Содержание
особенности самодельных аппаратов и настройка мини-оборудования
Ни одна работа с железом не обойдётся без сварочного аппарата. Он позволяет резать и соединять металлические детали любых размеров и толщины. Хорошее решение — сделать сварку своими руками, ведь хорошие модели стоят дорого, а дешёвые — низкого качества. Для реализации идеи самостоятельного изготовления сварочника необходимо обзавестись специальным оборудованием, позволяющим оттачивать качественные навыки специалиста в реальных условиях.
- Виды и характеристики инструмента
- Инструкция изготовления
- Настройка оборудования
- Производство малогабаритного агрегата
Виды и характеристики инструмента
После того как все необходимые условия подготовительного этапа благополучно соблюдены, открывается возможность сделать модель сварочного устройства своими руками. Сегодня встречается множество принципиальных схем, по которым можно изготовить аппарат. Они действуют по одному из подходов:
- Постоянный или переменный ток.

- Импульсный или инверторный.
- Автоматический или полуавтоматический.

Стоит обратить внимание на аппарат, принадлежащий к трансформаторному типу. Важной характеристикой этого устройства является работа от переменного тока, позволяющая использовать его в бытовых условиях. Аппараты переменного тока способны обеспечивать номенклатурное качество швов сварных соединений. Агрегат такого типа легко найдёт своё применение в быту при обслуживании недвижимости, расположенной в частном секторе.
Для того чтобы собрать такое устройство, необходимо иметь:
- Около 20 метров кабеля или провода большого сечения.
- Металлическое основание высокой магнитной проницаемости, которое будет использовано в качестве сердечника трансформатора.
Оптимальная конфигурация сердечника имеет стержневую основу П-образной формы. В теории запросто может подойти сердечник любой другой конфигурации, к примеру — круглой формы, взятой из статора, пришедшего в негодность электродвигателя. Но на практике наматывать обмотку на подобное основание значительно сложнее.
Но на практике наматывать обмотку на подобное основание значительно сложнее.
Площадь сечения для сердечника, принадлежащего бытовому сварочному аппарату самодельного образца, равна 50 см 2. Этого будет достаточно для того, чтобы применять в установке стержни от 3 до 4 мм в диаметре. Использование большего сечения лишь приведёт к увеличению массы конструкции, а эффективность аппарата выше не станет.
Инструкция изготовления
Для первичной обмотки необходимо использовать медный провод с высокими показателями термостойкости, так как при выполнении сварочных работ она будет подвержена действию высокой температуры. Используемый провод необходимо выбирать по стеклотканевой или хлопчатобумажной изоляции, предназначенной для стационарного применения в зоне высоких температур.
Для обмотки трансформатора не допускается использование провода с ПВХ изоляцией, которая при нагревании моментально придёт в негодность. В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
В отдельных случаях изоляцию для трансформаторной обмотки изготавливают самостоятельно.
Чтобы выполнить эту процедуру, нужно взять заготовку из хлопчатобумажной ткани или из стекловолокна, нарезать её на полоски шириной около 2 см, обмотать ими заготовленный провод и пропитать бандаж любым лаком, обладающим электротехническими свойствами. Подобная изоляция по термохарактеристикам не уступит ни одному заводскому аналогу.
Наматывают катушки по определённому принципу. Вначале накручивается половина первичной обмотки, на которую следом идёт половина вторичной. Затем приступают ко второй катушке, используя ту же технику. Для повышения качества изоляционного покрытия между слоёв обмоток вставляют фрагменты полос из картона, стекловолокна или прессованной бумаги.
Настройка оборудования
Далее следует осуществить настройку. Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Она производится путём включения оборудования в сеть и снятия показаний напряжения со вторичной обмотки. Величина напряжения на ней должна составлять от 60 до 65 вольт.
Точная подгонка параметров осуществляется путём уменьшения или увеличения длины обмотки. Для получения качественного результата величину напряжения на вторичной обмотке следует подогнать под заданные параметры.
К первичной обмотке готового сварочного трансформатора подключают кабель ВРП либо провод ШРПС, который будет использован для подключения к сети. Один из выводов вторичной обмотки подают на клемму, к которой впоследствии будет подключаться «масса», а второй — подаётся на клемму, подключённой к кабелю. Последняя процедура закончена и новый сварочный аппарат готов к эксплуатации.
Производство малогабаритного агрегата
Для изготовления небольшого сварочного аппарата легко подойдёт автотрансформатор от телевизора советского образца. Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
Его можно запросто использовать для получения вольтовой дуги. Чтобы все получилось правильно, между выводами автотрансформатора подключают графитовые электроды. Эта несложная конструкция позволяет исполнить несколько простых работ с применением сварки, таких как:
- Изготовление или починка термопар.
- Разогрев до максимальной температуры изделий из высокоуглеродистой стали.
