Содержание
Контактная сварка своими руками
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Содержание
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
С помощью реле К1 выполняется замыкание контактов № 4 и 5 в ключе МТТ4К во время подачи напряжения от управляющей цепи на обмотку его катушки. Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Поскольку коммутируемый ток, протекающий через контакты ключа № 4 и 5, довольно слабый, не более 100 мА, то вместо реле К1 можно воспользоваться любым слаботочным реле, которое срабатывает при напряжении 15-20В.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Трансформатор для контактной сварки своими руками
Основной силовой частью контактной сварки является трансформатор. За основу берется готовое трансформаторное устройство, используемое в различных приборах и оборудовании и рассчитанное на 2,5 А. Старая обмотка удаляется, а на торцах магнитопровода устанавливаются кольца, материалом для которых служит тонкий электрокартон.
Готовые кольца подгибаются по границам внутренней и внешней кромки, после чего поверх колец магнитопровод обматывается лакотканью в три слоя и более. Первичная обмотка изготавливается из проводов, диаметром 1,5 мм. Лучше всего использовать провода с тканевой изоляцией, чтобы обмотка более качественно пропиталась лаком. Для вторичной обмотки потребуется многожильный провод диаметром 20 мм в кремнийорганической изоляции.
Количество витков рассчитывается в зависимости от запланированной мощности сварочного аппарата. Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
Первичная обмотка делается с промежуточными выводами, а после наматывания пропитывается лаком. Поверх нее наматывается один слой хлопчатобумажной ленты, который также пропитывается лаком. После этого сверху укладывается вторичная обмотка, для пропитки которой также потребуется лак.
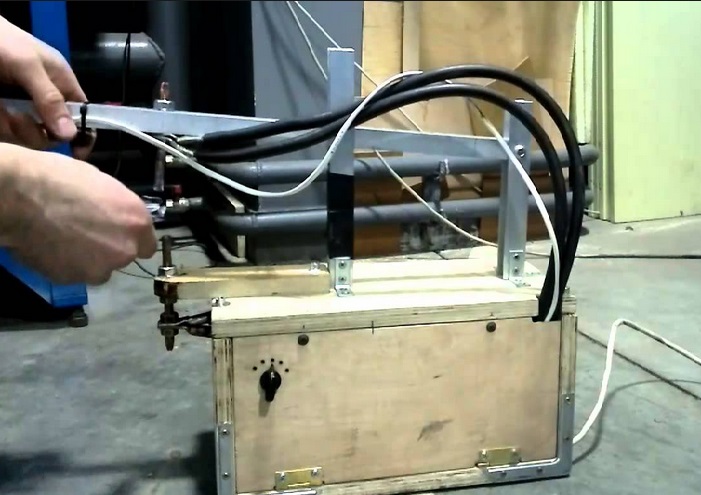
Изготовление и установка клещей
В большинстве случаев ручная контактная сварка оснащается специальными клещами. Они могут монтироваться стационарно, непосредственно в корпус устройства или делаться выносными, аналогично конструкции ножниц. Первый вариант обеспечивает более надежную изоляцию, хороший контакт во всей цепи, от трансформатора до самих электродов. Стационарные клещи изготавливаются и подключаются к аппарату значительно проще, чем выносные.
