Содержание
Как сделать точечную сварку в домашних условиях
В гараже и домашней мастерской, в домашнем хозяйстве часто приходится пользоваться сваркой. Один из видов – точечная сварка, с ее помощью детали соединяются между собой в одной или нескольких точках. Такой сварочный аппарат, собранный своими руками, обойдется значительно дешевле, чем аналогичное заводское устройство.
Аппарат точечной сварки своими руками
В домашних условиях проще изготовить аппарат точечной сварки, где не регулируется сила тока, а для управления меняется длительность электрического импульса. Это делается при помощи выключателя или реле времени.
Самодельную точечную контактную сварку изготовить довольно просто. Ее основным узлом – сварочным трансформатором – может послужить трансформатор от старой микроволновки, телевизора, ЛАТРа, инвертора, другой техники. При этом обмотки в подходящем трансформаторе будут перематываться исходя из нужного напряжения и сварочного тока на его выходе.
Напомним, ранее мы описывали как сделать точечную сварку из микроволновой печи.
Здесь может быть использована готовая схема управления или специально разработанная. Подбор всех остальных комплектующих, в том числе для контактно-сварочного механизма, проводится в соответствии с мощностью и параметрами сварочного трансформатора. Для определения контактно-сварочного механизма ориентируются на вид сварочных работ, которые планируется проводить с этим аппаратом по той или иной известной схеме. Часто используют вариант сварочных клещей.
Поэтапный фотоотчет по изготовлению точечной сварки
Так выглядит схема нашего точечного сварочного аппарата.
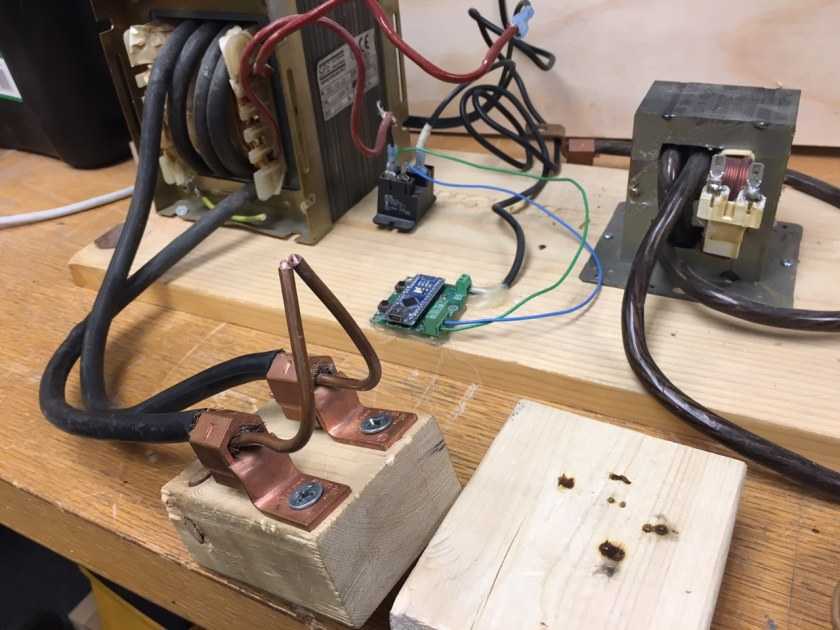
Общий вид. Корпус раньше принадлежал ламповому усилителю ТУ 100.
Крупный план.
Вид клещей.
Так расположен управляющий трансформатор.
