Содержание
Как правильно варить шов электросваркой начинающим: технология и правила
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Содержание
- 1 Подготовительные работы
- 2 Возбуждение сварочной дуги
- 3 Первые шаги
- 4 Как делаются валики
- 5 Техника получения хорошего сварного соединения
- 6 Как продолжить сварку после её остановки?
- 7 Как получаются вертикальные швы
- 8 Как электросваркой сварить потолочный шов
- 9 Как варятся угловые швы
- 10 Как варятся стыковые швы
- 11 Подбор сварочных электродов
- 12 Зачем прокаливают электроды
- 13 Заключение
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
- Ржавчины;
- Масла;
- Окалины.
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Важно! Чтобы получить качественный шов, необходимо все время поддерживать одинаковую длину дуги. Если изменить эту величину, дуга может прерваться, шов будет иметь много дефектов.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.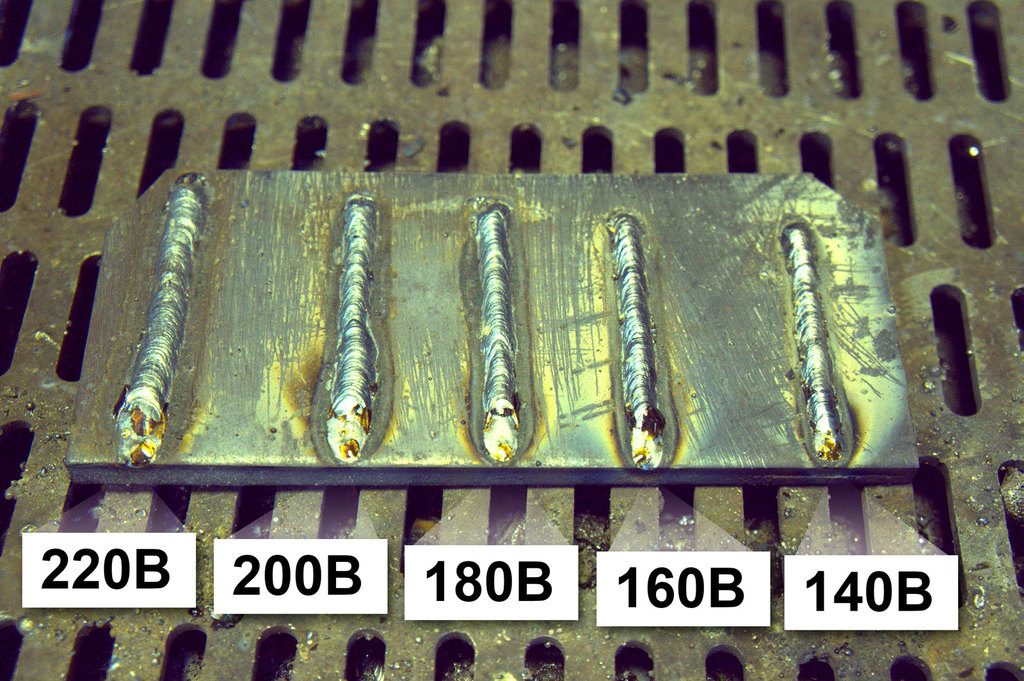
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
- Зигзагообразная;
- Петлевидная;
- Елочкой;
- Серпом.
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
- Тавровые;
- Стыковые;
- Угловые;
- Внахлест.
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
Для возобновления работы, необходимо выполнить следующие действия:
1.Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
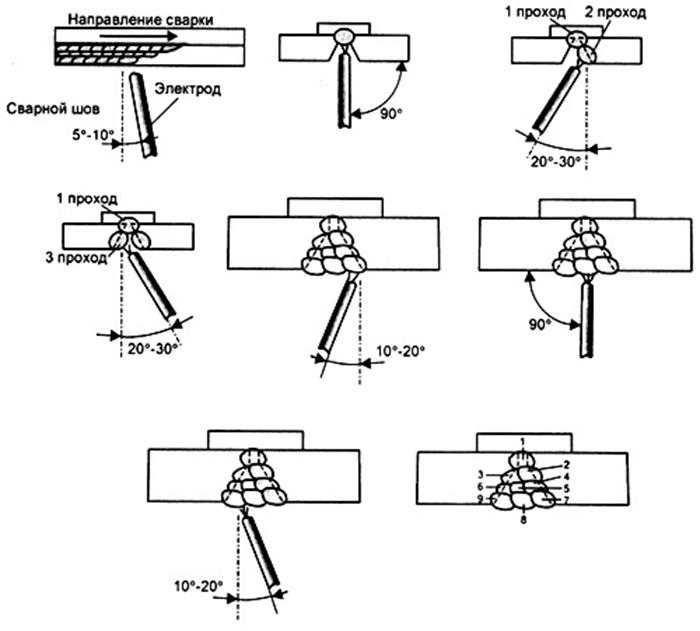
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
- Толщину заготовки;
- Марку стали.