- Закалка инструментальной стали.
Самодельный сварочный аппарат, созданный на базе автотрансформатора, обладает существенным недостатком. Использовать его необходимо соблюдая дополнительные меры предосторожности. Не имея гальванической развязки с электрической сетью, он является довольно опасным прибором.
Оптимальными параметрами автотрансформатора, пригодного для создания сварочного аппарата, считают выходное напряжение в пределах от 40 до 50 вольт и малая мощность от 200 до 300 ватт. Этот аппарат способен выдавать от 10 до 12 ампер рабочего тока, что будет достаточно при сварке проводов, термопар и других элементов.
В качестве электродов для созданного своими руками мини сварочного аппарата можно использовать грифели от простого карандаша. Держателями для импровизированных электродов могут послужить клеммы, которые есть на разных электроприборах.
Для производства сварочных работ держатель подсоединяют к одному из выводов вторичной обмотки, а свариваемую деталь к другому. Ручку для держателя лучше всего изготовить из стеклотекстолитовой шайбы или из другого термостойкого материала. Следует заметить, что дуга подобного устройства действует достаточно кратковременно, не давая перегреваться используемому автотрансформатору.
Как имитировать точечную сварку?
05.03.2020 vic3d Кузовной ремонт
Имитация точек контактной сварки может потребоваться для восстановления заводского вида отремонтированной области кузова автомобиля. На кузове есть места, где невозможно подступиться контактной сваркой даже при её наличии. Для имитации точек сварки могут потребоваться разные инструменты и методы, в зависимости от доступа к месту, где должны быть точки контактной сварки. В этой небольшой статье описаны несколько разных способов имитации точек сварки. Точки лучше расположить на немного разном расстоянии и с небольшим смещением, как это бывает с завода.
Для имитации точек сварки могут потребоваться разные инструменты и методы, в зависимости от доступа к месту, где должны быть точки контактной сварки. В этой небольшой статье описаны несколько разных способов имитации точек сварки. Точки лучше расположить на немного разном расстоянии и с небольшим смещением, как это бывает с завода.
Имитация ластиком карандаша
- Нужно распылить 2–3 слоя наполняющего грунта, потом использовать ластик на карандаше и прикоснуться им, чтобы имитировать точки контактной сварки. Нажмите и поверните карандаш пока грунт всё ещё мокрый.
- Другой вариант – наклеить на ластик карандаша шлифовальную бумагу круглой формы, с абразивом P180 или P240. Такой ластик можно будет использовать на просохшем грунте или на затвердевшей шпаклёвке перед грунтованием. Нужно прислонить ластик с наклеенной шлиф.бумагой и вращать вокруг своей оси, сначала в одну, потом в другую сторону.

Имитация точек сварки выбиванием стержнем определённого размера
Метод заключался в том, чтобы использовать стержень того же диаметра, что и точка сварки. Пара ударов по нему молотком оставляет небольшой круглый отпечаток, напоминающий точку от контактной сварки. Нужно сделать это в местах, где нет шпаклёвки или зачищенных сварных швов.
Имитация точек сварки гревером со специальной насадкой
Используйте гревер с насадкой для заточки цепной пилы (5.5 мм – 5.6 мм D455 ). Это сделать не просто и насадка может легко соскальзывать. Нужно держать инструмент двумя руками. Можно сначала наклонить насадку, сделать один край точки, потом другой, а потом шлифовать, удерживая насадку в плоском состоянии. Если всё делать аккуратно, то можно добиться точек, очень похожих на следы контактной сварки.
Изготовление специального устройства для имитации точек контактной сварки
- Можно использовать плоскогубцы с фиксатором (vise grip). На один конец нужно приварить выступ (к примеру, кончик от болта) и доработать его, чтобы он был по размеру как сварная точка. На другом конце нужно приварить гайку большего размера, чтобы контролировать прижим на обратной стороне панели, на которой будет имитироваться точка сварки. Сожмите зажим, затяните его туго, потом повертите его влево, вправо. Он обеспечит хорошую имитацию точки сварки. Поэкспериментируйте, им можно контролировать глубину точки.
- Другое устройство можно изготовить из маленькой струбцины (продаётся под названием: струбцина монтажная, балочный зажим). Она предназначена для монтажа трубопроводов, вентиляционных каналов, спринклерных установок и других элементов на стальных несущих балках без сверления и сварки. Можно также приспособить съёмник шаровых опор подходящей конфигурации. Измените болт до нужного размера точечного сварного шва, а с другой стороны просверлите полость нужного диаметра.
