Содержание
Самодельные мини токарные станки по металлу
(Из книги Е. Васильева «Маленькие станки»)
Самоделкины из разных стран естественно не обошли вниманием и маленькие станочки. Вот несколько самодельных конструкций. В таких проектах обычно используются круглые шлифованные стержни в качестве направляющих, и потому такие конструкции часто напоминают легендарный Unimat DB/SL.
Пример самодельного станочка показан на фото (его основные корпусные детали изготовлены из алюминия).
В следующем токарном цыплёночке используется цанговый патрон с набором цанг от станка «Taig». На фото общий вид.
Дополнительные фото:
Передняя бабка,
Задняя бабка,
Шпиндель,
Суппорт
Цанги.
Как видим, простые в изготовлении круглые направляющие применяются во многих конструкциях. Но существует устойчивое мнение о слишком низкой жесткости такой конструкции. Возможно, это так, но у меня появилось подозрение — не миф ли это.
Может быть, направляющие и не виноваты во всех грехах, что им приписывают? Маленький станок любой конструкции, ну может за исключением промышленных станочков, имеет скромный запас жесткости. Например, я пользуюсь станками, где направляющие обычные, литые чугунные. И когда начинается свист и вибрация, я ищу причины в другом, подпираю деталь центром задней бабки, меняю режимы резания, меняю заточку резца и, в конце концов, нахожу какой-то приемлемый вариант и работаю. Но с проблемой низкой жесткости я и без круглых направляющих сталкиваюсь частенько. А вот если бы направляющие этих станочков были круглыми, возможно я бы пенял и плевался на них, не подозревая, что причина совсем не там.
Конечно, нет дыма без огня, но Юниматы DB/SL по-прежнему народ покупает очень охотно. И менять их ни на что не хочет, ни смотря на вроде бы низкую жесткость круглых направляющих. Кроме того, можно выполнить направляющие чуть потолще и покороче, как в станочке мастера.
И менять их ни на что не хочет, ни смотря на вроде бы низкую жесткость круглых направляющих. Кроме того, можно выполнить направляющие чуть потолще и покороче, как в станочке мастера.
Здесь описание и чертежи (http://www.chipmaker.ru/index.php?showtopic=211) этого самодельного станка. Ввиду дефицитности маленьких токарных патронов и их достаточно высокой стоимости, в станке применён сверлильный патрон вместо токарного.
Юрий Кимборович. Вид со стороны задней бабки
Юрий Кимборович. Привод Юрий Кимборович. Механизм подачи
С форума:
Ю.К. — Немного подробностей о конструкции:
Направляющие — стержни передних стоек амортизаторов ВАЗ 2109 диаметром 22 мм, со стороны тонкой резьбы обрезаны и проточены под стандартную резьбу М14х1,5, с другой стороны она уже есть.
Пришлось заказать корпус шпинделя, ось и заднюю опору для направляющих. Отверстия для направляющих и оси шпинделя делали с одной установки на координатке, от этого зависит точность. При сборке использовал прокладки из латунной фольги для установки направляющих. При следующих замерах выяснилось, что точность установки направляющих по оси шпинделя у задней опоры по горизонтали получилась 0,02 мм, по вертикали 0,05 мм. Для моих задач более чем нормально.
Отверстия для направляющих и оси шпинделя делали с одной установки на координатке, от этого зависит точность. При сборке использовал прокладки из латунной фольги для установки направляющих. При следующих замерах выяснилось, что точность установки направляющих по оси шпинделя у задней опоры по горизонтали получилась 0,02 мм, по вертикали 0,05 мм. Для моих задач более чем нормально.