В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
- Горизонтальная;
- Тавровая.
Сварка вертикального типа может быть:
- Снизу вверх;
- Потолочная;
- Тавровая,
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Похожие статьи:
Сварочный шов — как правильно накладывать швы?
0
Опубликовано: 29.05.2017
Накладывать правильный и качественный сварочный шов можно с легкостью научиться самостоятельно. Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Электрическая или дуговая сварка, рассчитанная на начинающих мастеров, подразумевает первоначальное обучение формированию данных соединений неразъемного типа. Начинать следует с самого простого, постепенно переходя к более сложным соединениям, когда удастся накопить достаточное количество опыта.
Оглавление:
- Подготовка к сварным работам
- Технология проведения работ
- Основы сварки с помощью электрической дуги
- Сварочный шов: как перемещать электрод?
- Сварка трубопроводов: особенности технологии
Подготовка к сварным работам
Для выполнения сварных соединений обязательно осуществляется подготовка соответствующего оборудования. Чтобы работать электрической дуговой сваркой, необходимо взять следующие инструменты и материалы.
- Непосредственно само сварное оборудование, которое бывает разного типа.
- Электроды необходимого диаметра — он обычно зависит от того, какая толщина соединяемых элементов.
- Специальный заостренный молоток, которым будут сбивать шлак.
- Металлическая щетка для зачистки участка металла, где формируется сварной шов.

Технология проведения работ
Чтобы правильно класть расплавленный электрод на формируемый сварочный шов, следует принимать во внимание, что сварка является не слишком простой и безопасной технологией. Прежде всего здесь подразумевается использование высокой температуры, которая должна превышать температуру плавления стали.
Под ее непосредственным воздействием осуществляется расплавление основного металла и электрода. Соответственно, возникает так называемая сварная ванна, где смешиваются металлы заготовок и электрода, в результате чего образуется сварное соединение или шов.
Размер сварной ванны напрямую зависит от того, какие были выставлены настройки на оборудовании, местоположения в пространстве, скорости, с какой перемещается электрод, зазора между свариваемыми элементами.
 Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.
Формирование правильного сварного шва подразумевает среднюю ширину соединения — от 4 до 30 мм, в зависимости от толщины заготовок.Основы сварки с помощью электрической дуги
Чтобы сделать надежное сварное соединение и правильно положить расплавленный материал электрода, необходимо пристальное внимание уделить началу проведения работ. Лучше всего начинать осваивать данную работу под присмотром опытного сварщика, который позволит избежать наиболее типичных ошибок и посоветовать в случае необходимости.
Соединяемые между собой детали должны быть жестко закреплены. В связи с тем, что работа производится при высокой температуре, необходимо предусмотреть все меры, касающиеся противопожарной безопасности. Поблизости от себя необходимо установить ведро с водой. Не следует выполнять работы на основании из древесины.
Не следует выполнять работы на основании из древесины.
Заземляющий зажим закрепляют на свариваемых элементах. Перед этим следует внимательно проверить качество его изоляции. Если она повреждена, пользоваться данным кабелем не следует. Кроме того, он должен быть надежно закреплен в специальном зажиме.
Грамотно выбранные настройки оборудования позволяют накладывать электрод плавно и равномерно, за счет чего производится наплавление металла на свариваемые элементы.
