Содержание
делаем станок для гибки листового металла
- Конструкция листогибочного станка
- Предварительная сборка
- Проверка станка на работоспособность и доводка
Собрать гибочный станок своими руками не так уж сложно: для этого можно использовать детали от других механизмов, а те комплектующие, которые необходимо изготовить дополнительно, можно заказать любому слесарю или тоже сделать самостоятельно. Если вы воспользуетесь запчастями от старого нерабочего оборудования и металлическими отходами, ваш самодельный станок обойдется вам практически даром, при этом по эффективности он будет мало чем уступать заводским моделям. При желании, применяя чертежи серийного оборудования, можно изготовить станок, который в состоянии гнуть листовой металл толщиной до 3 мм.
Гибочный станок для работы с длинными листами металла
Конструкция листогибочного станка
Гибочный станок для листового металла отличается несложной конструкцией, но при этом позволяет формировать на тонколистовых заготовках достаточно точные изгибы. Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Используя такой станок, можно сгибать даже окрашенный и оцинкованный листовой металл.
Для изготовления основания гибочного станка, которое имеет сварную конструкцию, можно использовать швеллер №6 или №8, длина которого подбирается в зависимости от длины будущего устройства. Например, длина станка для гибки жести обычно не превышает 50 см. Чтобы на самодельном устройстве можно было изгибать заготовки на угол, превышающий 90°, необходимо предусмотреть прижим, для изготовления которого используют металлические уголки. Формирование таких углов загиба может потребоваться в том случае, если станок вам необходим для изготовления фальцев.
Схема самодельного листогиба
Основа прижима сваривается из уголков 50х50, а укрепляется изделиями 35х35. При этом толщина стенок используемых уголков должна быть не меньше 5 мм, только в таком случае получится обеспечить создаваемой конструкции требуемую массивность. Изготовленный таким образом прижим может успешно применяться для оснащения листогибочного станка, рабочая длина которого составляет 150 см. Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Прижим из уголков, которыми вы оснастите свой самодельный листогибочный станок, позволяет гнуть металл на угол до 135°. Этого вполне достаточно для того, чтобы сформировать на краях заготовки элементы фальцевого соединения.
Изготавливая из металлических уголков прижим станка, предназначенного для гибки металла, следует иметь в виду, что длина такого приспособления должна быть примерно на 7 см меньше, чем длина основания самого оборудования. На торцы прижимного устройства необходимо наварить крепежи-кронштейны, в качестве которых можно использовать уголки с размером полок 3х3 см. Посредине полок каждого уголка-кронштейна просверливают отверстия диаметром 8 мм. В том случае, если для изготовления таких кронштейнов используются уголки большего размера, общую длину прижимного устройства сокращают еще на 2–3 см, что даст возможность без ограничений разместить в нижней части гибочного оборудования прижимную пружину.
Самодельное гибочное устройство размещается на своей станине или закрепляется на верстаке
Края прижимного устройства, которым будет оснащен ваш ручной станок, должны быть идеально ровными, без заусенцев и неровностей.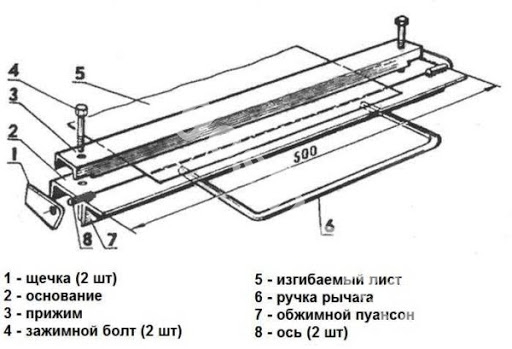 Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Для того чтобы устранить такие дефекты на рабочей поверхности прижимного устройства, ее можно обработать при помощи надфиля, фрезы или углошлифовальной машинки.
Важным элементом конструкции станка, предназначенного для выполнения гибки металла, является пунсон для обжима, который можно изготовить из уголка №5. Длина пунсона должна быть на 5–8 мм меньше, чем длина самого прижима. Для того чтобы пунсоном было удобно манипулировать, его необходимо оснастить рукояткой, которую можно изготовить из металлического прутка диаметром 14 мм, согнув его в форме скобы. Кроме того, на боковых частях пунсона необходимо зафиксировать две щечки, предварительно вырезав их из листового металла толщиной 5 мм. Для фиксации таких щечек в них высверливают отверстия диаметром 10 мм.