Для супорта использовал болванку с отверстием под втулки для передней направляющей. Болванка и втулки разрезаны и стянуты винтами для регулировки люфта. В задней отфрезерована ступенька, которой супорт опирается через латунную прокладку на заднюю направляющую. Снизу поджимается пластиной 3мм. На супорт сверху привинчен однокоординатный столик от какого-то оптического прибора. Выточил для него ходовой винт М6 латунную гайку и два упора практически вручную, сверху на столике прикручена 5 мм пластина и резцедержатель. Продольный ходовой винт из стандартной шпильки М12, их на строительных ранках продают, закреплен в латунных втулках на корпусе шпинделя и задней опоры.
Задняя бабка сделана из куска 70 мм уголка, 12 мм пластины, в которой профрезерован треугольный паз под переднюю направляющую, и ступенька под заднюю, а также отрезка 20 мм стержня. Все это сварено «на глазок» но желательно поточнее. Затем бабка устанавливается на свое место. Нижний поджим на бабке регулируется так, чтобы она перемещалась вдоль направляющих с достаточно большим усилием. В патрон шпинделя зажимается сверло небольшого диаметра (я начал с 4 мм) и перемещая бабку к шпинделю, потихонечку, аккуратно просверливается в ней продольное отверстие. Затем берётся сверло больше на 0,5мм. и операция повторяется. И так до диаметра 6,7 мм. Приличная соосность гарантируется. Затем, в патрон вставляется метчик М8, и поворачивая патрон воротком — нарезается резьба в задней бабке.
В принципе, вкратце все. Буду рад, если кому-то пригодится.
В задней бабке вращающегося центра у меня нет — когда нужно, использую каленый неподвижный центрик, который вставляется вместо сверла в цанговый патрончик задней бабки.
— Замечательная самоделка! На рынке видел токарные патроны диаметром 80 мм. Не влезет такой на Ваш станок?
Ю.К. — Насчет патрона — 80-й для него слишком большой и тяжелый. Когда-то советская промышленность для часовых станочков выпускала токарный патрон 60 мм и обозначался он С92. Видел такой на часовом станке, но найти такой раритет не удалось….
Чертежи сделаны до изготовления станка в довольно простом векторном редакторе Xara X. Просто мне когда-то пришлось много в нем поработать и работаю в нем довольно быстро. Оформлять пришлось так, чтобы было понятно тем, кому заказывал детали. А эскизы перерабатывались раз 15 в редакторе в поисках упрощения конструкции, прежде чем приступить к металлу. Что получилось сами видите.
В принципе, он у меня трудяга. Большой станок только купил и сейчас ремонтирую, а на этом вся мелочевка точится уже год. Вчера, кстати, для коробки передач большого станка на нем выточил десяток контровочных винтиков М6х8.
Если есть вопросы по конструкции — задавайте, буду рад ответить.
***
Кем-то начатая, но не доведённая до конца работа — самодельный токарный станочек (найден на даче). Возможно, ещё получит вторую жизнь, так как нашёл нового хозяина.
Ещё одна самоделка, на этот раз собрана из готовых узлов разных станочков. На мой взгляд, получилась неплохая конструкция — только мотор добавить, да станину поставить на ножки. Фотография взята с Металлического форума.
Посмотрите и эту ссылку:
http://www.osipoff.ru/dump/forum.php?forum=37
и на ней раздел «Станки самодельные». Там много примеров разных конструкций, подобных той, что на фото.
Правда, с тем, что там написано про двигатели с постоянными магнитами, мол, такие двигатели крутятся стабильно, и якобы обороты зависят только от напряжения, я не согласен. При разной нагрузке такие двигатели, конечно же, меняют и частоту вращения. И при использовании в станочках нуждаются в стабилизации оборотов. Но это не беда — фотографии всё равно интересные, а стабилизатор оборотов изготовить — дело не очень хитрое и я ещё вернусь к этой теме чуть позднее.
Но это не беда — фотографии всё равно интересные, а стабилизатор оборотов изготовить — дело не очень хитрое и я ещё вернусь к этой теме чуть позднее.