Однако без увеличения длины подвижного рычага прижимное усилие будет незначительным. Длинные ручки существенно легче сделать на выносной конструкции. Кроме того, выносные клещи более удобные, поскольку ими можно работать на определенном расстоянии от сварки.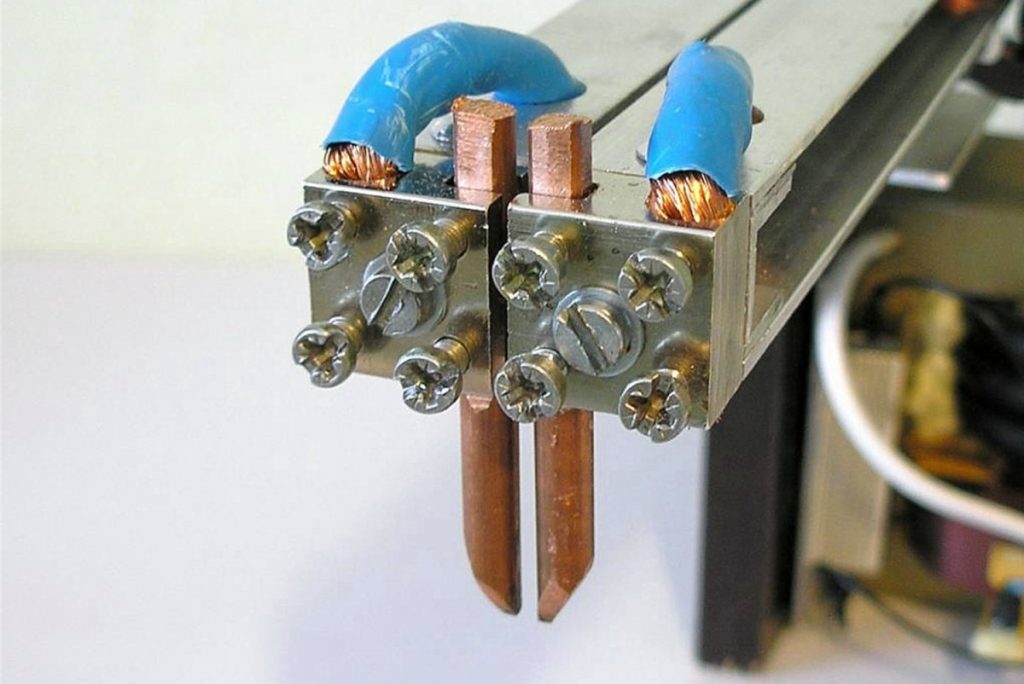 Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
Усилие таких клещей развивается в соответствии с длиной ручек. Особое внимание следует обратить на качество изоляции в точке подвижного соединения. Обычно для этих целей используются текстолитовые втулки и шайбы.
При изготовлении клещей необходимо заранее рассчитать вылет их электродов. Этот вылет является расстоянием от корпуса аппарата или точки подвижного соединения до электродов. От него полностью зависит основная техническая характеристика, которой будет обладать самодельная контактная сварка: максимальное расстояние от кромки металлического листа до места сваривания. Для изготовления электродов клещей используется медь в прутках или бериллиевая бронза. Многие мастера пользуются жалами от мощных паяльников. Так или иначе, диаметр электродов не должен быть меньше чем у проводов, подводящим ток.
Контактная сварка своими руками: особенности, виды
Часто владельцы частных территорий и автомобилей сталкиваются с проблемами, подразумевающими сварочные работы. Существует несколько способов, которые можно освоить самому, имея малейшие представления о сварочной технологии. Вот и контактная сварка, используемая для пайки разного рода деталей конструкций из стали, алюминия и меди, не является исключением.
Существует несколько способов, которые можно освоить самому, имея малейшие представления о сварочной технологии. Вот и контактная сварка, используемая для пайки разного рода деталей конструкций из стали, алюминия и меди, не является исключением.
Процесс работы
Контактная сварка необходима для соединения изделий невысокой плотности, имеющих небольшой диаметр. Рабочее действие производится разогревом металла, на который действует сила тока неоднородного происхождения.
Сваривание контактного типа в домашних условиях подразумевает наличие розетки с мощным выходом напряжения в тысячи Ампер. Даже самые малогабаритные аппараты контактного действия должны для пайки иметь высокую силу тока, не говоря об агрегатах более габаритных форм. Контактная точечная сварка производится путем разогрева сварочного участка электротоком, проводимым через исходник под высоким давлением. Главной особенностью данной технологии является сила тока, ее время поступления и сила сжатия.
Главной особенностью данной технологии является сила тока, ее время поступления и сила сжатия.
Виды контактной сварки
Контактная сварка — это процесс, при котором пайка соединительных участков производится по всей торцевой площади стыковки. Сварочный процесс выполняется методом сопротивления или плавления. В зависимости от значений этих данных, определяют два режима: жесткую и мягкую пайки. Также можно выделить главные типы сварок:
стыковая;
точечная;
шовная.
Сварка контактного типа основана на применении электродов, размещенных по-разному в инверторе. Различают одностороннее и двухстороннее сваривание.