Такой зазор придется выдерживать в течение всего времени работы. Если все было сделано правильно, электрод начнет постепенно расплавляться и выгорать, поэтому его придется медленно подводить к заготовкам, сохраняя тем самым требуемое расстояние. Ближе подводить его не следует, так как он может прилипнуть. Если дуга не возникла, придется увеличивать силу тока на оборудовании.
Сварочный шов: как перемещать электрод?
Перемещать электрод при производстве сварных работ следует по одной из трех траекторий.
- Поступательное — электрическая дуга направляется вдоль оси соединяемых элементов. Это позволяет не только поддерживать ее постоянное горение, но и формировать довольно тонкий и прочный сварной шов.
- Продольное — позволяет обеспечить получение ниточного шва различной высоты, которая будет напрямую зависеть от того, с какой скоростью происходит перемещение электрода. По сути, соединение получается весьма прочным, но для его усиления придется совершать некоторые поперечные движения.
- Поперечное — обеспечивает формирование требуемой ширины сварного соединения. Оно подразумевает выполнение колебательных движений. Ширина шва выбирается на основе толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при проведении работ применяют все эти движения, которые при сочетании друг с другом образуют конкретную траекторию. Она обычно своя у каждого сварщика. В принципе сама по себе траектория не слишком важна, главное, чтобы кромки заготовок были как можно лучше проплавлены и, соответственно, получился шов с заранее заданными параметрами.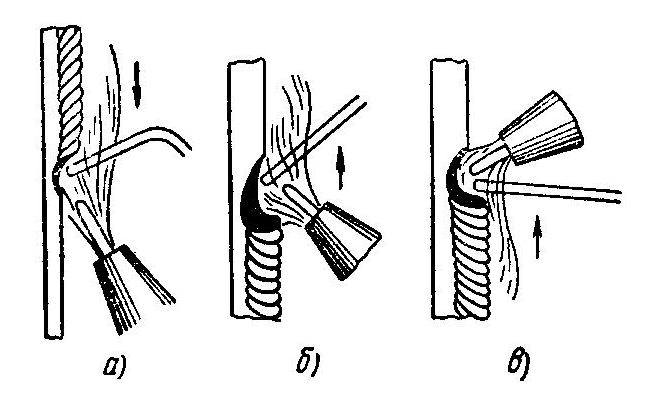
Сварка трубопроводов: особенности технологии
Стоит отметить, что сварка подразумевает формирование не только горизонтальных, но и вертикальных швов, что позволяет сваривать в том числе и промышленные трубопроводы, которые нуждаются в выполнении наиболее качественного соединения. В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, свидетельствующие об их высокой квалификации.
Сергей Одинцов
tweet
6 Советы и рекомендации по сварке – как правильно сваривать
Группа разработчиков Media Platforms
Если вы никогда раньше не занимались сваркой, современные простые в использовании устройства подачи проволоки ускорят процесс обучения. Время, чтобы зажечь ваше творчество.
Время, чтобы зажечь ваше творчество.
1
Прежде чем ты начнешь
Группа разработчиков мультимедийных платформ
Сначала потренируйтесь обращаться с пистолетом без сварки. Положите его ствол в одну руку и положите эту руку на стол. Другая рука воздействует на спусковой крючок пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте свою позу и движение оружия так, чтобы они казались естественными.
Подсоедините рабочий провод к заготовке и держите пистолет так, чтобы проволока соприкасалась с поверхностью сварного шва под углом примерно 30 градусов. Слегка прикоснитесь проволокой к поверхности, нажмите на спусковой крючок и осторожно потяните сварочный пистолет на себя, чтобы выполнить первый пробный сварной шов. Проволока должна плавиться в сварочной ванне с равномерной скоростью и издавать устойчивый потрескивающий звук. При необходимости отрегулируйте настройки сварочного аппарата.
2
Подготовьте металл
Группа разработчиков медиаплатформ
Наметьте линию твердосплавной чертилкой или столярным шилом и отрежьте ножовкой по металлу или ножовкой. Для прочного сварного шва очистите металл обезжиривателем.
3
Подготовьте металл (продолжение)
Команда разработчиков медиаплатформ
Затем отшлифуйте или напильником сделайте небольшой скос вдоль свариваемых краев. Это гарантирует, что сварной шов проникнет как можно глубже и зенкует его, чтобы вы могли зашлифовать его заподлицо. Не переусердствуйте, иначе вы прожжете металл при сварке.