 На один конец нужно приварить выступ (к примеру, кончик от болта) и доработать его, чтобы он был по размеру как сварная точка. На другом конце нужно приварить гайку большего размера, чтобы контролировать прижим на обратной стороне панели, на которой будет имитироваться точка сварки. Сожмите зажим, затяните его туго, потом повертите его влево, вправо. Он обеспечит хорошую имитацию точки сварки. Поэкспериментируйте, им можно контролировать глубину точки.
На один конец нужно приварить выступ (к примеру, кончик от болта) и доработать его, чтобы он был по размеру как сварная точка. На другом конце нужно приварить гайку большего размера, чтобы контролировать прижим на обратной стороне панели, на которой будет имитироваться точка сварки. Сожмите зажим, затяните его туго, потом повертите его влево, вправо. Он обеспечит хорошую имитацию точки сварки. Поэкспериментируйте, им можно контролировать глубину точки.
Печатать статью
© 2016 — 2023
Копирование материалов без обратной ссылки на блог запрещено!
How to Weld: The Ultimate Guide
Сварка в основном включает в себя соединение двух кусков металла путем нагревания их до тех пор, пока они не расплавятся, чтобы они затвердели как единое целое. В отличие от других обратимых способов соединения металлов, эту связь нелегко разорвать, поэтому она широко используется во многих промышленных целях, таких как автомобилестроение, космос, нефть и газ.
Мы расскажем вам о различных типах сварки, о том, что включает в себя основной процесс, и о самой простой технике сварки.
Обратите внимание: какой бы тип сварки вы ни выполняли, вам потребуется открытое пространство для работы, чтобы избежать вдыхания газов, выделяющихся в процессе сварки.
Различные типы сварки могут использовать электрический ток, газ, ультразвуковое трение и электронные лучи для сварки металла вместе. Мы сосредоточимся на самом распространенном и безопасном виде сварки — с использованием электрического тока.
Мы сосредоточимся на самом распространенном и безопасном виде сварки — с использованием электрического тока.
Важные термины
Прежде чем мы перейдем к практическим советам по сварке, давайте проясним некоторые важные термины, которые помогут вам лучше понять процесс:
- CC- Постоянный ток относится к сварочным аппаратам, которые имеют ограниченный ток и создают отрицательную кривую напряжения, что дало им название «капельницы». В то время как напряжение будет варьироваться в зависимости от длины дуги, ток будет оставаться более или менее постоянным. Обычно это встречается в аппаратах для сварки электродом и TIG.
- AC- Сварка с подачей проволоки на переменном токе создает нестабильную дугу с переменным током, но эта дуга является самой дешевой.
- Присадочный металл- Это металл, который плавится в сварочной дуге и плавится со свариваемыми металлами, образуя связующий сплав для почти необратимого соединения.
- Экранирование- Электрическая дуга сварочных аппаратов должна быть защищена от газов, таких как азот в воздухе, которые могут вызвать окисление металла. Защитный газ выпускается либо из сварочной горелки, либо при создании флюса. Этот защитный газ содержит аргон, двуокись углерода и гелий (известный как тройная смесь).
- Флюс- Это материал, который входит в состав сварочной палочки или внедряется в проволоку, выходящую из сварочного пистолета. Это то, что выделяет защитный газ во время сварки.
- Стержень- Сварочный стержень относится к металлическому электроду, который также может подаваться к свариваемым металлам. Палка имеет электродное покрытие, известное как флюс.
 Защитный газ выпускается либо из сварочной горелки, либо при создании флюса. Этот защитный газ содержит аргон, двуокись углерода и гелий (известный как тройная смесь).
Защитный газ выпускается либо из сварочной горелки, либо при создании флюса. Этот защитный газ содержит аргон, двуокись углерода и гелий (известный как тройная смесь).Какие бывают виды сварки?
У разных сварщиков есть свои предпочтительные методы сварки, но есть несколько основных стилей, которым следуют все они. Один общий фактор во всех стилях заключается в том, что они включают создание металлической ванны и проталкивание (или протягивание, в зависимости от используемого метода и личных предпочтений сварщика) электрода или металлического стержня через нее. Вам нужно работать равномерно между двумя кусками металла, чтобы убедиться, что они оба правильно сварены.
Существуют типы сварки сердечником, которые могут использоваться в различных обстоятельствах в зависимости от типа используемого металла и уровня квалификации сварщика.
Сварка МИГ
Этот вид сварки наиболее распространен среди новичков. Сварка металлов в среде инертного газа (MIG) включает в себя генерацию электрического тока между двумя металлическими объектами, которые необходимо соединить. Сварочная проволока действует как электрод, обеспечивающий ток.
При контакте сварочной проволоки с металлом создается замкнутая цепь. Когда проволоку слегка оттягивают от металла, она создает электрическую искру, которая становится достаточно горячей, чтобы расплавить конец металла (температура на этом конце поднимется до нескольких тысяч по Фаренгейту) двух объектов, которые необходимо плавится и сварочная проволока. После того, как сваренные объекты остынут, будет видна линия (шов), где встречаются два конца.