Технологический процесс контактной пайки производится точечным способом. Исходник зажимается электродом, через который проходит высокоамперное напряжение. Проходит оно через мелкие каналы изделия, которое плавится, а в заключение производится заполнение стыков сварочным материалом.
Проходит оно через мелкие каналы изделия, которое плавится, а в заключение производится заполнение стыков сварочным материалом.
Контактная точечная сварка проводиться путем прохождения тока через стык деталей для соединения с одинаковым химическим составом. После полноценного накала в сварочной области происходит осадка. Электроды, передающие ток на изделие, производят осадку, при шовном соединении образуя роликовую форму, которая катится по стыку. Из-за этого сварка такого типа получила название роликовая.
Сваривание сопротивлением
Обработанный участок изделий крепко смыкают друг с другом и подают сварочный ток. Подачу тока останавливают после накала стыкуемых участков до первичного состояния с полной итоговой осадкой.
Сваркой сопротивлением можно паять элементы, содержащие низкоуглеродисту мм и легированным железом с участком до 21 кв. мм. Сплавы из цветного металла неплохо соединяются сваркой сопротивления. Такого типа контактная сварка способна приварить и комбинированные металлические изделия из латуни и меди, стали.
мм и легированным железом с участком до 21 кв. мм. Сплавы из цветного металла неплохо соединяются сваркой сопротивления. Такого типа контактная сварка способна приварить и комбинированные металлические изделия из латуни и меди, стали.
Самодельная контактная сварка сопротивлением обеспечивается максимальной чистотой участков для пайки поверхностей под строгим режимом температуры разогрева. Поэтому данный способ не имеет широкого применения.
Сваривание непрерывного оплавления
Контактная сварка своими руками под действием непрерывного оплавления осуществляется по таким этапам:
Части изделий плотно зажимаются машинным крепежом и не спеша перемещают подвижный зажим на стыковочные места после запуска прибора.
Накалившись до полноценной температуры, происходит оплавление торцевых краев изделия.
 По завершению проводится осадка необходимой величины, подачу тока отключают.
По завершению проводится осадка необходимой величины, подачу тока отключают.Самодельный контактный инвертор можно применять для пайки исходников, состоящих из стандартной нержавейки с диаметром 0,08-0,9 мм или для соединения стальной проволоки диаметром до 1,5 мм.
Инверторы контактного сварочного режима по своему составу имеют два узла, выполняющих определенные функции: выносное спаечное сопло и электроблок трансформатора с микроволновки. В блоке имеется реле, расположенное на панели сварочного трансформатора от микроволновки.
Один вывод обмотки с низковольтными частотами с помощью кабеля подсоединяется с электродным выходом. Во время соединения второй выводной шнур накрепко соединяют с самой надежной частью свариваемого изделия.
Обмотка первичного действия трансформаторног
о устройства от микроволновки подводится к электроблоку с помощью диодной пластины и запускается диагональный тиристорный модуль. Трансформатор от микроволновки вспомогательного питания с минимальной мощностью подает ток от блока регулировки тиристора от микроволновки к диодной подсветке. По итогам в местах стыков должны появиться зазоры, именуемые вырывами, приблизительной шириной в 0,5-0,8 мм.
Далее выставляют режим длительности сварочного импульса при возможных функциях благодаря построечному резистору. Проверочный этап стоит осуществлять в последовательнос
ти с параллельным подключением конденсатора.
 По завершению проводится осадка необходимой величины, подачу тока отключают.
По завершению проводится осадка необходимой величины, подачу тока отключают.
Работая методом контактной сварки, мастер должен использовать прорезиненный коврик для заземления, перчатки и каску с затемненным стеклом.
Похожие статьи
- Как самостоятельно сделать точечную сварку?
- Сварка труб под давлением — сложно ли это на практике?
- Как сделать полуавтоматический сварочный аппарат самостоятельно?
- Как самостоятельно сделать инверторную сварку?
Что такое сварка сопротивлением и как она работает?
Последнее обновление
Сварка сопротивлением заключается в соединении двух металлов путем приложения давления и пропускания через них электрического тока. Процесс проводится в течение заданного периода времени, чтобы нагреть поверхность раздела металлов до точки плавления. Во время процесса нагревания прикладывается усилие зажима, чтобы удерживать металлы на месте до тех пор, пока самородок не затвердеет. Одним из ключевых преимуществ этого метода является то, что для создания связи не требуется наполнитель. Это делает этот метод невероятно удобным как для небольших, так и для крупных сварщиков.