4
Расположите части
Группа разработчиков медиа-платформ
При создании проекта, подобного нашему C-таблице, вам необходимо сформировать точные углы в 90 градусов. Сожмите скошенные поверхности вместе, оставив достаточно места для прихватки. Детали должны лежать ровно и аккуратно, без металлических заусенцев.
Сожмите скошенные поверхности вместе, оставив достаточно места для прихватки. Детали должны лежать ровно и аккуратно, без металлических заусенцев.
Проверьте положение узла угольником. Используйте плотницкий алюминиевый треугольный угольник внутри соединения или стальной столярный угольник снаружи.
5
Прихваточный шов
Группа разработчиков медиаплатформ
Соедините детали вместе в нескольких местах вдоль каждого стыка. Снова проверьте наличие прямых углов; если что-то смещается и выводит сборку из квадратной формы, сошлифуйте прихваточный шов, переместите детали и повторите попытку.
6
Завершить сварку
Команда разработчиков мультимедийных платформ
После того, как вы все прикрепите на место, наложите последние сварные швы. Как бы ни было приятно создавать красивые, гладкие сварные швы, не поддавайтесь искушению переусердствовать. Чем больше металла вы откладываете, тем больше вам нужно будет шлифовать.
Чем больше металла вы откладываете, тем больше вам нужно будет шлифовать.
7
Очистка после сварки
Группа разработчиков медиа-платформ
Сколоть шлак сварочным молотком, а затем использовать шлифовальный круг с зернистостью 36, чтобы сбить валики до окружающего металла. Чтобы получить ровную, гладкую поверхность, перемещайте шлифовальную машину вдоль сварного шва, а не поперек него. Удалите все следы лепестковым диском из циркония зернистостью 60.
Наконечник для окончательной обработки
Загрунтуйте и покрасьте сталь, отполируйте ее прозрачным воском или распылите на покрытие из прозрачного акрила. Но лучше сделать это раньше, чем позже. Вы же не хотите, чтобы образовался слой ржавчины.
8
Сделай этот металлический стол C
Команда разработчиков медиа-платформ
Наш стол C представляет собой элегантное преобразование мебели в промышленную форму. Две 16-дюймовые квадратные рамы соединены двумя 15-дюймовыми стойками. Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Две 16-дюймовые квадратные рамы соединены двумя 15-дюймовыми стойками. Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Идеальный проект для начинающего сварщика. Все 10 стальных деталей вырезаны из стальных труб площадью 1 дюйм и толщиной стенки 1/16 дюйма. Детали верхней и нижней рам соединяются под углом 45 градусов. Две стойки соединяются с рамами стыковыми соединениями. И сварка не может быть проще: дуговая сварка флюсовой проволокой с низкой настройкой силы тока и медленной скоростью подачи проволоки является настолько простым и щадящим процессом, насколько вы можете себе представить.
Как собрать сварочный стол (сделай сам)
Обновлено: 14 декабря 2021 г.
Признайтесь: вы всегда хотели научиться сварке. Этот простой проект научит вас, как это сделать.
Следующий проект›
Сварка пугает многих людей, даже некоторых из нас, заядлых домашних мастеров. И это обидно, потому что сварка открывает целый новый мир домашнего ремонта и крутых проектов. Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы.
Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы.
Эксперты DIY из журнала The Family Handyman Magazine
Видео: Как собрать сварочный стол
Руководство по сварке своими руками
Металлический сварочный стол — идеальный проект для начала, потому что вы можете построить все свои будущие сварочные работы проекты на нем. Материалы будут стоить около 160 долларов, и это один из лучших дизайнов сварочных столов, которые мы видели!
Этот стол был изготовлен с использованием Lincoln 210MP. Этот аппарат может работать как аппарат для сварки MIG (металл в среде инертного газа/подача проволоки), аппарат для сварки TIG (вольфрам в среде инертного газа) и аппарат для сварки электродом, но мы использовали функцию подачи проволоки для сварки в среде инертного газа (MIG).