Сварочная проволока выпускается из сварочного пистолета и подается к свариваемым металлам на протяжении всего процесса, продолжая плавиться. Сварочная горелка также выпускает газ для обеззараживания окружающего воздуха и защиты сварного шва от таких газов, как азот и т. д.
Сварочная горелка также выпускает газ для обеззараживания окружающего воздуха и защиты сварного шва от таких газов, как азот и т. д.
Сварка MIG также известна как дуговая сварка металлическим электродом в среде защитного газа (GMAW).
Как выполнять сварку MIG
Поскольку это самый простой способ сварки, мы рассмотрим его подробнее:
Аппарат для сварки MIG будет иметь зажим заземления, который замыкает электрическую цепь между сварочным аппаратом и сварочный пистолет и свариваемые металлы. Кроме того, обязательно внимательно изучите руководство по эксплуатации сварочного аппарата.
Сварка МИГ идеально подходит для более толстых металлов, но вам необходимо правильно управлять напряжением, чтобы избежать прожигания металла, образования металлических комков или окисления металла.
Убедитесь, что сварщик бензобака имеет правильную смесь газов при идеальном давлении, и все готово.
Сварка электродом
Сварка электродом немного сложнее, чем MIG, и выполняется двумя руками. Необходим металлический присадочный стержень или стержень с флюсовым покрытием. При нагревании это флюсовое покрытие на стержне плавится, выделяя газ, и превращается в жидкий шлак, который защищает свариваемые металлы от окисления.
Необходим металлический присадочный стержень или стержень с флюсовым покрытием. При нагревании это флюсовое покрытие на стержне плавится, выделяя газ, и превращается в жидкий шлак, который защищает свариваемые металлы от окисления.
Этот газ рассеивается сам по себе, но шлак необходимо очистить, растворив его в растворителях и отколов шлифовальной машиной.
Сварка стержнем также известна как дуговая сварка защищенным металлом (SMAW).
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) требует высокого уровня навыков и точности. Подобно MIG, он включает использование электрода, но вместо проволоки, которая подается в свариваемые металлы, в этом методе используется вольфрамовый металлический стержень в сварочном пистолете. Сварочный аппарат оснащен сварочным пистолетом и присадочной проволокой. Как и при сварке MIG, создается электрическая дуга, которая расплавляет металл и присадочный стержень, чтобы сварить два металла вместе. Пистолет также испускает газ для защиты свариваемого металла.
При сварке ВИГ ток, проходящий через цепь, можно регулировать с помощью педали на аппарате ВИГ. По сути, это снижает или повышает температуру и предохраняет металл от теплового удара и становится хрупким.
В этом процессе сварщики работают в возвратно-поступательном движении, постоянно погружая стержень в металлическую ванну, образованную расплавлением металлов и вольфрамового стержня от тепла, и из него.
Сварка TIG также известна как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
Сварка порошковой проволокой
Последний и окончательный вид сварки дуговой сваркой порошковой проволокой (FCAW). Вместо проволоки, используемой при сварке MIG, в свариваемые металлы подается электродная трубка. Трубка имеет металлический корпус и флюсовый сердечник. Флюс плавится за счет тепла, выделяемого во время сварки, и выделяет жидкий шлак и газ, чтобы предотвратить окисление металлов и защитить их от внешних загрязнений. Подобно сварке электродом, очистка этого жидкого шлака является дополнительной сложной задачей. Однако это более надежный способ защиты металла, чем газ, выделяемый сварочным пистолетом.
Однако это более надежный способ защиты металла, чем газ, выделяемый сварочным пистолетом.
В этом случае сварщик использует тянущее движение, чтобы избежать сварки поверх жидкого шлака — случайная сварка поверх шлака сделает металл пористым и оставит небольшие отверстия в готовом изделии.
Точечная сварка сопротивлением
Этот процесс включает соединение двух металлических частей с помощью электрического тока, проходящего через электроды, расположенные на противоположных сторонах свариваемых металлов. Сварка металлов происходит в результате сопротивления металла протеканию тока (токовой дуги нет).
Защитный газ не требуется, и это считается одним из самых простых методов сварки. Однако его использование в основном ограничивается листовым металлом.
Точечная сварка сопротивлением также часто известна как точечная сварка.
Что такое основы сварки?
Теперь, когда мы знаем о различных методах сварки, нам нужно рассмотреть основное оборудование и материалы, необходимые для процесса:
Сварочное оборудование
В зависимости от типа выполняемой сварки сварщики могут выбрать сварочный аппарат MIG или универсальный сварочный аппарат, который работает для всех четырех типов.
