профиля всегда пригодится в хозяйстве.
Гидравлический станок своими руками
Для изгибания профиля из более упругого материала можно сделать ручной гидравлический станок. Схема его устройства является довольно простой.
Схема его устройства является довольно простой.
Для работы потребуются следующие материалы:
- четыре металлических ролика;
- домкрат;
- металлический швеллер.
Перед работой необходимо выполнить чертеж устройства, чтобы избежать возможных ошибок.
Из швеллера варят короб, по длине равный домкрату в полностью выдвинутом положении. Этот короб капитально крепится к рабочей поверхности.
Изгибаемый профиль должен проходить перпендикулярно домкрату. Исходя из этого, крепятся два ролика.
Один – прямо напротив короба, на расстоянии, равном сечению профиля. Второй – на расстоянии 30 – 40 см от первого, с учетом того, чтобы профиль проходил между ними.
Фото:
Два оставшихся ролика крепятся на ручной рычаг, при помощи которого будет происходить изгиб. Можно предусмотреть возможность изменения расстояния между роликами.
В таком случае будет возможность гнуть трубы и профиль с различным сечением. Домкрат в данном случае будет использоваться для создания необходимого давления, поэтому его целесообразно брать с большей мощностью.
Домкрат следует установить так, чтобы с его помощью было легко регулировать нажим. Такое устройство обеспечит качественный сгиб профиля любой толщины. Как подготовить чертеж и собрать устройство, можно посмотреть на видео в статье.
Давая слишком большое усилие, возможно если не сломать, то значительно испортить трубу, снизив ее пропускную способность.
Для гибки металлопластиковых труб или изготовленных из мягких металлов лучше пользоваться ручным станком, не прибегая к гидравлическому методу.
Наиболее качественный изгиб получится в том случае, если ролики будут плотно прилегать к профилю.
Следует знать, что не любую трубу можно изогнуть под желаемым углом. Угол сгиба напрямую зависит от характеристик металла, из которого сделана труба.