Как работает контактная сварка?
Сварка сопротивлением позволяет сварщикам соединять две металлические детали, используя принцип выделения тепла за счет электрического сопротивления. Электрический ток передается на металлические листы через сварочные электроды, которые прикладывают усилие к листам. Затем сила преобразуется в тепло для плавления металла в точках сопротивления с образованием расплава.
Затем электрод отводит тепло из зоны расплавленного сварного шва, что приводит к образованию очага сварки в месте его затвердевания. Сварщики регулярно применяют давление до, во время и после подачи тока, чтобы ограничить площадь контакта.
Какие существуют виды контактной сварки?
Ниже приведены различные типы процессов сварки сопротивлением:
1. Точечная сварка сопротивлением
В этом процессе сварка создается с использованием тепла, выделяемого сопротивлением протеканию сварочного тока. Сопротивление создается между соприкасающимися поверхностями и силой, прикладываемой к заготовкам в течение определенного периода времени. При точечной сварке используется геометрия лицевых поверхностей сварочных электродов, чтобы сфокусировать приложенное к заготовке давление и сварочный ток в нужном месте. Как только достигается оптимальное сопротивление, материалы оседают и объединяются, образуя самородок.
Изображение предоставлено: Дмитрий Калиновский, Shutterstock
2.
 Сварка контактным швом
Сварка контактным швом
В этом процессе используются электроды в форме колеса для создания силы и сварочного тока для расплавления заготовок. Заготовки вставляются так, чтобы они катились между электродами в форме колеса при подаче сварочного тока. Созданные сварные швы могут перекрываться, что приводит к точечному сварному шву через определенные промежутки или к полному сварному шву.
3. Сварка контактным выступом
Сварка выступающим электродом локализует сварные швы в заданных точках. В этом методе используются тиснения, выступы или пересечения для фокусировки тепла, выделяемого в точке контакта. Как только сварочный ток создает достаточное сопротивление, выступы разрушаются, образуя самородок.
4. Стыковая сварка сопротивлением
Это форма контактной сварки, используемая для сварки двух толстых металлических стержней или пластин по краям. Связывание осуществляется приложением противоположных сил непосредственно при зажиме заготовок электродами. После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
После того, как заготовки нагрелись, прикладывается сильное давление, чтобы образовался самородок, хотя плавление может произойти не сразу. Расплаву дают остыть и затвердеть, чтобы сформировать сварной шов.
5. Сварка поперечной проволокой
Это форма контактной сварки, используемая для соединения стержней или проволоки в поперечных соединениях. Связывание осуществляется прямым приложением противоположных сил с помощью плоских электродов. При этом происходит локализация генерируемого тепла и тока в месте контакта между скрещивающимися стержнями или проводами.
6. Сварка контактной сваркой
В этом методе для образования сварного шва используется контактная сварка и контактная сварка. Сварщик начинает с того, что прикладывает силу сцепления к сопрягаемым поверхностям свариваемых листов. Затем перед отверждением клея через листы выполняется контактная точечная сварка. Точечная сварка укрепляет сварной шов, а клей обеспечивает жесткость соединений.
Параметры контактной сварки
Преобладающим принципом контактной сварки является закон нагревания Джоуля, согласно которому выделение тепла зависит от четырех факторов.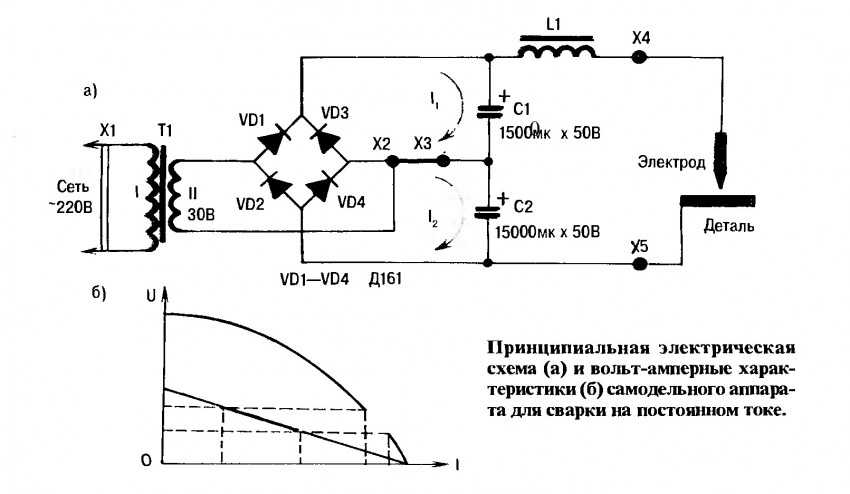 Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и тепловые потери за счет проводимости и излучения.