Помимо наличия подходящего аппарата, сварщики должны быть экипированы сварочным шлемом, который защитит их лицо (особенно глаза) от жара, газов, выделяющихся во время процесса, и любых брызг жидкого шлака. Некоторые высокотехнологичные шлемы также имеют цифровые экраны, яркость которых можно уменьшить, чтобы защитить себя от бликов.
Прочее необходимое снаряжение включает кожаные перчатки, прочную обувь, кепки, рубашки, полностью закрывающие руки, защитные комбинезоны и т.д.
Материалы
Основные материалы для сварки:
- Проволока для сварки MIG (или проволока с флюсовым сердечником, в зависимости от типа сварки, которую вы выполняете)
- Сварочные наконечники
- Электродные стержни (или трубки)
- Сварочный пистолет
- Пруток для газового или аргонодугового припоя
Другое оборудование, которое пригодится в процессе, включает:
- Зажимы (или магниты) для закрепления металлических предметов на месте во время работы
- Регулируемый сварочный стол и подставка для помочь вам работать комфортно
- Сварочные чехлы для защиты от чрезмерного распространения искр (обычно они изготавливаются из стекловолокна).

Использование различных методов сварки для различных материалов
Перед выбором метода сварки необходимо учитывать свойства свариваемого металла. Например, нержавеющая сталь плохо передает тепло, поэтому, если накапливается слишком много тепла, сталь может деформироваться и может быть подвержена более высокой вероятности коррозии. В этом случае лучше меньшее количество тепла – ток можно уменьшить с помощью педали на сварочном аппарате. Чтобы компенсировать пониженное тепло, движение сварочного стержня ускоряется.
Некоторые металлы, такие как алюминий, имеют более низкую температуру плавления и являются хорошими проводниками тепла. Они могут быть очень реактивными на воздухе, поэтому вам нужно проявлять особую осторожность, чтобы защитить их от окисления. Если окисленный слой действительно образуется, он, скорее всего, будет иметь более высокую температуру плавления, чем металл под ним, и вам понадобится растворитель или проволочная щетка, чтобы удалить его.
Если металл, используемый в сварочном пистолете, слишком мягкий, он может запутаться. Чтобы предотвратить это, к сварочному пистолету прикреплены направляющие трубки, направляющие движение проволоки.
Подготовка металла к сварке
Если вы работаете со старым или окрашенным металлом, вам необходимо соскоблить краску или ржавчину с металла. Угловая шлифовальная машина и немного наждачной бумаги с высокой зернистостью помогут вам выполнить работу. Отшлифуйте металл, пока он не станет полностью блестящим и гладким.
Если вы используете угловую шлифовальную машину, будьте осторожны с мягкими металлами, которые легко поддаются формованию.
Очистите металл ацетоном, чтобы удалить с него пыль и грязь. Как только металл очищен от загрязнений, он готов к сварке.
Перед тем, как приступить к сварке, проведите чистой тряпкой по металлической поверхности, чтобы удалить остатки ацетона, и можно приступать к работе.
Расположите металлы так, как вы хотите их сварить — вы можете использовать зажимы, чтобы закрепить объекты на месте, чтобы они не двигались во время процесса.
Что делать, если вы новичок в сварке?
Если вы новичок в сварке, вам необходимо понять некоторые вещи, и рекомендуется попрактиковаться на металлоломе, прежде чем приступать к сварке реальных объектов.
Начните с прочтения руководства, прилагаемого к вашему сварочному аппарату. Исправьте настройки в соответствии с используемым материалом.
Если вы еще новичок в сварке, вам может потребоваться немного практики, чтобы достичь оптимального сочетания напряжения и скорости подачи проволоки.
Проволока выступает примерно на ½ дюйма из конца сварочного пистолета. Держите пистолет на расстоянии около 3/8 ” дюймов от рабочей поверхности. Когда вы начнете работать, вы будете толкать пистолет вперед. В некоторых случаях можно использовать тянущее движение, но это может привести к рассеиванию защитного газа, выделяемого сварочной горелкой.
Вы должны быть осторожны со скоростью, с которой вы перемещаете горелку — это повлияет на то, насколько высока будет температура металла, и на количество сварочной проволоки, которое вам нужно будет подать. Многие сварщики используют техника для создания постоянной скорости. Это также создает более узкий шов на стыке двух металлов.
Многие сварщики используют техника для создания постоянной скорости. Это также создает более узкий шов на стыке двух металлов.
Обратите внимание: во время сварки не должно быть никаких щелчков или хлопков. В лучшем случае вы услышите жужжание во время работы (похоже на шипение жира на сковороде). В течение нескольких минут вы должны были сварить некоторую часть металла в зависимости от размера того, над чем вы работаете.