Как правило, производитель указывает максимальный угол изгиба. Если продолжать гнуть трубу больше рекомендуемого угла, то металл не выдержит и лопнет.
У труб одного и того же производителя показатели сгибаемости могут различаться в зависимости от:
- материала, из которого изготовлен металопрокат;
- толщины стенок;
- диаметра.

У профильных труб из-за прямоугольного сечения возможный угол изгиба по определению меньше, чем у аналогичной трубы с круглым сечением. Способы сгибания профиля можно увидеть на видео в статье.
Как видите, изготовить ручной станок для гибки металлического профиля совсем не сложно.
Его можно сделать из подручных материалов своими руками. Зато сколько вариантов применения можно найти для согнутого таким способом профиля!
Фото:
Чтобы собранный своими руками станок не поддавался коррозии и симпатично выглядел, его можно покрасить после предварительной грунтовки.
Подвижные металлические части рекомендуется систематически смазывать литолом или солидолом.
Если станок установлен не в сарае, а прямо под открытым небом, то над ним можно устроить навес. В качестве основания для навеса может послужить согнутый на этом станке металлический профиль.
Успешного изготовления!
Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб.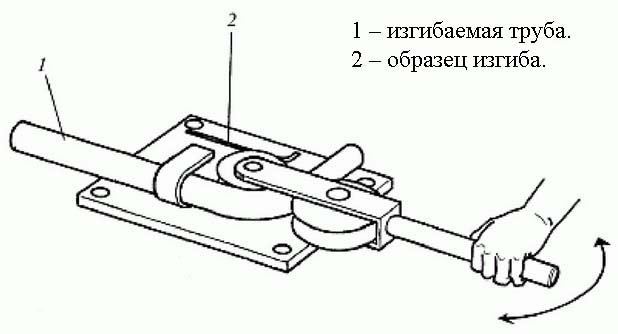 Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Трубогиб своими руками
Содержание
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
 Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
 В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
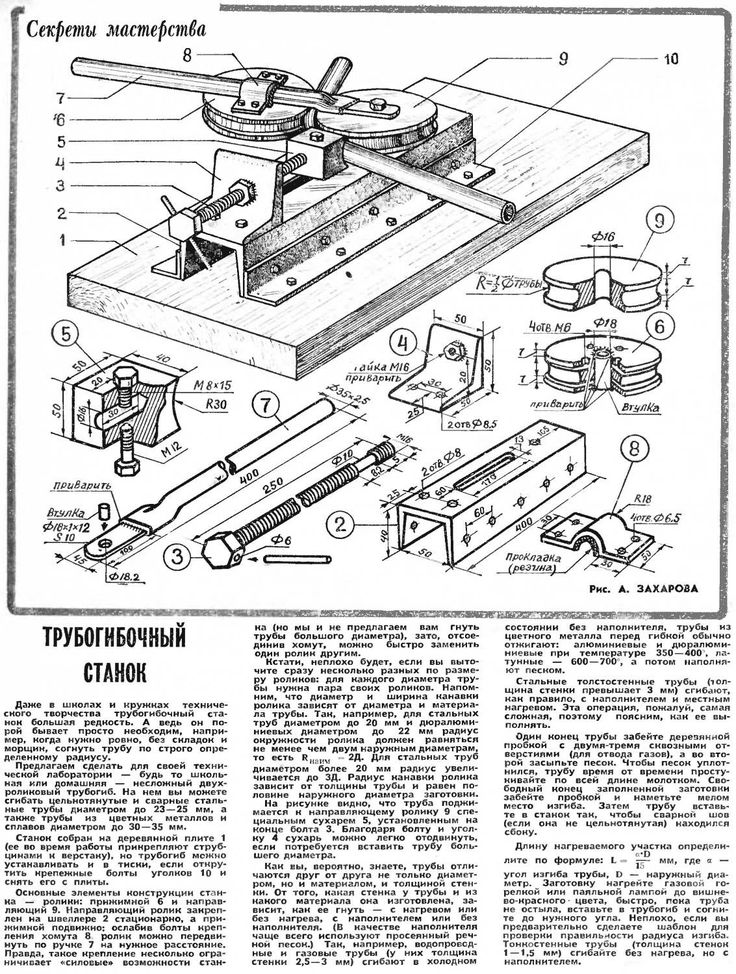
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.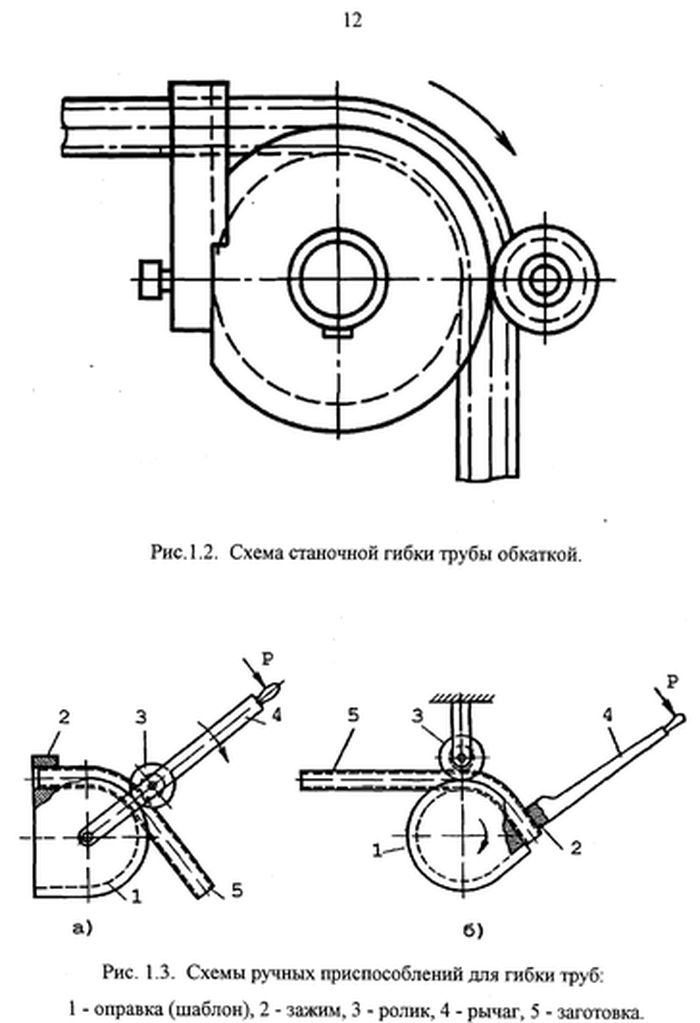
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.

Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
 Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
 Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием.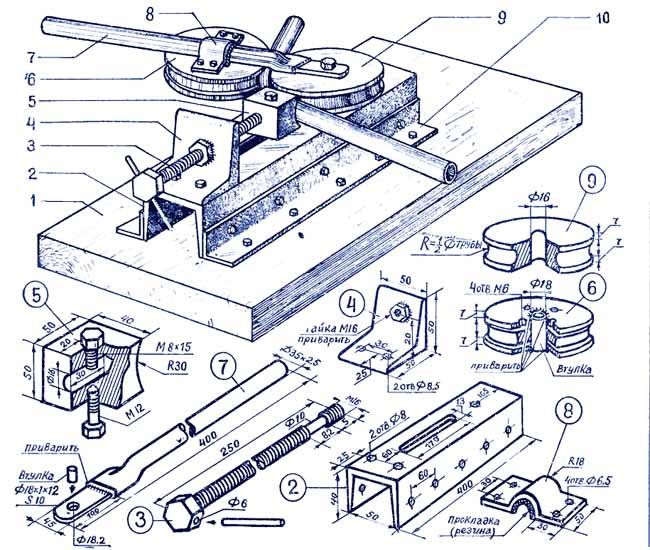 Арбалетный трубогиб обладает следующими особенностями:
Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.
Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод.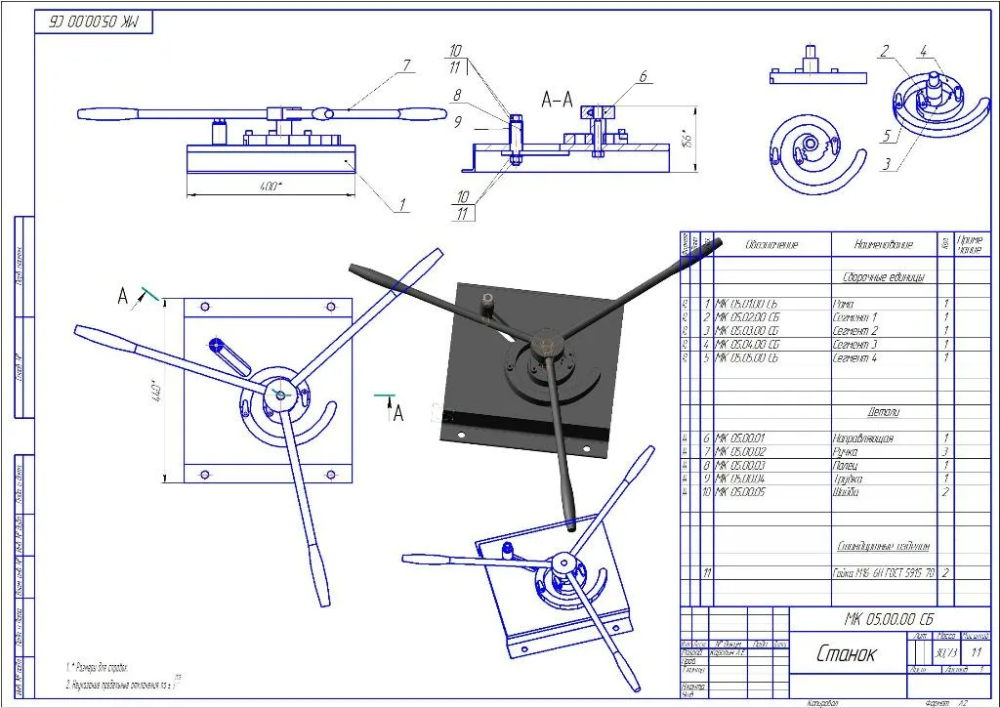 В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.
Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
 youtube.com/embed/Wtis5FytikI?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/Wtis5FytikI?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Расширенная гибка труб | Свагелок
Распечатать страницу
Страница электронной почты
Обучение продвинутой гибке труб
Часто говорят, что гибка труб — это искусство, а не наука.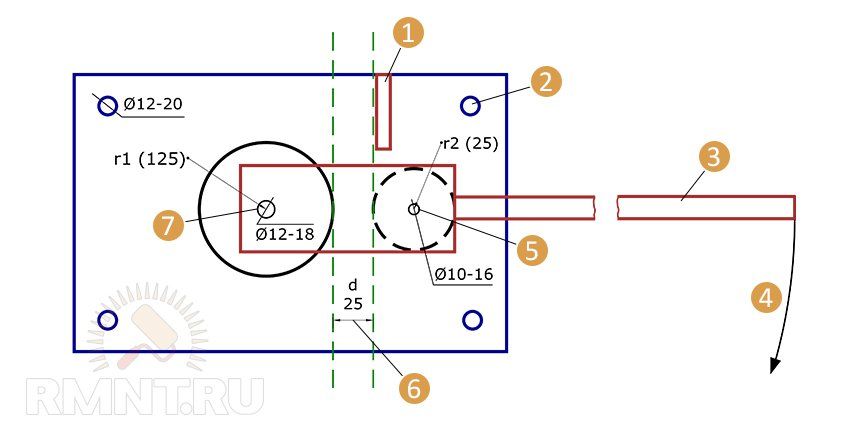 Хотя это правда, что изогнутая трубка может приобретать художественный вид, если все сделано правильно, настоящее искусство гибки трубок заключается в способности оператора
Хотя это правда, что изогнутая трубка может приобретать художественный вид, если все сделано правильно, настоящее искусство гибки трубок заключается в способности оператора
преодолеть переменные, присущие гибочному приложению. При правильном подходе, правильном обучении,
тщательное планирование, позитивный настрой и немного практики — почти каждый может успешно согнуть трубу.
Цель этой учебной программы — научиться применять метод гибки труб Swagelok, а также
как несколько советов и сокращений, которые помогут снять некоторые тайны с гибки труб.
Метод Swagelok точен для компоновки всех углов до 180 градусов включительно для всех размеров.
в пределах возможностей линейки трубогибов Swagelok.