Вообще весь сайт Андрея Осипова Электроника СТУДИЙНЫХ ВСПЫШЕК (http://www.osipoff.ru/) очень познавательный и интересный, причём именно этот сайт во многом послужил мне примером того, как можно сделать технический ресурс Интернета наглядным, интересным и информативным. Поэтому рекомендую его ресурс всем читателям, интересующимся не только станками, но, прежде всего, фотографией или электроникой.
Изготовить качественно узел шпинделя с подшипниками качения довольно сложно, но при не слишком больших нагрузках хорошо работают конические бронзовые втулки в сочетании со стальным шпинделем.
Для смазки таких втулок используются специальные маслёнки. Вот фото таких маслёнок на японском токарном Eguro и справа подобная маслёнка крупным планом.
Мини токарный станок по металлу своими руками
При необходимости изготовить сложное устройство для дома или огорода часто возникает необходимость произвести обточку цилиндрической поверхности. Мини токарный станок по металлу сможет оказать помощь при выполнении подобной работы. Необязательно его покупать. Простое оборудование подобного типа можно изготовить своими руками.
Мини токарный станок по металлу сможет оказать помощь при выполнении подобной работы. Необязательно его покупать. Простое оборудование подобного типа можно изготовить своими руками.
Вариантов для создания подобного станка несколько. Многое зависит от тех задач, которые предстоит решать с его помощью.
- Задачи для токарного оборудования
- Назначение оборудования
- Основные узлы
- Изготовление мини токарного станка
- Пошаговый процесс сборки устройства
- Изготовление станка на базе электродрели
Задачи для токарного оборудования
Цилиндрические и конические детали производят с помощью токарной обработки. Здесь реализуется принцип вращения детали относительно режущего инструмента. Во всех других видах обработки заготовка не перемещается.
При токарной обработке выполняют следующие операции.
- Выполняется вытачивание цилиндрической поверхности. При необходимости на ней выполняют ступени: один или несколько цилиндров разного диаметра располагают согласно задумкам конструктора.

- Точат уступы и канавки для упора или установки фиксирующих колец или шайб.
- Растачивают внутренние цилиндры или конические поверхности.
- Нарезают резьбу необходимого диаметра с определенным шагом. Ее располагают внутри или снаружи детали.
- С помощью вспомогательного инструмента сверлят соосные отверстия, зенкерами и развертками добиваются необходимой точности и чистоты обработки.
- При необходимости с помощью накаток придают специальное рифление поверхности или накатывают резьбу особого профиля.
- Имея болванки, с помощью давилок методом пластической деформации изготавливают тонкостенные детали из металла или пластических материалов.
- В мебельном производстве часто протачивают изделия сложной формы, их называют фасонными поверхностями вращения. Изготовление выполняется по специальным шаблонам или программам.

Назначение оборудования
В технологии обработки материалов резанием принято различать установки для обработки по классам точности. Основным критерием является материал, которому требуется придать определенные формы и параметры:
Основным критерием является материал, которому требуется придать определенные формы и параметры:
- Деревянные заготовки вытачивают на станках, обеспечивающих точность до 1 мм.
- Изделия из конструкционной стали точат с точностью до 0,05 мм.
- На станках повышенной точности (обработка изделий из инструментальных сталей), оборудованных микрометрическими измерительными инструментами можно добиваться исполнения до 0,005 мм.
Для домашних условий создают деревообрабатывающее оборудование, а при необходимости работы над металлическими заготовками нужны станки по металлу. Основные отличия заключаются в приводе для инструмента.
Если нужно вытачивать деревянную деталь, используют упор. На него опирают инструмент. Продольную и поперечную подачу выполняют вручную.
Обрабатывая металл, приходится противодействовать значительным усилиям сопротивления. Руками удержать режущие кромки довольно сложно. Поэтому используют вспомогательные приспособления, которые позволяют стабилизировать положение. У станкостроителей есть понятие о прочности СПИД.
У станкостроителей есть понятие о прочности СПИД.