Резюме
Сварка — непростая задача, но опять же, она включает плавление металла путем нагревания его до температуры до тысяч градусов по Фаренгейту. Прежде чем вы решите начать сварку самостоятельно, вам необходимо пройти соответствующее обучение, узнать, какой метод лучше всего подходит для металлов, которые вы используете, и какой метод вам наиболее удобен.
Прежде чем сваривать ценные предметы, потренируйтесь на металлоломе. Как только вы будете уверены, что можете выполнить работу чисто, не причиняя себе вреда и не делая конечный результат комковатым или полным крошечных дырок, вы готовы.
Вопросы по теме
Вот ответы на некоторые распространенные вопросы о сварке:
Сложно ли сваривать?
Сварка требует большой практики. Это определенно непростая задача, и многим людям могут потребоваться годы, чтобы овладеть этим искусством (и все же не достичь совершенства). Чтобы научиться правильно сваривать, многим людям необходимо получить сертификат, пройдя специализированные курсы или посетив школу сварщиков. Проявив немного терпения и много практики, вы сможете овладеть навыками сварки.
Как проще всего научиться сварке?
Несмотря на то, что освоить сварку сложно, сварка MIG — это самый простой способ начать. Этот вид сварки является наименее сложным из всех 4 способов, и проще разобраться, как пользоваться сварочным аппаратом MIG.
Сварка вредна для глаз?
Сварка производит ультрафиолетовые лучи, которые могут вызвать ожог глаз (известный как фотокератит) – это может повлиять на ваше зрение и, в крайних случаях, может привести к слепоте. Вот почему сварщики должны носить соответствующие сварочные маски во время работы.
Вот почему сварщики должны носить соответствующие сварочные маски во время работы.
Нужна ли для сварки математика?
Для профессиональной сварки математика является обязательным требованием (да, вы пройдете обучение этому, когда получите сертификат). Сварщики должны уметь читать чертежи, рассчитывать количество подачи проволоки, которое им потребуется в течение всего процесса, измерять глубину проплавления и т. д.
Какой тип сварки самый прочный?
В то время как сварка MIG может быть самой простой, сварка стержнем и порошковой проволокой создает самые прочные соединения и подходит практически для любого типа используемого металла.
Руководство по сварке для начинающих
Сваривание двух кусков металла вместе образует прочную связь, при которой металлы нагреваются до точки плавления, смешиваются вместе и затем охлаждаются, создавая единый объект. Этот тип связи прочнее, чем другие связи, такие как пайка, которая может быть обращена.
Существует четыре основных типа сварки: MIG, TIG, порошковая проволока и электродная сварка. Используемые процессы и методы сварки зависят от области применения, типов свариваемого металла, навыков и опыта сварщика.
Используемые процессы и методы сварки зависят от области применения, типов свариваемого металла, навыков и опыта сварщика.
Ознакомьтесь с нашим выбором металлов для вашего следующего сварочного проекта!
Сварка МИГ
Новые сварщики, которые только учатся сварке, должны начать со сварки в среде инертного газа (MIG), также известной как дуговая сварка в среде защитного газа (GMAW). MIG — это тип электродуговой сварки, основанный на создании электрической цепи, проходящей через свариваемые объекты, и сварочной проволоки, которая действует как электрод.
Когда сварочная проволока касается металлического предмета, цепь замыкается. Затем провод оттягивается на небольшое расстояние, вызывая электрическую дугу, которая нагревается до тысяч градусов по Фаренгейту, расплавляя провод и частично расплавляя два куска металла. Это создает ванну расплава, в которой все три металла сливаются в один, когда он охлаждается и затвердевает, оставляя валик вдоль сварного шва.
По мере того, как сварочное действие продолжается вдоль шва, проволока плавится, и с наконечника сварочной горелки непрерывно подается новая проволока. В то же время из горелки выбрасывается газ, распространяющийся вокруг дуги, чтобы защитить зону сварки от загрязняющих веществ в воздухе, таких как кислород и азот.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (TIG) требует больше навыков и занимает больше времени, чем сварка MIG, но обеспечивает большую точность. TIG, также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), может использоваться для сварки алюминия и сплавов, таких как хромомолибденовый сплав 4130.
Сварка ВИГ аналогична сварке МИГ, но вместо расходуемой проволоки используется электрод в виде вольфрамового металлического стержня внутри сварочной горелки. Сварщик держит пистолет в одной руке, а другой рукой подает присадочный стержень. Когда дуга создает ванну расплава из двух заготовок, тепло ванны плавит присадочный стержень, так что все три вместе смешиваются в ванне. Подобно сварке MIG, сварочные горелки TIG распыляют защитный газ для защиты нового сварного шва.
Подобно сварке MIG, сварочные горелки TIG распыляют защитный газ для защиты нового сварного шва.
Аппарат для сварки TIG также оснащен ножной педалью для регулировки тока, проходящего через электрическую цепь, образованную между металлическими предметами и вольфрамовым электродом. Это можно использовать для медленного увеличения или уменьшения нагрева металла, что может помочь предотвратить хрупкость, вызванную тепловым ударом.