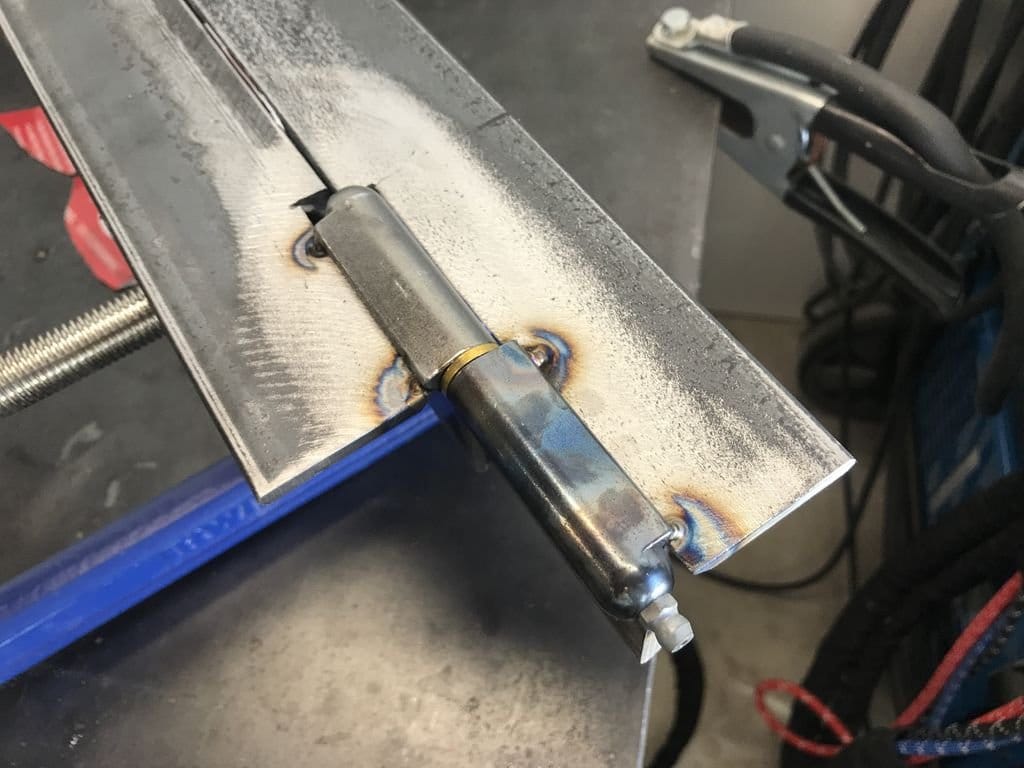
Процесс установки петель
- Подготавливаем петли и балки
- Соблюдая соосность, подгоняем выемки
- Привариваем петли с двух сторон
С ребер пунсона в торцевой части данного элемента снимаются фаски глубиной 5 мм и длиной 30 мм, которые необходимы для того, чтобы установить на металлогибочный станок стальные оси. Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Эти оси изготавливают из прутка диаметром 10 мм. Их приваривают к основанию гибочного станка таким образом, чтобы направление их осевой линии совпадало с ребром уголка. Фаски (уже размером 32х6 мм) снимают и на ребре основания, со стороны его торцов.
Предварительная сборка
Прежде чем окончательно фиксировать все конструктивные элементы, из которых будет состоять ваш ручной гибочный станок, необходимо выставить их в правильном положении и проверить, насколько работоспособным является устройство. Для предварительной сборки удобно использовать обычные слесарные тиски, в которых основание станка и пунсон закрепляют таким образом, чтобы полки швеллера-основания и уголка-пунсона располагались в одной горизонтальной плоскости. На оси, которые уже приварены к пунсону, надеваются щечки, после чего их соединяют с основанием временной сваркой или при помощи струбцин.
Пробная гибка листа оцинкованной жести
После того как все временные соединения выполнены, самодельный станок для гибки металла проверяют на подвижность конструктивных элементов. В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
В том случае, если амплитуда перемещения пунсона достаточна для того, чтобы качественно загнуть металлический лист, конструктивные элементы гибочного станка соединяют окончательно, используя для этого сварку.
Следует иметь в виду, что извлекать готовую конструкцию из тисков можно только тогда, когда она полностью остыла после сварочных работ. Если пренебречь этим требованием, сваренную конструкцию может просто повести.