Расшифровывают эту аббревиатуру так: станок, приспособление, инструмент, деталь. Все эти элементы должны сохранять определенную жёсткость, тогда гарантируется требуемая точность при обработке.
Основные узлы
Схема токарно-винторезного станка:
Основными узлами и деталями токарного станка являются.
- Все элементы размещаются станине. Она является основой для всего оборудования. Ее прочность гарантирует точность обработки заготовок. Промышленные образцы отливают из ковкого или модифицированного чугуна. Потом протачивают направляющие, по которым могут скользить вспомогательные приспособления. Чтобы гарантировать устойчивость этот элемент стараются сделать массивным, дополнительно крепят на мощное основание. Используют анкеры для фиксации фундаменту.
- Передняя бабка оборудуется шпинделем. На нем устанавливают патрон или поводковые механизмы. Внутри передней бабки размещают коробку передач. При необходимости частота вращения патрона может быть низкой или высокой.
- В нижней части передней бабки имеется еще коробка подач. Она нужна для организации перемещения инструмента.
- На станине с обратной стороны устанавливают заднюю бабку. Чаще всего используют пиноль. Ее размещают соосно со шпинделем передней бабки. Для обработки длинномерных заготовок тут ставят конус. Он может быть неподвижным или вращающимся в подшипниках. Можно разместить тут сверла или резьбонарезной инструмент. Специальный маховичок позволяет производить продольную подачу.
- Суппорт расположен сбоку от станины. Он перемещается по направляющим станины. Тут имеются приспособления для фиксации резцов, устанавливаемых в резцедержателе (специальном устройстве для установки нескольких типов инструмента). В суппорте есть вспомогательные приспособления, позволяющие осуществлять продольную и поперечную подачу инструмента при обработке. Задавая, условия перемещения, можно обрабатывать поверхность деталей по сложному профилю.

В качестве вспомогательных устройств станка используют:
- насос для подачи смазывающей охлаждающей жидкости (СОЖ) в зону обработки;
- поддон, тут собирается стружка, сюда же сливается СОЖ;
- локальная подсветка помогает токарю направить освещение на резец и деталь;
- защитный экран защитит человека от стружки, влаги и других опасных элементов.

Изготовление мини токарного станка
Для дома можно изготовить небольшой настольный станок. Вариантов для создания несколько. Самостоятельно можно создать изделие на базе дисков, выпиленных из толстостенной трубы или кругляка диаметром 120 мм.
Все детали для самодельного мини токарного станка вытачиваются на промышленном оборудовании. Используются токарно-винторезный станок 1А616, сверлильный станок 2А135. Понадобится сварочный полуавтомат, с его помощью выполняется сварка корпусных деталей.
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.
Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.
С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.
Винтами М6 можно закрепить остальные детали в заданном положении.
Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.
Вставляется направляющая так, чтобы совместить все имеющиеся элементы.
Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.
Вторая направляющая изготовлена точно также как и первая.
Собрав основание для передней бабки, приступают к сборке задней.
Каркас стягивают гайками. Создана основа будущей станины.
Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей.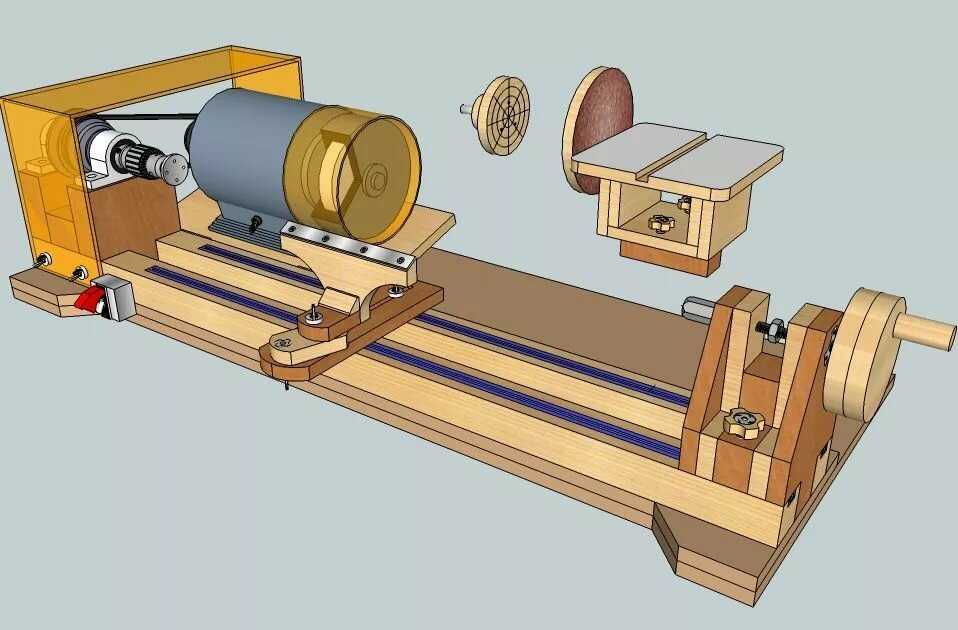 Проточки на валиках не позволяют смещаться.
Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.
Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.
Площадка для суппорта крепится винтами М6.
Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.
По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.
Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.
Зависит от направления вращения.
Отверстие с запрессованной втулкой создавалось для ходового винта.
Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.
Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.
Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.
Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.
Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.
На пластинах устанавливают направляющие поперечного перемещения.
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.
Сам шпиндель устанавливается внутри центральной втулки.
Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.
Центральная втулка крепится болтами к станине.
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.
Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Изготовление станка на базе электродрели
Если нужно вытачивать детали маленького формата, то станок можно изготовить из электродрели. Конечно, крупную деталь проточить не получится, но небольшие изделия можно изготовить на небольшом устройстве. В мастерской оно не займет много места.
Конечно, крупную деталь проточить не получится, но небольшие изделия можно изготовить на небольшом устройстве. В мастерской оно не займет много места.
Небольшой станок, максимальный диаметр детали составляет 13 мм. Станина сваривается из швеллера 60 мм. Для фиксации электродрели используется кольцо, установленное неподвижно на опору. Так создается передняя бабка. По швеллеру можно перемещать заднюю бабку.
Конструкция выполнена так, что охватывающий фрагмент профильной трубы имеет скользящую посадку по швеллеру.
Ходовые винты выточены из прутка Ø 14 мм. На них нарезана резьба М14.
Для установки резцов изготовлен резцедержатель. Он может устанавливаться в четырех положениях. При необходимости токарь в нем закрепит 4 разных резца.
Чтобы развернут нужный резец, высверлено центральное отверстие. Его ослабляют и поворачивают резцедержатель.
На станину устанавливается суппорт. Он тоже может скользить по направляющим станины. Ходовой винт продольной подачи определить положение относительно передней бабки.
Ходовой винт продольной подачи определить положение относительно передней бабки.
Поперечную подачу резцедержателя обеспечит ходовой винт. Он установлен внутри суппорта.
Сверху ставят резцедержатель. Основные элементы для инструментов размещены по месту.
Для закрепления детали используется патрон электродрели. Поясок электроинструмента закрепляется в кольце передней бабки.
Станок почти готов. Чтобы он стоял неподвижно, на лапках станины имеются отверстия. Ими крепят станок к столу.
Проходным резцом можно проточить поверхность заготовки. Его медленно перемещают в сторону передней бабки.
Заменив резец, ведут поперечное точение. Теперь образуется поясок. Так, комбинируя резцы, можно вытачивать изделия разной формы. При необходимости деталь крепится в задней бабке. Для этого в коническом отверстии устанавливается конус.
Станок готов, он удобен для миниатюрной работы. Получив опыт работы на подобном оборудовании, можно задумываться о создании более солидного устройства.