Сварка порошковой проволокой
Третий тип сварки, называемый дуговой сваркой с флюсовой проволокой (FCAW), использует электродную трубку с непрерывной подачей вместо проволоки, используемой для сварки MIG. Трубка металлическая снаружи, с флюсом в сердцевине. Когда флюс плавится во время сварки, он образует жидкий шлак и газ, которые защищают сварной шов от загрязнений. Это обеспечивает лучшую защиту сварного шва, чем защитный газ, используемый при сварке MIG, особенно там, где сильный ветер может рассеивать газ, но это также приводит к большему количеству брызг, которые впоследствии необходимо убирать.
Ручная сварка
Также известная как электродуговая сварка в среде защитного газа (SMAW), электродуговая сварка представляет собой двуручный метод, такой как TIG. При сварке стержнем используется металлический присадочный стержень или стержень, покрытый флюсом. По мере того как материал стержня плавится под действием тепла, флюсовое покрытие также плавится, образуя газ и жидкий шлак, которые защищают сварной шов от окисления. Как и в случае FCAW, защитный газ не нужно подавать в процессе сварки, но оставшийся шлак оставляет беспорядок, требующий очистки с помощью шлифовальной машины или растворителей.
Сварочное оборудование
После того, как метод сварки определен, следующим шагом является выбор подходящего сварочного оборудования. Сварщики могут выбрать аппарат для сварки MIG или аппарат для многофункциональной сварки MIG/Stick/TIG, который можно использовать для всех четырех основных типов дуговой сварки.
Наряду с соответствующим аппаратом, следующим важным элементом необходимого оборудования является сварочная маска для защиты лица и особенно глаз от сильного тепла и яркого света, создаваемого электрической дугой. Новейшие технологии сделали возможным автоматическое затемнение шлемов с обзорными экранами, которые мгновенно адаптируются к уровню освещенности, чтобы сварщик имел постоянный визуальный ввод.
Сварщикам также необходимы прочные кожаные перчатки и обувь, а также кепки, хлопчатобумажные рубашки с длинными рукавами, нагрудники, комбинезоны и/или фартуки для защиты кожи от искр.
Сварочные материалы
Сварочные материалы
Материалы, необходимые для сварки, включают расходные материалы, такие как проволока MIG и порошковая проволока различных диаметров и материалов, сварочные наконечники, электродные стержни или трубки, флюс и стержни для сварки TIG или газовой пайки.
Другое полезное оборудование включает магниты и зажимы для удержания металлических предметов на месте во время сварки, регулируемые сварочные столы и рабочие места, а также сварочные одеяла из стекловолокна для предотвращения распространения искр.
Привариваемые лапки различных размеров и форм используются для создания фланцев, отверстий, ручек и других механических деталей при приваривании к трубе или другому металлическому объекту.
Методы сварки
Каждый сварщик разрабатывает свои предпочтительные методы сварки. Один из наиболее часто используемых способов называется «складывание десятицентовиков», которое в конечном итоге выглядит как цепочка круглых монет, перекрывающихся по длине сварного шва.
Когда сварочная дуга расплавляет небольшую ванну металла, сварщик продвигает ванну расплава вперед электродом, используя плавное движение, подобное написанию буквы «е» курсивом. Альтернативные движения можно описать как «восьмерку» или «полумесяц». Ключом к каждому типу движения является обеспечение того, чтобы электрод проталкивал ванну расплава вперед и назад равномерно между двумя заготовками, чтобы они были полностью сварены.
Некоторые сварщики предпочитают тянуть, а не толкать ванну расплава, в зависимости от руки (правой или левой) и положения детали.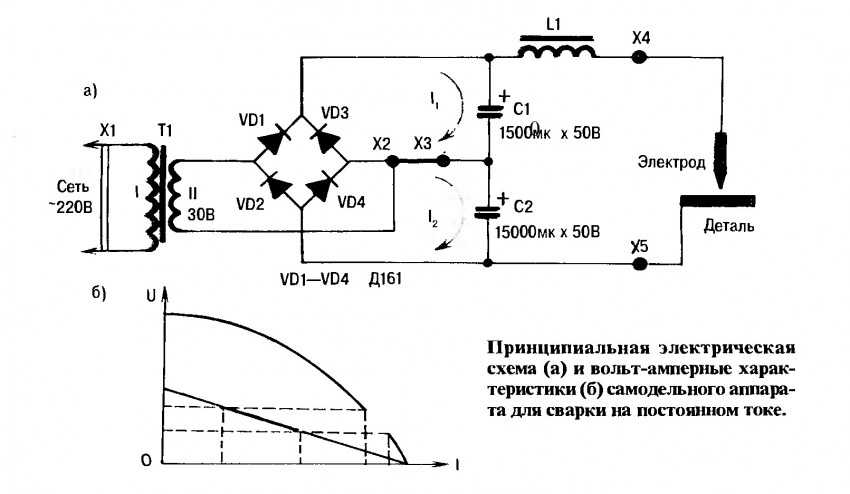 При сварке MIG выбор зависит от личных предпочтений.