С левой стороны – симистор.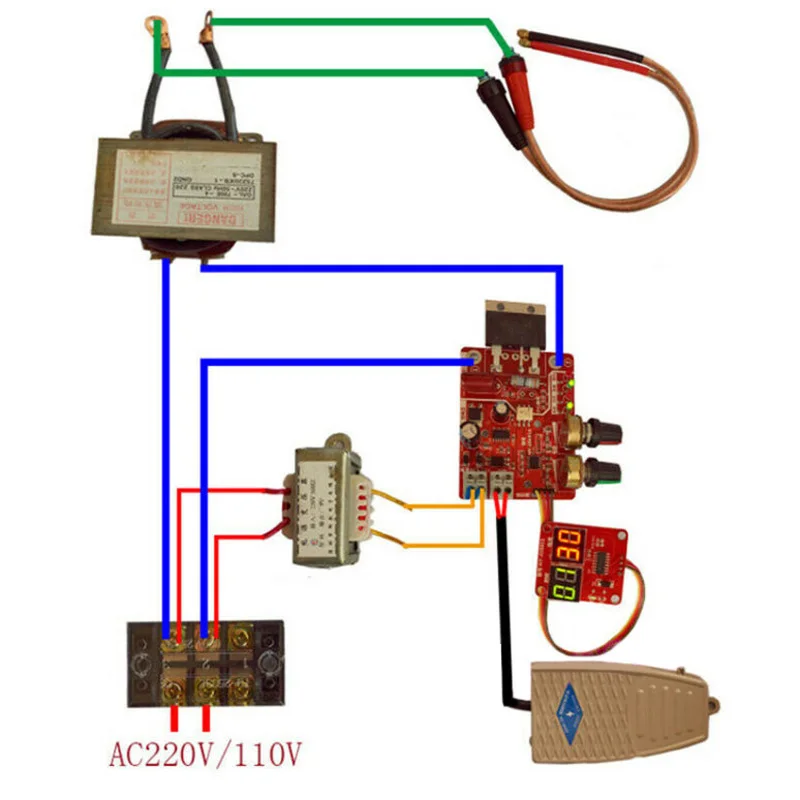
Кнопка включения на ручке. Для изготовления ручек взяты два стержня от масляного включателя.
Иногда приходится работать в труднодоступных местах – для этих случаев изготовлен пистолет с кнопкой включения, и бронзовый стержень, он подставляется внизу в виде второго электрода.
Это устройство автор собрал еще в 80-е годы, и оно сейчас так же работает. Это аппарат с трансформатором 2 КВт. Первичка была намотана Cu 2.44 мм, сколько витков – трудно вспомнить, однако он рассчитывался в качестве трансформатора напряжения с жесткими характеристиками. Со вторичкой Cu, с двумя проводами, 120 квадрат, 3 витка. Для управления в первом варианте использовано реле времени, но со временем более удобным оказалось управление ручным способом.
как сделать своими руками в домашних условиях, схема и особенности
Друзья! Давайте вместе поддержим Христианский портал!
Узнать подробнее
Содержание:
- Схема
- Особенности подбора электродов
- Изготовление контактной сварки из микроволновки
- Интересное видео
Проведение сварки в домашних условиях в последнее время стало пользоваться широким спросом.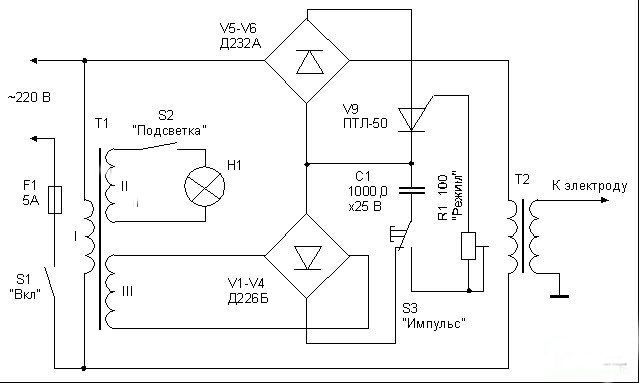 Но не всегда есть возможность приобретать профессиональное сварочное оборудование, оно стоит очень дорого и не всем может быть по карману. По этой причине многие интересуются, как можно сделать точечную сварку. Точечные приборы обладают простым устройством, их можно с легкостью изготовить, используя специальные чертежи и схемы.
Но не всегда есть возможность приобретать профессиональное сварочное оборудование, оно стоит очень дорого и не всем может быть по карману. По этой причине многие интересуются, как можно сделать точечную сварку. Точечные приборы обладают простым устройством, их можно с легкостью изготовить, используя специальные чертежи и схемы.
Схема
Перед тем как сделать точечную сварку своими руками требуется рассмотреть подходящие схемы. Наиболее востребована схема сварки, которая позволяет работать с металлическими листами с толщиной от 1 мм или проводкой и прутом с диаметром до 4 мм.