Список материалов
- 1-1/4″ x 1-1/4″ x 1/8″ x 10’ уголок (3)
- Листовой металл 32″ x 20″ x 1/8″ (2)
- Круглая трубка 1-1/2″ x 1/8″ x 4″ (1)
- Ролик 4″ x 130 фунтов с тормозом (4)
- Гайки 7/16″, неоцинкованные или оцинкованные, подходят для роликов (4)
Список резки
Weld Smart — Stay Safe
- Наденьте толстые кожаные перчатки.
- Наденьте сварочную шапку под каску. (Да, мы знаем, что наш эксперт их не носил.)
- Носите рубашку с длинными рукавами и штаны из хлопка или кожи. (Они также защитят вас от дуговых лучей, которые могут обжечь вашу кожу, как солнечные лучи.)
- При резке пользуйтесь средствами защиты органов слуха и защитными очками.
- При сварке надевайте сварочную маску, чтобы защитить лицо от искр и глаза от вспышки сварщика (солнечный ожог глаз).
- Не допускайте летящих искр к горючим или взрывоопасным материалам.
- Не прикасайтесь к электроду (проводу) голой кожей и держите себя и свою одежду сухими.
- Снимите незакрепленные украшения.
- Всегда поддерживайте правильное заземление.
- Всегда выполняйте сварку в проветриваемом помещении, даже если вы используете вытяжку.
- Сваривать только голый металл. Вдыхание паров цинка и других гальванических покрытий может быть чрезвычайно опасным для вашего здоровья.

Покупка металла
Домашние центры и хозяйственные магазины предлагают небольшой ассортимент листового металла и обычной стали. Выбор и цены хороши для небольших сварочных работ, но для более крупных проектов, таких как этот стол, покупайте у поставщика металла. Поставщики металла взимают до 50 процентов меньше, и большинство из них сможет разрезать ваш листовой металл до точных размеров.
Сварка своими руками: сначала потренируйтесь
Каждый тип сварочного аппарата отличается, поэтому прочтите руководство по эксплуатации. Достижение хорошего сварного шва сводится к сочетанию правильного напряжения с правильной скоростью подачи проволоки, а это требует практики. Отрегулируйте настройки сварочного аппарата, потренировавшись на том же материале, с которым планируете работать.
Отрегулируйте настройки сварочного аппарата, потренировавшись на том же материале, с которым планируете работать.
Провод должен выступать примерно на 1/2 дюйма. от пистолета, и пистолет должен быть около 3/8 дюйма. от поверхности, прежде чем нажать на спусковой крючок. Когда вы работаете на горизонтальных поверхностях с помощью сварочных аппаратов с подачей проволоки, вам нужно сдвинуть горелку вперед. Газ создает свободную от локализации среду, что улучшает процесс сварки. Если вы вытащите пистолет, он может опередить газ.
Скорость, с которой вы двигаете пушку, также влияет на то, насколько горячим станет металл и сколько проволоки вы уложите. Одним из популярных методов сварки является небольшое перемещение наконечника вперед и назад во время движения. Называемый «взбиванием», он помогает контролировать вашу скорость, создает хорошее проникновение и приводит к более узкой бусине, чем если бы вы делали крошечные круги во время движения.
В процессе сварки не должно быть щелчков или хлопков. Если сварочный аппарат отрегулирован правильно, вы должны услышать постоянное жужжание или шипение, как при жарке бекона. Все это может показаться сложным, но всего за несколько минут вы будете создавать сплошные сварные швы.
Если сварочный аппарат отрегулирован правильно, вы должны услышать постоянное жужжание или шипение, как при жарке бекона. Все это может показаться сложным, но всего за несколько минут вы будете создавать сплошные сварные швы.
Резка металла отрезной пилой
Подобные четырнадцатидюймовые пилы для резки металла, оснащенные абразивным диском, стоят от 100 до 200 долларов. Эти пилы также могут резать кирпич и брусчатку. Большая пила для резки металла с твердосплавными зубьями режет металл как масло и с меньшим количеством заусенцев, но обойдется вам более чем в 250 долларов. Никогда не надевайте полотно с твердосплавными зубьями на абразивную пилу, потому что эта пила работает со скоростью, вдвое превышающей скорость вращения, что может привести к поломке полотна или даже к худшему. Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель.