ЗАПРОСИТЬ ДОПОЛНИТЕЛЬНУЮ ИНФОРМАЦИЮ О НАШИХ КУРСАХ ОБУЧЕНИЯ
МАГАЗИН ТРУБОГИБОВ
О курсе
Темы
- Объясните три переменных, которые необходимо учитывать при гибке труб
- Опишите пружинение, как оно влияет на процесс гибки и способы его компенсации
- Обозначение компонентов ручного трубогиба Swagelok
- Объясните назначение отметки длины прямой трубы на заводской табличке
- Объясните минимальную длину последнего участка и опишите, как можно использовать эту длину
- Объясните назначение трех типов маркировки, используемых в методе гибки труб Swagelok
- Рассчитайте длину трубы, используемой для смещения, учитывая всю необходимую информацию, необходимую для выполнения
расчет - Изгиб трубки в соответствии с формой, заданной шаблоном, с использованием данных по методу гибки Swagelok и трубогибочного станка
- Определите пять потенциальных дефектов изгиба и объясните их причины
Целевая аудитория
- Изготовители, монтажники, техники, подрядчики, инженеры и менеджеры, участвующие в проектировании и строительстве трубопроводов для технологических и аналитических контрольно-измерительных систем
Продолжительность курса
Доступны двух-, трех- и четырехдневные варианты, каждый день добавляя новые важные навыки:
- Двухдневный курс: Получите полное руководство по использованию ручных трубогибов до 1/2 в диаметре
- Трехдневный курс: Добавить подробное обучение по использованию настольных трубогибов
- Четырехдневный курс: Совершенствуйте свои навыки, обучаясь использованию электрического трубогибочного оборудования
Как зарегистрироваться
Чтобы зарегистрироваться для обучения, обратитесь в местный авторизованный центр продаж и обслуживания Swagelok, используя ссылку ниже.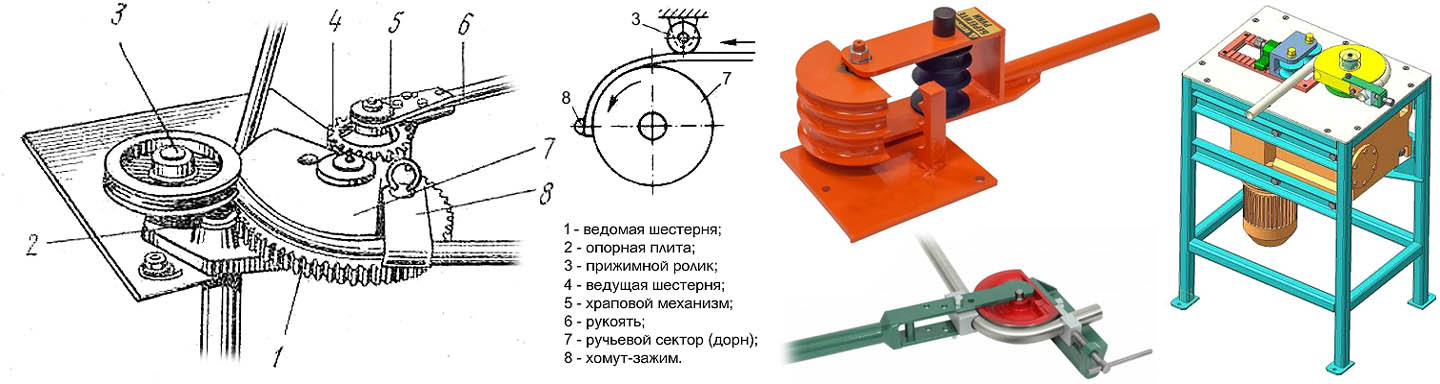 Затем они свяжутся с вами, чтобы обсудить детали и найти вариант, который подходит именно вам.
Затем они свяжутся с вами, чтобы обсудить детали и найти вариант, который подходит именно вам.
Запрос на обучение или дополнительную информацию
Изучите другие ресурсы по гибке труб
Изучите дополнительные образовательные ресурсы
Руководство по проектированию гибки труб
| Listertube Tube Engineering Services
Если вы не уверены в том, какой тип изгиба должен соответствовать требованиям вашей трубы, прочтите руководство Listertube по проектированию, содержащее информацию о преимуществах различных типов изгиба, размеров труб и радиусов изгиба. Загрузите и сохраните или продолжите чтение ниже.