Но в данных ситуациях требуется учитывать некоторые важные особенности:
- для сварки требуются приборы с переменным напряжением в 220 Вт;
- показатель выходного типа напряжения, которое требуется при работе на холостом ходу, должен быть 3-7 В;
- самые высокие показатели электрического тока способны доходить до 1,5 тысячи Ампер.
Контактное сварочное оборудование имеет принципиальную схему, которая имеет в составе силовые части, автоматизированный выключатель и контрольную цепь. Если во время работы проявляются опасные проблемы, то для их устранение достаточно нажать на специальную кнопку, которая полностью отключит питание прибора.
Если во время работы проявляются опасные проблемы, то для их устранение достаточно нажать на специальную кнопку, которая полностью отключит питание прибора.
Особенности подбора электродов
Самодельная точечная сварка должна выполняться правильно с учетом важных нюансов. Для нее требуют электроды. Профессионалы при проведении работ на производстве применяют промышленные электроды, выполненные по ГОСТ 14111-69. Они обладают высоким качеством и имеют длительный срок службы.
Стоит отметить! Многие умельцы прибегают к самостоятельному изготовлению электродов. Для этих целей они используют специальные стержни. Чтобы правильно изготовить, можно посмотреть в интернете видео, в котором подробно описывается процесс самостоятельного изготовления расходных материалов.
Точечная сварка в домашних условиях должна выполняться электродами, которые имеют следующие особенности:
- В зависимости от мощности сварочного оборудования могут применяться медные стержни с диаметром от 5 до 15 мм.

- С одной стороны они вставляются в металлическую гильзу с зажимными болтами, которая закреплена на кабеле от трансформатора.
- Электроды обычно зажимаются при помощи болтов. Иногда может применяться пайка, это более надежное крепление, но в данном случае затрудняется смена электрода.
- Для медных электродов обязательно применяются провода из меди.
- Рабочие концы стержней могут быть заостренными, овальными или плоскими.

Изготовление контактной сварки из микроволновки
Если вы решили сделать контактную сварку своими руками, то для этих целей подойдет старая микроволновая печь.
Чтобы все было сделано правильно, стоит обратить внимание на несколько рекомендаций:
- печь разбирается и из нее извлекается высоковольтный трансформатор. Он должен быть в рабочем состоянии;
- трансформатор состоит из сердечника и двух видов обмотки — первичной и вторичной. Для соединения сердечника могут применяться два сварочных шва с небольшой толщиной;
- далее выполняется вторичная обмотка трансформатора. Для этого применяется медная проволока с таким же сечением, как и трансформаторная прорезь;
- для соединения двух частей сердечника потребуется эпоксидная смола. При склеивании части следует плотно прижимать;
- в конце изготавливается корпусная часть. Ее можно сделать из прочного дерева или пластика.
 Для этого применяется медная проволока с таким же сечением, как и трансформаторная прорезь;
Для этого применяется медная проволока с таким же сечением, как и трансформаторная прорезь;Если все сделать правильно, то можно будет получить качественное оборудование с отличной мощностью. Также стоит предварительно стоит узнать, как варить точечной сваркой, особенно если вам до этого не приходилось работать с данными приборами. Технология достаточно простая, она не требует наличия большого опыта и навыков. Главное нужно правильно настроить оборудование и соблюдать безопасность при проведении сварки.
Интересное видео
Рубрика статьи
Назад
Вперёд
Как сделать аппарат для точечной сварки в домашних условиях с помощью высоковольтного конденсатора
Что такое точечный сварочный аппарат?
Аппараты для точечной сварки представляют собой электрический инструмент, который используется для сварки двух металлических пластин посредством приложения давления и электрического тока. Точечная сварка используется в самых разных отраслях промышленности, включая, помимо прочего, производство листового металла и автомобилестроение; особенно для сборки кузовов автомобилей из листовой стали. Они обеспечивают прочный сварной шов и просты в сборке из небольшого количества компонентов. Итак, в этой статье мы рассмотрим пошаговый процесс изготовления аппарата для точечной сварки с использованием высоковольтного конденсатора.
Точечная сварка использует явление Сварка сопротивлением ; Сварка сопротивлением — это соединение металлов путем приложения давления и пропускания электрического тока в течение определенного времени через область металла, которая должна быть соединена, создавая прочный и сфокусированный сварной шов.