Эти факторы включают сопротивление металла, приложенный ток, время приложенного тока и тепловые потери за счет проводимости и излучения.
Для оптимального функционирования этого принципа на результат контактной сварки будут влиять несколько факторов, таких как:
1. Сварочный ток
Это наиболее важный элемент контактной сварки. Сварочный ток обычно определяет тепловыделение мощностью квадратов или I2. Всякий раз, когда вы увеличиваете сварочный ток, это приводит к пропорциональному увеличению размера свариваемого самородка. Однако использование слишком большого тока приведет к выбросам и ухудшению состояния электрода.
2. Время сварки
При контактной сварке выделяемое тепло напрямую связано со временем сварки. Сварщику потребуется минимальный сварочный ток и время сварки для получения сварного шва. На формирование сварного шва обычно влияют два фактора. К ним относятся передача тепла от зоны сварки к основным металлам и электродам и потеря тепла со свободных поверхностей в окружающую среду.
Всякий раз, когда вы увеличиваете время сварки, убедитесь, что вы используете большой ток для увеличения размера наггетса до такой же степени, как и у наконечника электрода в зоне контакта. Во время сварки избегайте увеличения времени сварки, чтобы снизить риски, такие как выталкивание или прилипание электрода к заготовке.
Изображение предоставлено: Greeneries, Shutterstock
3. Сварочное усилие
Сварочное усилие необходимо для сжатия заготовок в зонах сварки, чтобы обеспечить плавное протекание тока. Использование низкого сварочного усилия может привести к выталкиванию сварочного тока при включении сварочного тока. Выбросы будут происходить из-за того, что контактное сопротивление будет слишком высоким, что приведет к быстрому выделению тепла. С другой стороны, использование более высокого усилия сварки приведет к увеличению площади контакта, что приведет к снижению контактного сопротивления и плотности тока. В результате уменьшится тепловыделение и размер сварного шва.
4. Контактное сопротивление
При контактной сварке контактное сопротивление обычно снижается с повышением температуры и уменьшается пропорционально увеличению давления. Известно, что все металлы имеют шероховатую поверхность. Таким образом, увеличение силы сварки повысит контактное давление. Увеличение контактного давления приводит к увеличению общей площади контакта поверхности раздела за счет деформации металла неровностей шероховатой поверхности. В конечном итоге деформация приведет к уменьшению контактного сопротивления на границе раздела, что уменьшит тепловыделение и размер самородка.
5. Свойства материалов
Динамика контактной сварки основывается на том свойстве, что все материалы изменяются при изменении температуры. Удельное сопротивление и теплопроводность сварочного материала будут влиять на тепловыделение и теплопередачу. При сварке металлов с низким удельным сопротивлением и высокой теплопроводностью, таких как медь и серебро, выделяется мало тепла. Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
Из-за низкого тепловыделения соединение таких материалов контактной сваркой крайне затруднительно.
При сварке разнородных металлов с более высоким удельным сопротивлением выделяется больше тепла. Поэтому сварщики должны проявлять большую осторожность при выборе формы электродов, чтобы предотвратить выталкивание. Твердость материала также влияет на контактное сопротивление, создавая высокое контактное сопротивление. Эта твердость потребует большего усилия сварки из-за шероховатости поверхности.