Republished by Blog Post Promoter
Разумные покупки: мини-токарные станки | Дерево
Если вы хотите попробовать свои силы в токарной обработке дерева, мини-токарный станок станет идеальным решением.
Каждый предлагаемый нами продукт был независимо отобран и проверен нашей редакционной командой. Если вы совершите покупку по включенным ссылкам, мы можем получить комиссию.
Зачем покупать? Если вы хотите попробовать свои силы в токарной обработке дерева, мини-токарный станок окажется идеальным решением. Конечно, они отлично подходят для точения ручек. Но мини-токарные станки отлично справляются и с другими задачами. Вы можете обтачивать миски, тарелки, полые сосуды, пробки для бутылок, ручки ящиков, шпиндели стульев и ножки столов — и все это примерно за половину или меньше стоимости самого дешевого токарного станка среднего размера. Мы определяем мини-токарный станок как любой настольный токарный станок с пропускной способностью 20 дюймов или меньше между центрами и 12 дюймов или меньше поворота (заготовка самого большого диаметра, которую вы можете обработать на токарном станке). Эти станки обычно имеют 1 ⁄ 2 л.с., и большинство из них имеют дополнительные удлинители станины для вращения более длинных шпинделей. Эксперт по токарной обработке журнала WOOD Брайан Симмонс протестировал все модели.
Эти станки обычно имеют 1 ⁄ 2 л.с., и большинство из них имеют дополнительные удлинители станины для вращения более длинных шпинделей. Эксперт по токарной обработке журнала WOOD Брайан Симмонс протестировал все модели.
Jet JML1014-VSI
Скорость: переменная, 500–3900 об/мин.
Вместимость: качание 10 дюймов, расстояние между центрами 15 дюймов.
Вес: 70 фунтов.
Дополнительные аксессуары: удлинитель станины 23 дюйма; подставка для токарного станка; удлинитель подставки для токарного станка. показано выше , управление переменной скоростью дает возможность незначительно изменять скорость, особенно в нижнем диапазоне для черновой обработки заготовки. Мотор 1 ⁄ 2 л.с. обеспечивал достойный крутящий момент, когда я вращал 9-дюймовую чашу и 15-дюймовый шпиндель, и, поскольку вибрация была небольшой, он также прошел мой постоянный тест на никелирование. Шпиндель Jet имеет резьбу со скошенной кромкой и прошел тест практически без биения. У него также было лучшее выравнивание центров; центр шпоры с длинными тонкими наконечниками, которым требовалось лишь легкое постукивание, чтобы поместиться во вращающуюся заготовку; и 1- 7 ⁄ 8 дюймов хода пиноли при растачивании.
Шпиндель Jet имеет резьбу со скошенной кромкой и прошел тест практически без биения. У него также было лучшее выравнивание центров; центр шпоры с длинными тонкими наконечниками, которым требовалось лишь легкое постукивание, чтобы поместиться во вращающуюся заготовку; и 1- 7 ⁄ 8 дюймов хода пиноли при растачивании.
Однако я нашел несколько областей для улучшения. пиноль вращалась внутри задней бабки. С трехъярусными шкивами мне не приходилось менять ремни так часто, но когда я это делал, это оказывалось трудным, потому что блок управления скоростью ограничивал доступ к нижнему шкиву. больше:
888-804-7129; jettools.com
Rikon 70-100
Скорости: 430; 810; 1230; 1810; 2670; 3900 об/мин.
Вместимость: качание 12 дюймов, расстояние между центрами 18 дюймов.
Вес: 86 фунтов.