Аппаратные компоненты
Следующие компоненты необходимы для изготовления аппарата для точечной сварки
| Серийный номер | Компонент | Значение | Qty |
|---|---|---|---|
| 1) | Electrical Probes | – | 2 |
| 2) | Capacitor | 20uF/440VAC | 1 |
| 3) | Insulated Copper wire | 1,5 мм | Согласно необходимости |
| 4 | Безопасные перчатки и защитные очки | — | 2 |
| 5) | КОЛОК СОВЕРКА. 0037 1 0037 1 | ||
| 6) | Soldering Iron | 45W – 60W | 1 |
| 7) | Soldering wire & flux | – | 1 |
| 8) | Hard Plastic Bottle w / Cap | — | 1 |
| 9) | Плоская отвертка | — | 1 |
| 10) | .0038 | ||
| 11) | Bench Stand with clips | – | 1 |
| 12) | AC Wall outlet | 220V | 1 |
Useful Steps
The following are the steps on «Как сделать точечную сварку». БУДЬТЕ КРАЙНЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
БУДЬТЕ КРАЙНЕ ОСТОРОЖНЫ при работе с источниками переменного тока 220 В и высоковольтными конденсаторами.
1) Снимите выводы двух электрических щупов и припаяйте их к концам изолированного медного провода диаметром 1,5 мм.
2) Проделайте отверстие в крышке пустой пластиковой бутылки и подсоедините концы проводов к 2-полюсному разъему через крышку бутылки.
3) Подсоедините клеммы +ve и -ve конденсатора к щупам +ve и -ve соответственно, затем поместите конденсатор и источник питания в пластиковую бутылку и плотно закройте крышку.
4) Поместите металлическую поверхность для сварки с другой поверхностью (здесь мы используем металлическую клемму батареи постоянного тока) на изолирующую поверхность (предпочтительно пластиковую/деревянную подставку)
4) Сварка: Наденьте перчатки и защитные очки и поместите два щупа на клеммы под напряжением и нейтралью 220 В переменного тока на несколько секунд, чтобы зарядить конденсатор. ( НИ В КОЕМ СЛУЧАЕ ЭТОГО ПРОЕКТА НЕ ПРИКАСАЙТЕСЬ К МЕТАЛЛИЧЕСКИМ ЧАСТЯМ ЗОНДОВ ПОСЛЕ ЗАРЯДКИ КОНДЕНСАТОРА, ТАК МОЖЕТ ПОЛУЧИТЬ СМЕРТЕЛЬНЫЙ УДАР! ).
5) Закрепите свариваемую металлическую деталь с помощью сварочного стенда с зажимами типа «крокодил» и поместите их друг на друга так, чтобы они соприкасались друг с другом. Поместите один из щупов на нижнюю металлическую деталь и прижмите другой щуп к верхнему металлическому листу. Полетит несколько искр, после чего вы должны увидеть надежный самородок сварного шва. Полностью разряжайте конденсатор после каждой сварки.
Описание работы
Точечная сварка использует геометрию сварочных электродов для направления сварочного тока в требуемое место сварки, а также давление для сварки заготовок. Как только достигается достаточное сопротивление, материалы укладываются и объединяются, и формируется надежный сварной шов.
Меры предосторожности
- НЕ ПРИКАСАЙТЕСЬ к металлическим частям зондов после зарядки, так как это может привести к смертельному поражению электрическим током.
- НЕ прикасайтесь к поверхности двух металлических корпусов во время сварки, так как это может привести к сильному удару током.
- ВСЕГДА Полностью разряжайте конденсаторы после каждой точечной сварки.
- ВСЕГДА надевайте перчатки и защитные очки во время точечной сварки.

Применение
- Сварочные аппараты для точечной сварки обычно используются в таких местах, как автомобильные заводы и заводы по производству листового металла.