Проверка станка на работоспособность и доводка
После того как вы собрали устройство для гибки листового металла своими руками, необходимо протестировать его на работоспособность. Для выполнения пробной гибки лучше использовать более мягкий металл, в качестве которого может выступать лист из жести, гнущийся очень хорошо. Лист укладывается на основание гибочного станка и фиксируется на нем при помощи прижима.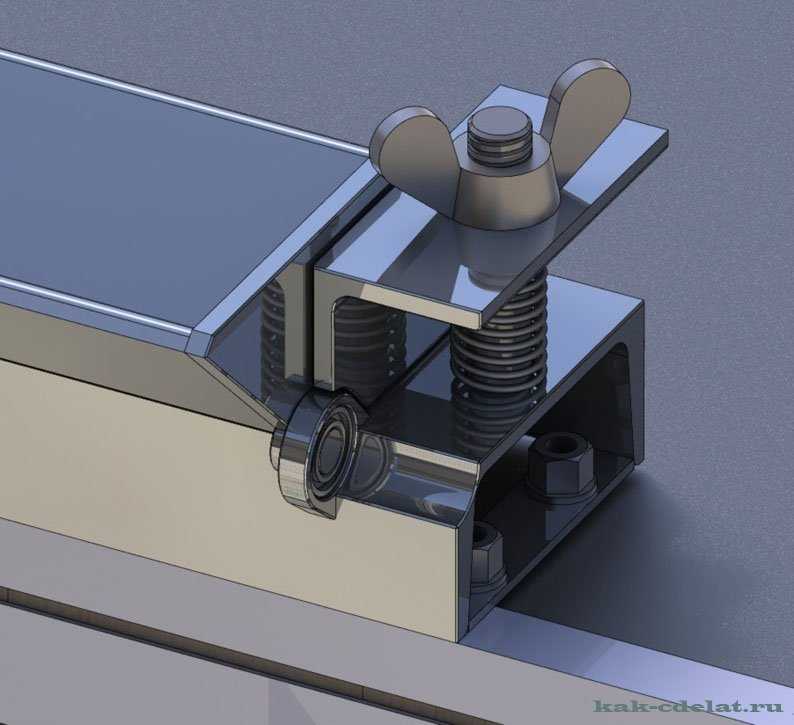 Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполняя пробную гибку, прижим станка можно временно притянуть к его основанию струбцинами или использовать для этих целей резьбовые шпильки с накладками.
Выполнив несколько пробных гибов, необходимо проверить, правильно ли по отношению к станине гибочного оборудования размещены щечки.
Если положение данных конструктивных элементов не совсем верное, его подправляют и только после этого приваривают их к станине основательно. Для того чтобы надежно фиксировать прижимное устройство станка в процессе выполнения гибки, используют болты, выступающие над станиной, которые должны совпадать с отверстиями в кронштейнах прижимного механизма. Чтобы установить такие болты на станине, в ней просверливают отверстия, в которых нарезается резьба М10. Болты в такие отверстия вкручиваются по направлению снизу вверх, после чего их шляпки привариваются к нижней части станины.
Установка зажимных болтов с пружинами
- Привариваем гайку болта к укосинам
- Привариваем крепежную пластину
- Устанавливаем пружину
Чтобы болты, установленные на станине, легко входили в отверстия в кронштейнах прижимного механизма, их увеличивают до диаметра 10 мм. Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
Гайки, которые будут накручиваться на верхнюю часть таких болтов и тем самым фиксировать на станине гибочного оборудования прижимной механизм, лучше выбрать в виде маховичков, это значительно повысит удобство работы с вашим самодельным станком. Прижимной механизм в процессе его откручивания от станины должен отжиматься. Для этого на болты, при помощи которых он фиксируется, можно надеть пружины или резиновые амортизаторы.
В качестве рукояток привариваем к шляпкам болтов стержни
Собрав самодельный станок для гибки листового металла по вышеописанной методике, вы не зададитесь вопросом о том, как гнуть жесть или как согнуть окрашенный металл: даже оцинковка может обрабатываться на этом оборудовании с достаточно высокой эффективностью. Между тем есть у такого гибочного станка и ряд недостатков.
- Конструкция крепления щечек и пунсона недостаточно хорошо продумана, в процессе работы гибочного станка данные элементы постоянно трутся друг о друга и, соответственно, активно изнашиваются.
 В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле. - Гибочные станки вышеописанной конструкции не отличаются высокой производительностью и могут применяться только в том случае, если необходимо выполнить небольшой объем работ. Чтобы изготовить более производительный ручной станок, необходимо доработать конструкцию прижимного механизма.