Дополнительные аксессуары: удлинитель станины 24 дюйма, подставка для токарного станка, удлинитель подставки для токарного станка. по цене Chevy! Модель Rikon 70-100 имеет все: крутящий момент, мощность, низкую цену и множество замечательных функций. Один из трех 12-дюймовых мини-токарных станков, которые я нашел, 70-100 справляется с тяжелыми резами без вибрации— Я мог стоять пятак на станине токарного станка во время токарной обработки. Имея две скорости до 1000 об/мин, он обеспечивает большой крутящий момент в диапазоне, необходимом для черновой обработки заготовки. На самом деле это 1 ⁄ 2 Мотор мощностью 1000 л.с., поликлиновой ремень и ступенчатые шкивы создавали такой большой крутящий момент на самой низкой скорости, что я не мог остановить его или сделать так, чтобы ремень проскальзывал, когда я вонзал долото в 9-дюймовую заготовку вишневой чаши.
по цене Chevy! Модель Rikon 70-100 имеет все: крутящий момент, мощность, низкую цену и множество замечательных функций. Один из трех 12-дюймовых мини-токарных станков, которые я нашел, 70-100 справляется с тяжелыми резами без вибрации— Я мог стоять пятак на станине токарного станка во время токарной обработки. Имея две скорости до 1000 об/мин, он обеспечивает большой крутящий момент в диапазоне, необходимом для черновой обработки заготовки. На самом деле это 1 ⁄ 2 Мотор мощностью 1000 л.с., поликлиновой ремень и ступенчатые шкивы создавали такой большой крутящий момент на самой низкой скорости, что я не мог остановить его или сделать так, чтобы ремень проскальзывал, когда я вонзал долото в 9-дюймовую заготовку вишневой чаши.
Патроны и планшайбы легко устанавливаются на шпиндель благодаря скошенной резьбе. Задняя бабка имеет замок пиноли, отдельный от шпоночного паза, что предотвращает вращение пиноли в задней бабке. обеспечивает большой ход для бурения отверстий. Кроме того, он имеет встроенное хранилище для инструментов, 12-точечную делительную головку и достаточно места для очень простой замены ремня.
обеспечивает большой ход для бурения отверстий. Кроме того, он имеет встроенное хранилище для инструментов, 12-точечную делительную головку и достаточно места для очень простой замены ремня.
Чтобы узнать больше:
877-884-5167; rikontools.com
Jet JWL1220
Скорости: 500; 840; 1240; 1880; 2630; 3975 об/мин.
Вместимость: качание 12 дюймов, расстояние между центрами 20 дюймов.
Вес: 101 фунт.
Дополнительные аксессуары: удлинитель станины 28 дюймов, подставка для токарного станка, удлинитель подставки для токарного станка.
Jet JWL1220
Тест-драйв редактора:
Хотя новейший мини-токарный станок Jet стоит дороже, чем большинство моделей, он предлагает несколько уникальных функций, которые делают его стоит своих денег.С прочным чугунным корпусом и мощным 3 ⁄ 4 л.с., JWL1220 никогда не отказывался, так как я выполнял более тяжелые резы, чем кто-либо должен на мини-токарном станке.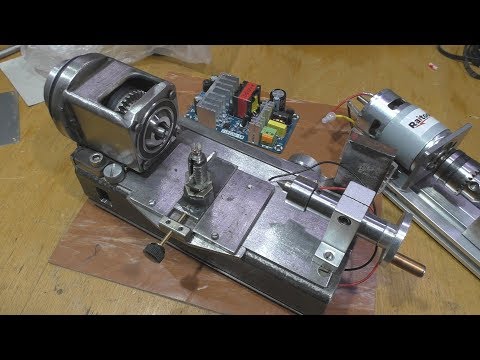 Несмотря на то, что он немного вибрировал во время жестких ударов, он плавно мурлыкал на протяжении большей части моей тестовой тренировки. Он имеет те же скорости, что и версия Jet JML1014 с фиксированной скоростью (не показана), но увеличенный корпус значительно упрощает замену ремня.
Несмотря на то, что он немного вибрировал во время жестких ударов, он плавно мурлыкал на протяжении большей части моей тестовой тренировки. Он имеет те же скорости, что и версия Jet JML1014 с фиксированной скоростью (не показана), но увеличенный корпус значительно упрощает замену ремня.