Отшлифовать кромки
Сгладить шероховатые кромки угловой шлифовальной машиной. Также важно стереть краску или ржавчину. Сварочные аппараты с подачей проволоки лучше всего работают с чистым металлом.
Оставьте зазор
Металл из проволоки добавляется к сварному шву и немного набухнет. Если вы свариваете стыковое соединение, которое должно выглядеть хорошо, оставьте небольшой зазор, по крайней мере, толщиной проволоки, чтобы свести к минимуму налипание. Шлифование под прямым углом к соприкасающимся поверхностям также создаст место для проволоки и снизит профиль валика. Это не было решающим шагом в этом проекте, потому что эти сварные швы находятся в нижней части полок и их не будет видно.
Заземление металла
Заготовки необходимо заземлить, чтобы замкнуть цепь и создать дугу. Если ваше рабочее место представляет собой металлический стол, заземляющий зажим можно прикрепить к столу, но если это деревянный стол, зажим необходимо прикрепить непосредственно к заготовке. Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок.
Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок.
Сначала прикрепите
Выровняйте распорки полок на поверхности стола и зажмите их вместе. Прикрепите каждый угол скобы к столу и друг к другу перед сваркой всего соединения. Это позволит вам внести коррективы, если что-то пойдет не так.
Рассеять тепло
Слишком долгая сварка в какой-либо одной области создает избыточное тепло, которое расширяет металл настолько, что весь объект может деформироваться при остывании. Приварите несколько дюймов с одной стороны, поверните узел, приварите несколько дюймов с другой стороны и так далее. Нет необходимости заваривать весь стык между поверхностью стола/полки и распорками. Примечание. Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.
Придайте квадратную форму, закрепите, прихватите, а затем приварите
Выполните ту же процедуру, что и при сборке стола и полки: перед сваркой всех соединений убедитесь, что все правильно установлено и подходит друг к другу. Беритесь за одну ногу за раз. Подровняйте ножку к полке по горизонтали и вертикали, прежде чем прибить ее на место, а затем подровняйте, зажмите и прикрепите ножку к столешнице. Выполните ту же процедуру для остальных трех ножек. Имеются магниты, помогающие удерживать детали на месте, но обрамляющий угольник и С-образные зажимы также подойдут.
Беритесь за одну ногу за раз. Подровняйте ножку к полке по горизонтали и вертикали, прежде чем прибить ее на место, а затем подровняйте, зажмите и прикрепите ножку к столешнице. Выполните ту же процедуру для остальных трех ножек. Имеются магниты, помогающие удерживать детали на месте, но обрамляющий угольник и С-образные зажимы также подойдут.
Защита резьбы от брызг
Приобретайте ролики с резьбовыми стержнями (болтами), чтобы их можно было заменить в случае повреждения. Приварите гайку на место, пока она прикреплена к ролику. Таким образом, ролик идеально совпадет с нижней частью ноги. Всякий раз, когда вы свариваете рядом с гайками и болтами, всегда защищайте резьбу лентой.
Accessorize
Вы всегда будете искать безопасное место для установки сварочной горелки, поэтому держатель горелки является обязательным аксессуаром на каждом сварочном столе. Простая труба прекрасно работает. Вы также можете добавить коробку в конце для хранения ручных инструментов.
Сварка «вертикально вниз»
Лучше всего сваривать сверху вниз, поэтому по возможности старайтесь, чтобы поверхность сварки находилась в вертикальном положении. Процесс дугового разряда превращает металл в жидкость, а гравитация тянет его вниз, в результате чего валик становится более гладким.
Отшлифуйте острые края
Отшлифуйте острые края стола и любые некрасивые бусинки, которые вы хотите сгладить. Очистите поверхность металла перед покраской. Начните с бытового обезжиривателя/очистителя, а затем протрите ацетоном. Не красьте столешницу или верхнюю направляющую; вы не сможете заземлить свой следующий сварочный проект через стол с помощью зажима заземления.
Держите пистолет в чистоте
Сопло и наконечник пистолета покрываются брызгами, поэтому их важно периодически очищать. Сварочные клещи — идеальный инструмент для работы. Они также предназначены для резки проволоки и снятия втулок, наконечников и насадок, а в крайнем случае могут работать как молоток.