СКАЧАТЬ БЕСПЛАТНО
Проектирование для производства
Часто даже самые компетентные конструкторы не полностью осведомлены о том, как именно работают трубогибочные машины и, следовательно, об их возможностях и ограничениях.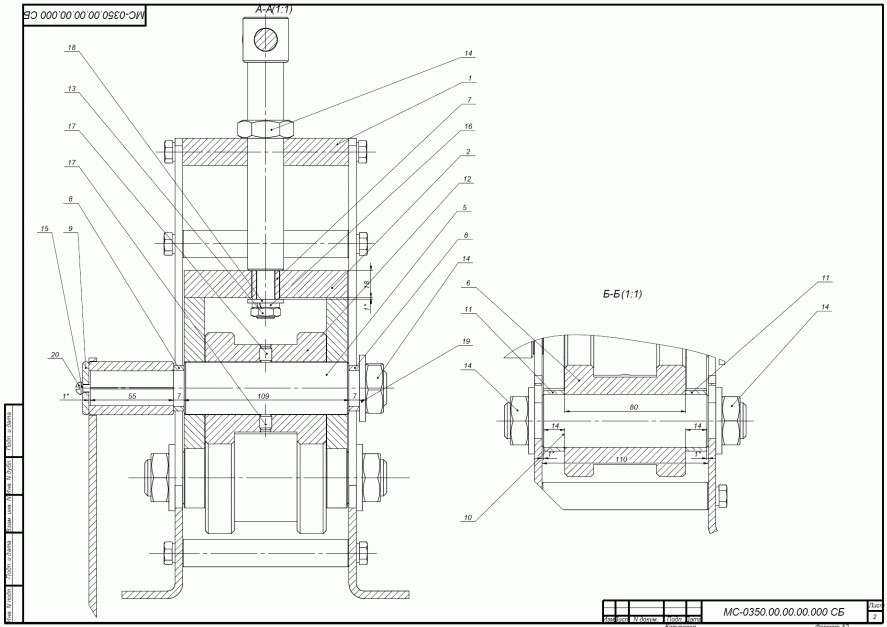 Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Обычно другие элементы в готовом изделии разрабатывались так, чтобы вносить изменения в трубку на этом этапе было сложно или невозможно, и все же с несколькими простыми изменениями это могло быть простым производственным изделием. Принимая во внимание несколько рекомендаций, вы можете гарантировать, что указанные вами трубные компоненты оптимизированы для производства без ущерба для необходимой вам функциональности.
Преимущества гибки труб
металлическая труба (или труба), обычно изготавливаемая из мягкой стали, нержавеющей стали, алюминия или меди и обычно круглого сечения, хотя возможно квадратное или прямоугольное (коробчатое) сечение, и даже овальные формы или более сложные сечения могут быть согнуты.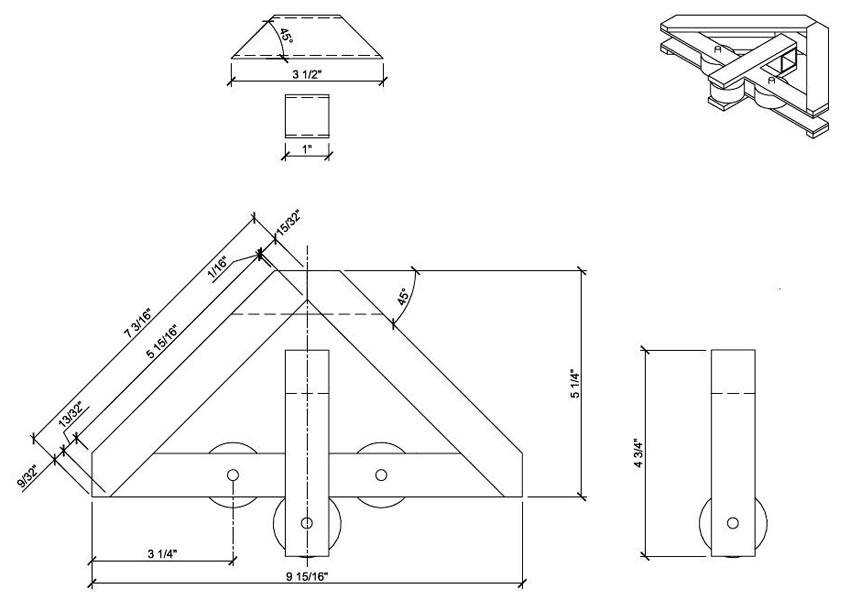 В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
Жесткая трубка более надежна, долговечна, зачастую имеет меньшую общую стоимость по сравнению с гибким шлангом и выглядит более привлекательно. Сложные пути изгиба или комбинации шланг/трубка могут исключить несколько компонентов и путей утечки. По сравнению с готовыми решениями труба имеет более эстетичный вид, обычно намного более экономична и обычно обеспечивает снижение веса
Типы гибки труб
различные способы гибки труб. В основном существует три подхода, известных соответственно как гибка сжатием, гибка вытягиванием и гибка валком.
Сгибание компрессионной трубки
Сгибание компрессионной трубки похоже на сгибание медной трубы вокруг колена; вы держите один конец трубки неподвижно и формируете трубку вокруг прежнего (в данном случае колена). Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, такому как сталь, тогда мощность машины станет существенной, и гибка вытягиванием станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или вытягивает трубу вокруг прежнего инструмента. Фактически, вместо того, чтобы труба была зажата позади шаблона, она прижата к шаблону, а зажим и шаблон вращаются, при этом труба огибает шаблон по дуге позади него, просто прижимаясь к шаблону с помощью пресс-штампа.