Изображение предоставлено: Pixabay
6. Поверхностные покрытия
Поверхностные покрытия обычно наносятся для защиты от коррозии или используются в качестве основы для дальнейшей обработки поверхности. Сварщики также могут использовать покрытия для облегчения сварки сложных комбинаций материалов. В этом случае покрытия наносятся стратегически, чтобы равномерно сбалансировать тепло на поверхности сварки.
Поверхностные покрытия также могут усложнять процесс сварки, вынуждая сварщика выполнять определенную настройку параметров процесса. При контактной сварке удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как твердый припой.
При контактной сварке удаляется большая часть поверхностных покрытий. Небольшой процент, который остается на границе раздела сварного шва, будет рассматриваться как твердый припой.
7. Геометрия и размеры
Геометрия электрода и размеры заготовок обычно влияют на результаты сварки и распределения плотности тока.
- См. также: Что такое комбинированная сварка и как она работает?
Применение контактной сварки
Контактная сварка применяется следующими способами:
- Метод стыковой сварки используется при изготовлении проволочных соединений, железнодорожных путей и колесных дисков
- В автомобильной промышленности точечная сварка используется при сборке автомобильных кузовов и крупных компонентов. Метод также широко применяется в производстве мебели и бытовой техники
- Шовная сварка в основном используется в производстве контейнеров, теплообменников, небольших резервуаров и котлов
- Метод проецирования сопротивления используется при производстве насосов, клапанов и датчиков
- Сварка крестообразной проволокой широко используется в производстве металлических проволочных сеток и покупательских тележек
Изображение предоставлено: Funtay, Shutterstock
Преимущества контактной сварки
- Это простой метод, не требующий эксперта для сварки
- Сварщики могут использовать этот метод для сварки как однородных, так и разнородных металлов
- Высокие скорости сварки, обычно менее 1 секунды
- Процедура не требует присадочного металла, флюса и защитных газов
- Относительно безопасен из-за требований к низкому напряжению
- Он безвреден для окружающей среды, так как производит мало отходов и не загрязняет окружающую среду
- Эффективный способ сварки с высокой производительностью и скоростью сварки
Недостатки контактной сварки
- Метод потребляет много энергии
- Высокий уровень износа электродов
- Отсутствие портативности из-за стационарного источника питания
- Ограничение толщины заготовок (обычно до ¼ дюйма)
- Процесс ограничивается соединениями внахлест, что требует от сварщиков использования большего количества материала для сварки
Изображение предоставлено: Greeneries, Shutterstock
Часто задаваемые вопросы (FAQ)
1.
 Зачем мне контролировать смещение?
Зачем мне контролировать смещение?
Сварщики должны контролировать смещение или расширение наггета для точечных сварных швов или установку для выступающих швов. Мониторинг поможет им обнаруживать небольшие изменения любых переменных, которые могут повлиять на процесс сварки.
2. Зачем мне контролировать толщину заготовки?
Сварщики должны разработать график контактной сварки для каждого материала, включая толщину заготовок. Различия в толщине заготовок обычно возникают из-за использования неподходящих деталей, неправильной подгонки или наличия на заготовках посторонних веществ. В результате этих различий качество сварного шва будет скомпрометировано. Чтобы избежать подобных случаев, необходимо часто контролировать толщину заготовок.
3. Как решить проблему захвата материала только одним колесом шовной сварки?
Среди физических проблем, встречающихся в сварочных аппаратах постоянного тока, является повышенное налипание материала на положительный электрод. Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Чтобы решить эту проблему, сварщики могут переключиться на процесс сварки переменным током.
Изображение предоставлено: Шивани Хасрадж Дхаргаве, Shutterstock
4. Зачем мне контролировать проводимость?
Проводимость обычно противоположна сопротивлению. Это означает, что чем выше сопротивление, тем ниже уровень проводимости. Мониторинг проводимости полезен, поскольку он предоставляет важную информацию о периодических требованиях к ремонту и техническому обслуживанию машин. Мониторинг также может предоставить важную информацию о пригодности заготовки для контактной сварки.
5. Какие электрические требования необходимы для контактной сварки?
При контактной сварке оптимальным является типичный трехфазный электрический ток силой 62-72 ампера. Если трехфазный электрический ток недоступен, сварщики могут использовать однофазный, но только при наличии значительного напряжения. Однако использование однофазной сварки требует дополнительного времени. Это может создать большую зону теплового воздействия или зону термического влияния (ЗТВ).