Похожие сообщения:
| ||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||
Каждый автомобиль, изготовленный из стали, использует множество точечных сварных швов для соединения частей кузова. На самом деле, типичный голый кузов содержит около 5000 точечных сварных швов, а некоторые автомобильные заводы производят более 20 миллионов точечных сварных швов в неделю. Точечная сварка прочная, дешевая и быстрая. Могут ли эти преимущества быть применимы и к использованию в домашней мастерской? Ну, новости не все хорошие. Как работает точечная сваркаТочечная сварка, также известная как контактная точечная сварка, является одним из старейших процессов электросварки. Элиу Томпсон, американский инженер английского происхождения, изобрел точечную сварку, и его главный патент в этой области был выдан в 1885 году. Он описал эту сварку как простой процесс: быть подключенным к На этой диаграмме показано то, что описывал Томпсон. Трансформатор состоит из первичной обмотки (подключенной к сети) и вторичной обмотки, подсоединенной к сварочным клещам или рычагам. Трансформатор снижает напряжение сети (например, 240 В) до гораздо более низкого напряжения (например, 2 В). Когда такой сильный ток проходит через сэндвич из зажатых листовых металлов, более высокое сопротивление, присутствующее в месте соединения двух металлов, вызывает выделение тепла. Этого тепла достаточно, чтобы создать «самородок» расплавленного материала, который при остывании соединил два листа. Металл не добавляется, и сварной шов фактически находится внутри соединения двух листов, а не снаружи их. На этой диаграмме сравнивается точечная сварка (слева) со сваркой, выполненной путем сверления отверстия в одном листе, а затем с помощью сварки MIG или TIG через отверстие для соединения листов (т. е. сварка электрозаклепками). Обратите внимание, что точечный сварной шов полностью внутренний. Чтобы тепло выделялось на стыке двух металлов, а не где-либо еще во вторичной цепи, все остальные сопротивления должны быть чрезвычайно низкими. Именно по этой причине точечные сварщики используют толстые медные стержни для формирования плеч и электродов. Это также является причиной того, что, хотя алюминий можно сваривать точечной сваркой, требуемые токи примерно в два раза выше, чем для сварки мягкой стали. (Алюминий является гораздо лучшим проводником, чем сталь, поэтому тепло, выделяемое на стыке двух листов, меньше.) Параметры сваркиЧем больше ток, протекающий через сопротивление, образованное двумя свариваемыми листами, тем сильнее происходит нагрев. На самом деле, если ток удваивается, теплотворная способность умножается в четыре раза, поэтому небольшие изменения тока имеют большее значение, чем вы ожидаете на первый взгляд. Помимо количества протекающего тока, еще одним важным фактором является синхронизация каждого шага процесса. Эти шаги: — Время сжатия – время, в течение которого листы сжимаются электродами до подачи тока. — Время сварки – продолжительность тока, часто измеряется в циклах (то есть частота сигнала переменного тока – обычно 50 или 60 циклов в секунду). -Время удержания – время, в течение которого электроды остаются в контакте со сварным швом после его формирования. Давление, с которым металлические листы удерживаются вместе, влияет на сопротивление в месте соединения. Если листы зажаты слишком сильно, сопротивление будет ниже (а значит, и нагрев). Но если сила слишком мала, электроды могут прилипнуть к работе, а также может произойти выброс расплавленного материала. Вмятина, образованная электродами, никогда не должна превышать 25 % толщины объединенных листов. Контроль времени сварки очень важен, и в некоторых машинах это фактически единственный параметр, который оператор может изменить. При слишком длительном времени сварки основной металл может нагреться настолько, что закипит, и металл вылетит из соединения; слишком короткое время, и самородок может сформироваться неправильно. Время выдержки, когда электроды находятся в контакте со сварным швом, но ток больше не течет, важно для определения скорости охлаждения сварного шва. Давление, приложенное во время выдержки, также способствует проковке сварного шва, когда он еще пластичен. Проверка сварных швовВ отличие от сварки MIG или TIG, когда внешний осмотр опытным глазом может многое сказать о качестве сварного шва, при точечной сварке внешний осмотр дает относительно мало информации. Поэтому лучшим способом оценки качества точечной сварки является разрушающее испытание образца. (Обратите внимание, что без этого вида контроля может быть получено совершенно неправильное представление о прочности сварного шва. Особенно при использовании машин меньшей мощности разрушающий контроль образцов сварных швов , должен быть выполнен .) Два теста — это тесты на отрыв и резание. Испытание на отслаивание состоит из отслаивания пары кусков, сваренных точечной сваркой. 1. В одном из кусков разорвано отверстие не менее диаметра наггета 2. Средний диаметр наггета превышает указанный в таблице ниже