Как следует из названия, пресс-форма не зажимает трубу, а просто прижимает ее к шаблону, но трубу можно протягивать мимо нее.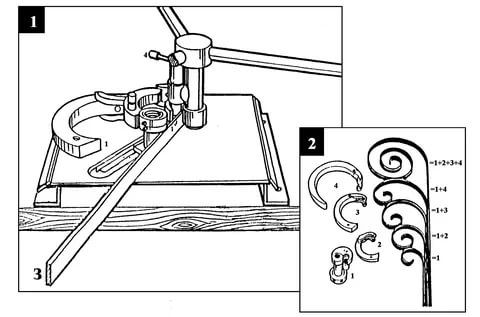 Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Вытяжная гибка
Вытяжные гибочные машины могут быть простыми с ЧПУ (с числовым программным управлением) или полным ЧПУ (с компьютерным числовым управлением). Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (относительно диаметра или спецификации материала) трубки склонны к разрушению при изгибе, и в процессе гибки вытягиванием (в отличие от гибки сжатием) можно поддерживать трубу в точке, где происходит изгиб, с помощью вставка оправки по центру трубы. По этой причине гибку вытягиванием иногда называют гибкой на оправке.
Роликовая гибка
Если вам нужна очень пологая кривая, т.е. большой радиус кривизны, то вытяжная гибка перестает быть осуществимой, так как размер инструмента (и станка для его установки) становится непомерно высоким. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Он работает, проталкивая трубку, как правило, через три ролика – два с одной стороны трубки и один между ними с другой. Если ролики слегка упираются в трубу, то она явно просто пройдет сквозь них, не прогибаясь, но при увеличении давления ролика труба начнет деформироваться, становясь вогнутой со стороны единственного ролика, поскольку два крайних ролика пытаются протолкните его вокруг внутреннего ролика. Чем больше давление, тем сильнее изгиб.
Существует два основных типа профилегибочных станков.
Первый
Часто называемый просто вальцегибочным станком, имеет только три валка, один или несколько из которых вращаются с усилием, чтобы втянуть трубу внутрь и между ними. Часто трубу перемещают между валками несколько раз назад и вперед для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Часто трубу перемещают между валками несколько раз назад и вперед для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Второй
Второй тип, когда валки свободно вращаются, и труба проталкивается через них (отсюда изгибание под давлением). Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
То есть гибка вытягиванием лучше, чем гибка валком?
На самом деле у них обоих есть свое место, потому что они делают совершенно разные вещи. Гибка вытягиванием предназначена для довольно узких кривых, типичных для большинства инженерных приложений, в то время как гибка валком предназначена для кривых большого радиуса, часто встречающихся в мебели или архитектурных работах.
Небольшой недостаток гибки вальцами заключается в том, что существует определенная степень проб и ошибок, связанная с получением правильной кривизны, особенно при гибке в первый раз, поскольку каждый другой диаметр трубы, толщина стенки и материал ведут себя немного по-разному под действием силы и поскольку нет фиксированной формы, вокруг которой изгибается трубка, эти факторы играют более важную роль.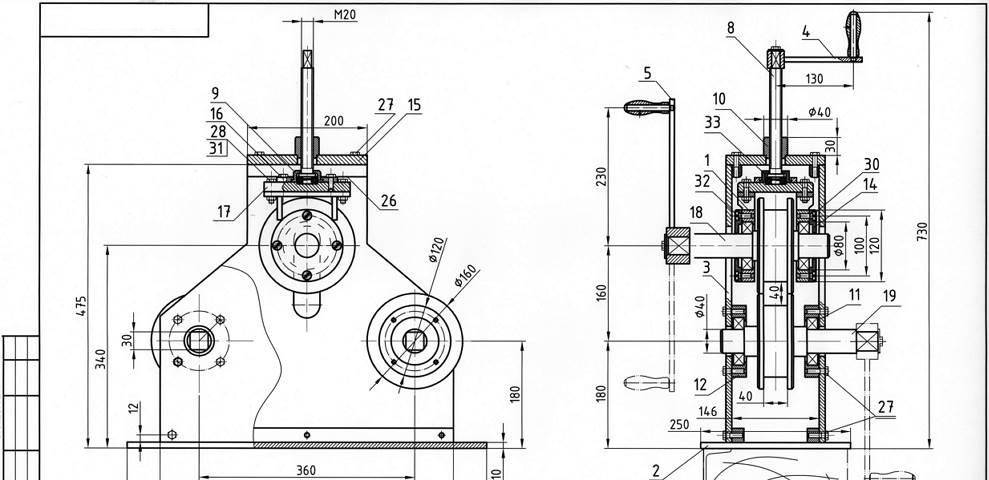 Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Вооружившись хорошим пониманием различных доступных процессов гибки, мы можем теперь рассмотреть процесс выбора, который может предпринять инженер-конструктор.