 В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
В результате в механизме возникает люфт, приводящий к неточностям в процессе выполнения гибки. Исправить этот недостаток позволяет использование подшипников в данном узле.
Самодельный гибочный станок в работе
Очень помогает изготовить такой станок своими руками видео. Что характерно, многие профессиональные жестянщики, собирающие станки для гибки листового металла практически из металлолома, предпочитают использовать в своей деятельности именно самодельное оборудование.
Гибочные станки роликового типа, отличающиеся более сложной конструкцией, также могут быть изготовлены самостоятельно. Однако, какого бы типа ни был станок, который вы собираетесь изготовить самостоятельно, следует учитывать, что управлять таким оборудованием вы будете вручную, поэтому делать его слишком габаритным и мощным не имеет смысла. Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
Если говорить об особенностях использования роликовых гибочных станков, следует иметь в виду, что при обработке заготовки на таком оборудовании ее отдельные участки могут подвергаться деформации. Именно поэтому профессиональные жестянщики не очень любят работать на устройствах подобного типа.
На видео ниже показан процесс изготовления станка подобной конструкции для сгиба заготовок небольшой длины.
как сделать самодельный гибочный станок
Арматурные стержни различных профилей, диаметров и классов прочности – металлоизделия, необходимые при возведении монолитных и монолитно-сборных фундаментов. Арматура повышает устойчивость бетонных конструкций к растягивающим нагрузкам. Для усиления угловых бетонных элементов в соответствии с нормативной документацией необходимо применять только гнутые стержни.
Требования к гибке арматурных стержней
Для гибки арматуры большого сечения используют мощные станки заводского производства, для стержней небольшого сечения можно применять ручные устройства, изготовленные своими руками. Такие самодельные приспособления вполне подходят для изгибания монтажных петель, крючков, лапок. Устройства-самоделки используются для изгибания прутов диаметров не более 14 мм при необходимости гибки небольших партий арматуры. Чаще всего популярны среди частных застройщиков.
Для сохранения рабочих характеристик прутов при их изгибании соблюдают следующие условия:
- Угол сгиба не должен быть меньше 90°.
- Радиус скругления в месте сгиба – не менее 10-15 диаметров.
- Применяемое оборудование должно соответствовать диаметру обрабатываемых стержней и классу прочности арматурной стали, иначе на внутренней стороне полученного угла могут образоваться складки, а на наружной – трещины. Также важными моментами являются: правильная настройка приспособления и надежная фиксация стержня.

Не рекомендуется практиковать народные методы с применением высокотемпературного воздействия, включающие следующие этапы:
- надрез болгаркой места сгиба арматурного стержня;
- подогрев места сгиба паяльной лампой или другим источником открытого огня;
- гибка на требуемый угол.
При использовании такого метода в месте изгиба снижаются механические характеристики из-за надрезов и воздействия высоких температур. При воздействии нагрузок на такой стержень он может разрушиться. Если в проекте нет разрешения на применение подобного способа гибки, использовать его не рекомендуется.
Принцип действия станков для гибки арматуры
Принцип работы гибочных станков самостоятельного и заводского производства примерно одинаков:
- металлоизделие размещается между центральным и упорным пальцем;
- посредством гибочного пальца прут изгибают под заданным в проекте углом;
- гибка может осуществляться в правую или левую сторону.

В устройствах с мехприводом имеется вращающийся диск, на котором фиксируют центральный и изгибающий пальцы. В зазор между ними укладывают пруток. Стержень одним концом упирается в ролик, который стационарно крепится на корпусе. При вращении диска гибочный палец воздействует на арматурный стержень, который изгибается на требуемый угол вокруг центрального валика.
Как сделать станки для гибки арматуры простейшей конструкции?
Простейшее приспособление – кусок швеллера с прорезями. На таком примитивном устройстве можно изгибать стержни диаметром до 8 мм с достаточно большим радиусом угла гибки. Процедура гибки требует приложения серьезных физических усилий.
Для самостоятельного изготовления более сложного гибочного устройства понадобятся: стальной уголок 40х40 мм, деревянный брусок, крепежные элементы. Собрать такой самодельный станок для гибки арматуры несложно, но подходит он только для гибки прута малого сечения, в основном для изготовления монтажных петель и других изделий из арматуры с гладкой поверхностью.