Поскольку JWL1220 имеет самую длинную станину мини-токарного станка, Jet включает в себя 6-дюймовые и 10-дюймовые подручники в качестве стандартного оборудования. Больший подручник позволил мне поворачивать полноразмерные шпиндели без необходимости перемещать подручник так же часто, как в 6-дюймовой версии, характерной для всех других мини-токарных станков. аут, 1- 7 ⁄ 8 «ход пера и встроенный отсек для инструментов. Единственное пожелание: хотелось бы, чтобы у лампы была более длинная шейка.
Подробнее:
888-804-7129; jettools. com
Недорогое удлинение станины для небольшого токарного станка
Советы по покупке
Джейсон Беннетт
11 декабря 2006 г.
Чтобы выточить стойки кровати, вам понадобится токарный станок с длинной станиной — дорогой инструмент, занимающий много места на полу. Менее чем за 100 долларов я сделал расширение для своего миди-станка. Когда он не используется, удлинитель снимается, и я храню миди-станок в стороне.
Прежде чем строить расширение, необходимо учесть некоторые параметры проекта. Направляющие должны быть достаточно плотными, чтобы выдерживать усилие зажима задней бабки и подручника. Кроме того, токарный станок должен иметь достаточную мощность, чтобы обрабатывать более длинные и тяжелые заготовки и крутящий момент при работе на дальнем конце.
Удлинитель состоит из трех частей: корпуса, направляющих и основания. Чтобы построить корпус, сложите несколько кусков фанеры в форме буквы U, чтобы они соответствовали поперечному сечению вашего токарного станка. Количество и размер ламинатов может варьироваться. (На эскизе показано поперечное сечение, которое подходит для моего токарного станка Jet Mini. )
)
Отрежьте один конец корпуса под углом, чтобы он совпадал с концом токарного станка. Основание представляет собой просто кусок 3/4 дюйма. фанера такая же длинная, как и корпус. Оставьте 1 дюйм или около того дополнительной ширины на основании, чтобы вы могли прикрепить его к скамье.
Для рельсов я использовал пластину из твердого клена и стали толщиной 1/8 дюйма. Клен снизит вибрацию, а сталь предотвратит сдавливание древесины задней бабкой. Прикрепите рейки к корпусу с помощью шурупов. Собранное приспособление должно соответствовать станине станка по высоте и поперечному сечению. Чтобы установить удлинитель, выровняйте удлинитель и токарный станок с помощью поверочной линейки, а затем закрепите удлинитель на верстаке.
Рисунки Джима Ричи.
Рисунки Джима Ричи.
Советы по деревообработке, советы экспертов и специальные предложения по электронной почте
Зарегистрироваться
×
Получите все!
НЕОГРАНИЧЕННОЕ Членство — это как пройти мастер-класс по деревообработке за меньшие деньги
чем 10 долларов в месяц.
Рекомендуемая мастерская
Он построил десятки круглых стендов Shaker за четыре десятилетия, так что нет никого более квалифицированного, чем Кристиан Бексвоорт, чтобы продемонстрировать создание этой классики. В этой серии видео из семи частей…
Избранные проекты и планы
Буфет Chris Gochnour сочетает в себе практичность, прочность и красоту в современном корпусе
Похожие статьи
Основные моменты
Развивайте свои навыки
при подписке на нашу рассылку
Плюс советы, рекомендации и специальные предложения от Fine
Деревообработка .Наш подкаст, выходящий раз в две недели, позволяет редакторам, авторам и специальным гостям отвечать на ваши
вопросы по деревообработке и связаться с онлайн-сообществом по деревообработке.Мы создали эти специальные коллекции контента, организованные для того, чтобы дать вам возможность глубоко погрузиться
в ряд тем, которые имеют значение.