При сварке MIG выбор зависит от личных предпочтений.
При сварке TIG сварщик проталкивает сварочную ванну вдоль шва, двигаясь вперед и назад, при этом другой рукой погружая конец стержня в ванну и вынимая ее из нее.
Однако сварка электродами и порошковой проволокой требует тянущего движения, чтобы избежать сварки по расплавленному флюсовому шлаку, который создает пористость и «червоточины» в готовом сварном шве.
Различия материалов
Сварка различных видов металла различается в зависимости от различных физических характеристик каждого из них. Например, нержавеющая сталь не так хорошо передает тепло, как другие металлы, поэтому в зоне сварки легко накапливается слишком много тепла, что приводит к деформации стали и снижению ее коррозионной стойкости. Чтобы контролировать нагрев, уменьшите силу тока на сварочном аппарате и увеличьте скорость движения горелки.
По сравнению со всеми видами стали, алюминиевые изделия имеют значительно более высокую теплопроводность, а также более низкую температуру плавления.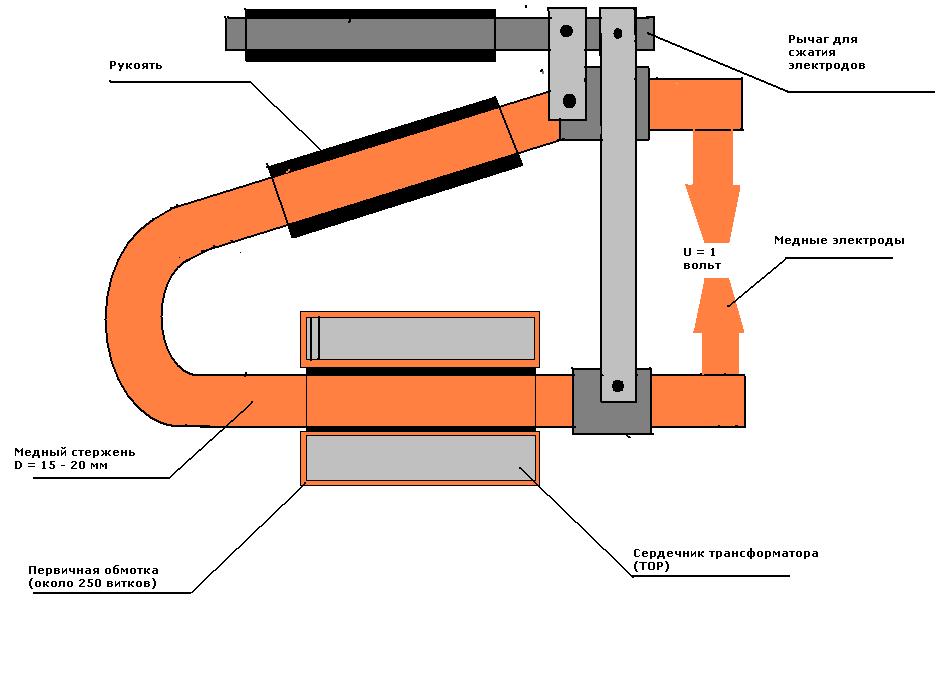 Он также сильно реагирует на воздух, создавая на поверхности твердый окислительный слой. Поскольку этот слой окисления плавится при гораздо более высокой температуре, чем алюминий под ним, перед началом сварки его необходимо удалить проволочной щеткой или химическим растворителем.
Он также сильно реагирует на воздух, создавая на поверхности твердый окислительный слой. Поскольку этот слой окисления плавится при гораздо более высокой температуре, чем алюминий под ним, перед началом сварки его необходимо удалить проволочной щеткой или химическим растворителем.
Алюминий можно сваривать как методом TIG, так и методом MIG, но алюминиевая присадочная проволока довольно мягкая и может легко запутаться в механизме подачи проволоки горелки MIG. Чтобы предотвратить это, используйте тефлоновый или пластиковый вкладыш в механизме подачи проволоки и направляющих трубках, чтобы поддерживать проволоку от механизма подачи к горелке.
Для сварки алюминия требуется сварочный аппарат с большей силой тока и более высокая скорость сварки, чем для стали, чтобы избежать «прожигания» основного металла, проплавления отверстия слишком большим количеством тепла. Алюминиевые сварные швы также должны быть хорошо защищены от окисления защитным инертным газом, например аргоном.