Размеры трубок
Выбор «стандартного» диаметра трубки имеет ряд преимуществ. Во-первых, материал более доступен, а цены, как правило, ниже, особенно если вам требуется небольшое или умеренное количество, так как в противном случае вы будете платить минимальную стоимость заказа партии. Во-вторых, у вашего субподрядчика по манипуляциям с трубами, скорее всего, уже есть подходящие инструменты, что позволяет избежать затрат на инструменты, которые могут варьироваться от 1500 до 3000 фунтов стерлингов даже для труб относительно небольшого диаметра, а это означает, что вы можете быстро получить ответ и/или быстро изготовить прототипы. . Наиболее популярные размеры труб до 50 мм:
. Наиболее популярные размеры труб до 50 мм:
Метрические размеры | |
| Внешний диаметр (мм) | Стенка (мм) |
| 4 | 1 |
| 6 | 1 |
| 8 | 1 |
| 10 | 1 |
| 12 | 1,5 |
| 15 | 1,5 |
| 16 | 2 |
| 18 | 1,5 |
| 20 | 2 |
| 22 | 2 |
| 25 | 2 |
| 28 | 2 |
| 30 | 3 |
| 35 | 3 |
| 38 | 4 |
| 42 | 3 |
Имперские размеры | ||
| Внешний диаметр (дюймы) | Стена (SWG) | Стенка (мм) |
| 3/16 | 22 | 0,71 |
| 1/4 | 20 | 0,91 |
| 5/16 | 20 | 0,91 |
| 3/8 | 18 | 1,22 |
| 1/2 | 16 | 1,63 |
| 5/8 | 16 | 1,63 |
| 3/4 | 14 | 2,03 |
| 7/8 | 14 | 2,03 |
| 1 | 10 | 3,25 |
| 1 1/4 | 10 | 3,25 |
| 1 1/2 | 10 | 3,25 |
| 2 | 10 | 3,25 |
Радиус изгиба
Когда мы говорим о радиусе изгиба, это относится к радиусу, измеренному до центральной линии трубы.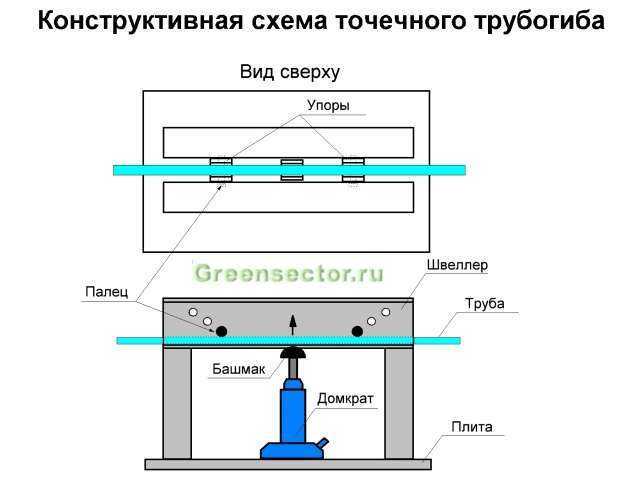
Каждый трубогиб будет иметь различный набор инструментов для радиуса изгиба вытяжки в зависимости от предыдущих работ, которые они выполняли, но, безусловно, наиболее распространенный будет соответствовать первому эмпирическому правилу;
Стандартный радиус изгиба 2 x D
Это означает, что если у вас есть труба с наружным диаметром 20 мм, то радиус изгиба, который вы можете выбрать, составляет 40 мм. Можно иметь более узкий радиус изгиба, даже такой низкий, как ½ x D, хотя все, что меньше 2 x D, обычно требует дорогостоящего инструмента и, возможно, гибки на оправке.
На другом конце шкалы максимальный радиус изгиба вытяжки определяется не характеристиками трубы, а тем, какой инструмент можно установить на гибочную машину. В зависимости от диаметра трубы это может быть очень большое число, но опять же, отход от стандартного 2 x D требует затрат на инструмент.
Если вам нужны изгибы с большим радиусом, то решением может быть изгибание с толканием или валком, и минимальный радиус, который действительно возможен при этом, составляет ;
Минимальный радиус изгиба ролика 7 x D
Технически возможно, чтобы плотность была больше 7 x D, но это во многом зависит от толщины стенки и свойств материала, поэтому в целях безопасности придерживайтесь этого правила.
Максимальный предел радиуса изгиба валком не ограничен, за исключением, конечно, оставления трубы прямой, что равносильно бесконечному радиусу изгиба!
Очевидно, что всегда имеет смысл проверить у вашего манипулятора труб, какие инструменты у них есть для выбранного вами диаметра трубы, прежде чем приступить к проектированию вашего компонента.
В качестве альтернативы, по возможности, допускайте широкий допуск на радиус изгиба. Например, если у вас есть простой изгиб на 90 градусов в 20-миллиметровой трубе, имеет ли для вашего проекта значение радиус изгиба 40 мм, 50 мм или 60 мм? Так почему бы не обозначить его как 50 мм +/- 10 мм.