6. Является ли мощность самой важной частью качественной контактной сварки?
Нет. Чтобы получить качественную контактную сварку, наилучшая комбинация, которую следует учитывать, включает мощность, время, размер самородка и давление сжатия.
Изображение предоставлено: Pixabay
7. Важна ли документация по качеству сварки?
Вы всегда будете нести ответственность за свою работу и качество сварки. Ответственность также распространяется на магазин и техника. Таким образом, всегда распечатывайте и документируйте все качество сварки.
8. Важна ли сила между электродами?
Использование надлежащего сварочного усилия снизит сопротивление материала поверхности, тем самым предотвратив выталкивание или заусенцы.
Заключение
Сварка сопротивлением необходима для соединения одинаковых или разнородных металлов с использованием тепла. Этот метод также можно использовать для сварки различных металлов под давлением, что делает этот процесс универсальным. Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Как новички, так и сезонные сварщики могут использовать эту технику из-за ее простоты. Требуется только изучить основы сварки, и после этого все готово.
Авторы избранного изображения: Дмитрий Калиновский, Shutterstock
- Как работает контактная сварка?
- Какие существуют виды контактной сварки?
- 1
- 1. Сварочный ток
- 2. Время сварки
- 3. Сила сварки
- 4. Контактное сопротивление
- 5. Свойства материала
- 6. Покрытие поверхности
- 7.0
Размеры и геометрия
- 1
- Применение контактной сварки
- Преимущества контактной сварки
- Недостатки контактной сварки
- Часто задаваемые вопросы (FAQ)
- 1. Зачем мне контролировать перемещение?
- 2. Зачем мне контролировать толщину заготовки?
- 3. Как решить проблему захвата материала только одним колесом шовной сварки?
- 4. Зачем мне контролировать проводимость?
- 5. Какие электрические требования необходимы для контактной сварки?
- 6. Является ли мощность самой важной частью качественной контактной сварки?
- 7. Важна ли документация по качеству сварки?
- 8. Важна ли сила между электродами?
- Вывод
 Какие электрические требования необходимы для контактной сварки?
Какие электрические требования необходимы для контактной сварки?Что такое рецепт контактной сварки?
Какова формула успеха контактной сварки?
Рэй Микелена, CRWT
Точечная сварка сопротивлением является самым быстрым, прочным и наименее дорогим методом соединения металлов. Однако, несмотря на то, что сварка сопротивлением использовалась в производстве в течение десятилетий, этот процесс до сих пор недостаточно изучен за пределами автомобильной промышленности.
Сварка сопротивлением уникальна тем, что это высокоскоростной метод соединения металлов с кованым сварным соединением, образованным с применением точно контролируемого электрического тепла и силы без добавления какого-либо присадочного металла.
Процесс выглядит простым, но существует множество переменных, которые необходимо понимать и контролировать для достижения желаемого результата – сварки, которая прочнее основного металла. И, кстати, многие контактные точечные сварные швы должны быть не только прочными, но и привлекательными, что создает еще одну проблему для наладчиков сварки.
И, кстати, многие контактные точечные сварные швы должны быть не только прочными, но и привлекательными, что создает еще одну проблему для наладчиков сварки.
Три основные переменные, которые необходимо учитывать для достижения успеха при контактной сварке, можно запомнить как РСТ : P давление (сила ковки), C ток (количество используемых сварочных ампер) и T время (длительность подачи тока)
Без понимания важности этих переменных и их связи друг с другом часто получаются слабые и/или некрасивые сварные швы. И, к сожалению, в этих проблемах часто обвиняют процесс сварки сопротивлением, что иногда приводит к переходу на более дорогой и медленный метод соединения металлов, такой как клепка.
Недавний визит на завод заказчика показал, почему при неправильной настройке машины получаются слабые сварные швы. В этом случае техник настройки сварщика предполагал, что длительное время сварки приведет к более прочному сварному шву, но мы смогли доказать обратное.
Почему длительное время сварки не дает лучшего сварного шва сопротивлением? Казалось бы, «приготовление» контактного сварного шва с дополнительным нагревом и временем добавит ему прочности. Однако, как и при выпечке торта, правильный рецепт Давления, Течения и Времени имеет решающее значение для достижения успешного результата.