Этапы проведения работ:
- уголок разрезается на 2 части;
- в одной из частей изготавливаются отверстия под саморезы, затем этот отрезок крепится к деревянному бруску;
- вторая часть – подвижная, крепится на брусок болтом, выполняет функции рычага.
Использование этой конструкции не обеспечивает высокую производительность и требует приложения значительных физических усилий.
Подобная конструкция может быть выполнена не на брусе, а на швеллере или профильной трубе. Максимальный диаметр обрабатываемых арматурных стержней – 14 мм.
Схема станка для гибки арматуры из двух стальных труб
С помощью этого устройства можно изгибать арматурные изделия даже большого сечения. Чем больше сечение стержней, которые требуется согнуть, тем длиннее должны быть трубы. Диаметр труб – 1/2-3/4″.
Этапы гибки:
- один край арматуры вставляют в первый отрезок трубы, а второй – надевают на свободный край стержня;
- один из отрезков трубы фиксируют в тисках, вкапывают в землю, для полной надежности бетонируют;
- второй отрезок трубы загибают вверх на требуемый угол.
Более надежными и высокопроизводительными являются электромеханические станки заводского производства. Гибочный механизм приводится в действие с помощью электропривода. Максимальные диаметры арматурных стержней, на которые рассчитано устройство, указываются в маркировке. Для ускорения процесса можно приобрести станок, выполняющий две операции: рубку в размер и гибку.
Гибочный станок Micro-Mark
, совершенствуйте, делайте идеальные изгибы в дереве, фанере, пластике, металле, жесткой проволоке, для тяжелых условий эксплуатации с прецизионной обработкой алюминия со стальными шестернями
См. видео
Отзывы покупателей об этом изделии
5 Отзывов
Гибочный станок профессионального качества формирует плавные изгибы в дереве, пластике и металле
Прокрутите вниз для получения дополнительной информации
Инструкции по загрузке
ВИДЕО
Гибочный станок Micro-Mark
 youtube.com/embed/QEGn09elJJM» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/QEGn09elJJM» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Артикул №: 81356
149,95 $
Возможны скидки за количество
Количество
Обзоры клиентов об этом предмете
Среднее:
- Подробная информация
инструмент для создания идеальных изгибов в обшивке моделей кораблей. Работает на деревянных планках шириной до 2-1/4 дюйма и толщиной 1/8 дюйма… даже на фанере! Но это еще не все: он также сделает гладкими, без перегибов изгибы пластиковых и металлических лент, 1/16-дюймовых, 3/32-дюймовых и 1/8-дюймовых трубок и мягкой проволоки. Просто установите ролики на нужный радиус и поверните рукоятку для подачи и формирования материала. Вы даже можете создавать кривые идеального радиуса в модели железной дороги в масштабе от N до O. Прецизионная обработка алюминия со стальными шестернями. Ролики имеют диаметр 1/2 дюйма и длину 3 дюйма.
Прецизионная обработка алюминия со стальными шестернями. Ролики имеют диаметр 1/2 дюйма и длину 3 дюйма.
Ratings & Reviews
5 Обзоры
- 5 звезд
- 5 Обзоры
- 4 Звезды
- 0 Обзоры
- 3S 0 отзывов
- 1 звезда
- 0 отзывов
Написать отзыв
Идеально подходит для изогнутых дорожек0003
родстер с новой выхлопной трубой
отличный инструмент, катится легко и плавно
Давно искал что-то подобное
Я всегда гнул доски своего корабля с помощью валика для теста LOL, так что найти инструмент, который делает это надежно и легко, — это находка
Делать мои свечи легко
Я использую это, чтобы свернуть тонкий алюминий, которым я оборачиваю свечи, которые я продаю. Я удостоверяюсь, что он выровнен и проходит идеально. У меня не было никаких проблем с этим инструментом, всем рекомендую! Сокращает мое рабочее время в два раза!!
Подходящий инструмент для серьезного моделиста
Потребовалось 10 досок одинаковой степени изгиба, и это сработало отлично. Купила бы снова
Купила бы снова
Как сделать спираль, как выпрямить
Перейти к содержимому
Традиционно прямые арматурные стержни изгибаются с помощью ручного механизма. Точность изгиба зависит от умения и опыта рабочего.
В качестве альтернативы пневматическим и гидравлическим машинам некоторые машины могут использоваться для изготовления стремян, но у этих машин есть главный недостаток, заключающийся в том, что они требуют большого резервуара для хранения и компрессора, что делает машину тяжелой и устойчивой.