Множественные радиусы изгиба
Если вам нужно более одного изгиба в трубе, следующий вопрос, который необходимо рассмотреть, — могут ли они все быть одного радиуса.
Простые гибочные станки — это так называемые одинарные гибочные станки, т. е. они могут работать только с одним набором инструментов за раз. Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
участие, поэтому это делается редко.
Мы часто видим чертежи, требующие двух разных радиусов изгиба, которые в действительности настолько похожи, что разница почти незаметна; зачем проектировать трубу с одним радиусом изгиба 70 мм, а другим 75 мм? Но люди делают. Если вы проектируете несколько радиусов, делайте это только в том случае, если вам это действительно нужно!
Если у вас должны быть изгибы с несколькими радиусами, вам понадобится машина с двумя, тремя или даже несколькими стопками (которая может иметь столько наборов инструментов, установленных друг над другом, сколько поместится на инструментальную стойку, и может индексировать между каждым их). Очевидно, что по мере увеличения ассортимента этих станков вы уменьшаете количество трубогибов, у которых будет это оборудование.
Если у вас есть изгибы очень близко друг к другу, которые не находятся в одной плоскости, вам, вероятно, понадобится укладочный станок с режущим инструментом (чтобы первый изгиб не загрязнял инструмент, пока выполняется второй изгиб ). Этот инструмент будет разработан специально для вас, поэтому, если объемы не являются достаточно значительными, чтобы оправдать его, вы можете рассмотреть возможность отказа от такого типа конфигурации.
Этот инструмент будет разработан специально для вас, поэтому, если объемы не являются достаточно значительными, чтобы оправдать его, вы можете рассмотреть возможность отказа от такого типа конфигурации.
Если вам нужно несколько гибов большего радиуса (более 7 x D), то это не проблема для проталкивающего гибочного станка (хотя на простом валковом станке это довольно сложно).
Иногда вам понадобится плавная кривая, плавно переходящая в плавную. Типичные примеры встречаются в мебельных приложениях. В этом случае вам понадобится компания по обработке труб, у которой есть гибочный станок с ЧПУ с комбинированными возможностями вытягивания и толкания.
Если вы хотите, чтобы на одном и том же компоненте использовалось более одного радиуса изгиба волочения в сочетании с радиусами изгиба валка, убедитесь, что ваша компания по производству гибки имеет многоярусный станок для вальцовки и вальцовки!
Изгиб слишком большой
Даже если вы выбрали стандартные размеры труб, стандартные радиусы изгиба и придерживаетесь ограниченного числа различных размеров изгиба, все еще существуют конфигурации изгиба, которые вызовут проблемы для манипуляторов труб и часто приводят к более высоким расходы для вас. Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Было бы невозможно перечислить все конфигурации трубок, которые могут быть проблематичными, но есть несколько возможных;
«Узлы»
Если есть петля из трубы с трубой, проходящей через нее каким-либо образом, то маловероятно, что ее можно изготовить на стандартном гибочном станке с ЧПУ. Иногда можно изготовить такие вещи на приспособлении для ручной гибки целиком, но вы определенно столкнетесь с затратами на инструменты, и даже это будет ограничено трубами меньшего диаметра, которые можно формовать вручную. В качестве альтернативы его, возможно, придется сделать из отдельных частей и соединить.
Изгибается под углом около 180 градусов и выше и туго скручивается на жестком материале.
Представьте, что мы хотим согнуть трубку в форме, похожей на греческую букву α, с одной «ножкой» трубки, пересекающей другую. Есть способы заставить гибочный станок с ЧПУ согнуть трубу на себя, а затем еще дальше. Проблема в том, что тогда труба запутается в каретке или другой части надстройки машины. Если изгиб имеет достаточно большой радиус и/или если диаметр трубы достаточно мал, тогда будет достаточно гибкости, чтобы трубу можно было поднять над любой частью машины и избежать загрязнения. В противном случае, вероятно, будет необходимо сделать разделы и присоединиться.
Большая длина гибки в определенных конфигурациях
Большинство протяжных гибочных машин являются «правосторонними», что означает, что если смотреть вниз на машину в сторону гибочной головки, изгиб будет справа. А теперь представьте, что вы делаете первый изгиб длиной, скажем, 2 метра. Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол. Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
В некоторых, очень редких случаях вам может удаться спроектировать трубу, требующую гибочного станка, который сочетает в себе возможность лево- и правосторонней гибки.
Если вы сомневаетесь, спросите…
Если вы разрабатываете конфигурацию трубы, которая, по вашему мнению, может быть чем-то необычным, лучше всего обратиться за советом к манипулятору трубы. Любая хорошая компания будет очень рада поговорить с вами и просмотреть ранние эскизы или чертежи дизайна, чтобы помочь вам получить наиболее удобный для производства компонент, прежде чем вы зафиксируете свой окончательный дизайн.