Справа показан пример испытания на отрыв высококачественного точечного сварного шва, выполненного из листа толщиной 1 мм + 1 мм. Испытание долотом вдавливает долото в зазор между соседними точечными сварными швами до тех пор, пока не произойдет разрушение основного металла или сварного шва. Во время испытания долото не должно касаться сварного шва. Опять же, производительность сварного шва оценивается по диаметру сварного шва и по наличию разрыва отверстия в одном из листов. Аппараты для точечной сварки в домашней мастерской Самым большим ограничением при использовании аппаратов для точечной сварки в домашней мастерской является величина тока, которая может быть получена из сети, и, следовательно, величина тока, доступного во вторичной цепи для выполнения сварка. Все крупные промышленные сварочные аппараты рассчитаны на 415 В, трехфазные, поэтому могут быть очень мощными. Но однофазные, общие точки питания, как правило, ограничены номинальным значением 15 ампер, и даже это обычно требует специальной схемы на плате счетчика. Итак, какие однофазные небольшие ручные точечные сварочные аппараты доступны? А что они могут сварить? Telwin Modular 20/TI типичен для любителей. Для него требуется вилка на 15 ампер, а максимальный выходной ток короткого замыкания составляет 3800 ампер при вторичном напряжении 2 В. Устройство имеет таймер, регулируемый от 0,1 до 1,2 секунды, а усилие зажима может варьироваться от 40 до 120 кг. Он весит 10,5 кг и стоит около 1100 австралийских долларов. Важно отметить, что производитель указывает, что максимальная толщина стального листа, который он может сварить, составляет 1 мм + 1 мм.
Описанный выше аппарат Telwin является «правильным» сварочным аппаратом от известного производителя. Так что насчет гораздо более дешевых единиц, которые доступны? Многие дешевые ручные аппараты для точечной сварки на рынке имеют электроды, которые сужаются до тонких концов, что, в свою очередь, делает самородок меньше в диаметре. Некоторые дешевые аппараты также имеют меньшую мощность, чем Telwin, но при этом утверждают, что могут сваривать более толстые материалы (например, 1,5 мм + 1,5 мм). Очевидно, некоторые вещи здесь не складываются! Короче говоря, чтобы получить новый аппарат для точечной сварки, который будет давать хорошие точечные сварные швы, скажем, на стальном листе толщиной 2 мм + 2 мм, обычно требуется трехфазный блок с потребляемой мощностью около 16 кВт. Это ставит его вне диапазона домашней мастерской — как по стоимости, так и по требованиям к электропитанию. Помещая некоторые цифры в контекст, упомянутый в этой истории, Toyota заявляет, что для ремонта некоторых из их нынешних автомобилей требуется давление точечной сварки силой 300 кг вместе с подачей тока 10 000 ампер в течение 0,3 секунды. Таким образом, сборка кузова автомобиля с помощью точечной сварки того же качества, что и на заводе, в домашней мастерской невозможна. Тем не менее остается огромное количество изделий из листового металла, которые может сваривать небольшая машина для точечной сварки. Любой проект с использованием необработанного или оцинкованного тонкого листового металла, где вы, возможно, ранее использовали заклепки или винты и гайки, может быть быстро точечной сваркой. Но, вероятно, стоит сэкономить на сварочном аппарате приличной марки, а не на дешевом. Или… как насчет покупки старой подержанной машины? Именно этим мы и займемся во второй части этой серии.
Вам понравилась эта статья? Поддержите AutoSpeed небольшим взносом. Подробнее…
| ||||||||||||||||||||||||||||||||||||||||||||
 webpublications.com.au/static/images/interface/as/v3/top1.jpg»>
webpublications.com.au/static/images/interface/as/v3/top1.jpg»> Но сначала, как вообще работает точечная сварка?
Но сначала, как вообще работает точечная сварка? В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)
В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)


 Хорошим точечным сварным швом считается сварка, в которой:
Хорошим точечным сварным швом считается сварка, в которой: Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.
Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.

 Хонда говорит 350 кг и 9000 ампер.
Хонда говорит 350 кг и 9000 ампер.
 отвечать.
отвечать.