Гибочный станок приводится в действие электрическими средствами, где рабочий должен только подавать стержни и активировать выключатели. Машина портативная, поэтому ее можно взять с собой куда угодно. Низкое энергопотребление делает этот автоматический гибочный станок предпочтительным.
В автомобильной, аэрокосмической, строительной и судостроительной промышленности электрические гибочные станки часто используются из-за их высокой точности и простоты использования. В аэрокосмической промышленности тяжелые детали приходится гнуть из-за их точной конструкции.
В аэрокосмической промышленности тяжелые детали приходится гнуть из-за их точной конструкции.
Помимо обеспечения точности, эти гибочные станки также более энергоэффективны, чем другие гибочные станки.
В этой статье мы обсудим, как можно сделать спираль на станке для гибки стали и как можно выпрямить уже согнутые прутья.
Содержание
Что такое станок для гибки стали в строительстве
Спиральные станки для гибки арматуры оснащены штифтами и индуктивными датчиками для точной регулировки угла, что делает их гораздо более надежными, чем станки со стандартными концевыми выключателями. Машина грязе- и водонепроницаемая, есть педаль безопасности.
Передний конец арматурного стержня не нужно предварительно сгибать перед подачей в спиральный гибочный станок. Спиральногибочный станок может производить как левые, так и правые спирали.
Станки для гибки арматуры включают боковые короткие линейки с отверстиями для штифтов, которые позволяют точно регулировать угол.
Как сделать спираль на станке для гибки стали
Выполните следующие действия, чтобы сделать спираль на станке для гибки стали.
- Три ручки, кнопки ВКЛ/ВЫКЛ и индикатор питания находятся на панели управления оборудованием.
- Первая ручка на вашем спирально-гибочном станке позволяет выбрать левостороннюю или правостороннюю спираль. Позиция 1 соответствует ЛЕВО, позиция 2 соответствует ПРАВО, а позиция 0 соответствует СТОП.
- Центральная ручка регулирует скорость спиральногибочного станка. Положение 0 — СТОП, положение 1 — МЕДЛЕННО (7 метров или 23 фута в минуту), а положение 2 — БЫСТРО (удвоенная скорость, 14 метров или 46 футов в минуту).
- Наконец, правая ручка на станке для изготовления спирали арматуры позволяет переключаться между ручным (MAN) и автоматическим (AUTO) режимами.
- Чтобы включить машину, нажмите зеленую кнопку. Загорится зеленый индикатор POWER. Чтобы выключить питание, нажмите красную кнопку.
- Вы можете перемещать маленький ролик ближе или дальше от двух больших роликов, вращая внешнюю ручку на центральном зубчатом колесе. В результате ваш обруч или спираль будут иметь другой радиус или шаг.
- Затем арматурный стержень подается между большим и малым роликами после того, как машина для спирали арматурного стержня настроена в соответствии с вашими предпочтениями. В зависимости от того, установлено ли оборудование в положение ВЛЕВО или ВПРАВО, вы будете подавать с одной или с другой стороны. Убедитесь, что ролики обращены от вас.
- При переходе арматурного стержня от первого большого ролика к маленькому ролику и ко второму большому ролику он изгибается. Когда маленький ролик находится ближе к большому ролику, радиус кольца или спирали будет меньше.

Как выпрямить согнутый стержень на станке для гибки стали
 youtube.com/embed/bgYbmVQiVXM?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
youtube.com/embed/bgYbmVQiVXM?wmode=transparent&autoplay=0″ allowfullscreen=»» allow=»autoplay; fullscreen»/>
Портативные выпрямители обычно питаются от аккумулятора или электричества. С помощью переносного выпрямителя выпрямите арматурные стержни, выполнив следующие действия.
- Убедитесь, что гибочный крюк в хорошем состоянии. Полностью затяните гибочный крюк.
- Замените ролики в соответствии с диаметром арматуры.
- Прогрейте гидравлическое масло в холодную погоду в течение 30-60 секунд, чтобы достичь необходимой вязкости. Чтобы вернуть поршень в исходное положение, нажмите пусковой переключатель и выдвиньте поршень на полный ход. Повторите процесс 2-3 раза без арматуры.
- Инструмент работает в режимах толкания и вытягивания. Вы можете выбрать нужный режим, перемещая рычаг на клапане управления режимами. Нажмите, чтобы поршень выдвинулся вперед, и потяните, чтобы поршень втянулся. Поршень можно перемещать в любом направлении простым нажатием переключателя.