ПОНИМАНИЕ ТОЧЕЧНОЙ СВАРКИ СОПРОТИВЛЕНИЯ
Давайте посмотрим на РСТ и узнаем, что означает этот рецепт и почему простое увеличение времени сварки не улучшило сварку нашего клиента.
H =I2RT — действующая формула контактной сварки, где H — тепло, I — ток, проходящий через комбинацию металлов, R — сопротивление металла и контактных поверхностей, а T — время или продолжительность прохождения тока. Это звучит сложно, поэтому давайте вернемся к РСТ, потому что мы должны понимать эти переменные, чтобы по-настоящему понять контактную сварку и то, как она работает.
P Давление измеряется в фунтах силы, прикладываемой к зоне сварки, а C Ток измеряется во вторичных сварочных амперах. Длительность протекания сварочного тока ( T time) измеряется в циклах, при этом один цикл составляет 1/60 th секунды.
Длительность протекания сварочного тока ( T time) измеряется в циклах, при этом один цикл составляет 1/60 th секунды.
Для оптимизации процесса рекомендуется использовать на аппарате высокие значения вторичного сварочного тока – обычно от 5000 до 20 000 ампер. Сварочный ток, создаваемый трансформатором сварщика, подается на заготовку через медные рычаги и сварочные наконечники (электроды). при очень низком вторичном напряжении, обычно от 3 до 12 вольт.
Например, при сварке двух деталей из низкоуглеродистой стали 18-го калибра рекомендуемые настройки, указанные в одной из легкодоступных опубликованных таблиц, составляют: давление 660 фунтов, вторичный ток 9600 ампер и время сварки восемь циклов. К сожалению, большинство сварочных аппаратов для контактной сварки не имеют дисплеев для этих переменных, поэтому вам, как правило, необходимо использовать внешний монитор сварки и датчик усилия.
Теплота, необходимая для точечной сварки, создается сопротивлением току свариваемого материала — отсюда и название сварки сопротивлением.
Медь, используемая для проводников точечной сварки, считается, что она имеет значение проводимости 100%, а обычная сталь имеет проводимость около 10%, поэтому, если у нас есть данный ток, проходящий через равные объемы и площади сечения меди и стали, в результате выделяется тепло в стали будет примерно в 10 раз больше, чем в меди.
МЕЖФАЗНОЕ СОПРОТИВЛЕНИЕ
Все сопротивления в сварочном контуре считаются включенными последовательно, и тепло, выделяемое в любом месте, пропорционально значению сопротивления в этой точке. Мы можем предположить, что поверхность обшивки, где соприкасаются два куска стали, имеет самое высокое сопротивление и, следовательно, будет выделять больше всего тепла. Это межфазное сопротивление должно генерировать достаточно тепла, чтобы довести температуру плавления сопрягаемых поверхностей примерно до 2700 градусов по Фаренгейту.0005
А ЧТО О РСТ?
Если тепло, выделяемое в какой-либо одной точке, пропорционально значению сопротивления в этой точке, как мы можем контролировать сопротивление?
В электрической цепи прижатие соприкасающихся поверхностей с большой силой снижает сопротивление, что, в свою очередь, снижает тепловыделение. Другими словами, изменение давления ( P ) может повышать или понижать сопротивление, что во многом связано с определением тепла в нашем сварном соединении.
Другими словами, изменение давления ( P ) может повышать или понижать сопротивление, что во многом связано с определением тепла в нашем сварном соединении.
« C » в рецепте означает ток или количество ампер, проходящее через заготовку, и это можно отрегулировать с помощью переключателя ответвлений трансформатора, если он есть, и регулировки процентного тока нагрева на электронном блоке сварщика. контроль.
« T » означает время, в течение которого сварочный ток проходит через соединение. Время сварки важно, потому что слишком малое время протекания тока приведет к слабому сварному шву, а слишком большое время сварки приводит к тому, что зона термического влияния становится слишком большой, что ослабляет соединение и создает большую некрасивую вмятину.
Как вы уже могли видеть, давление, время и сила тока являются составляющими нашего рецепта контактной сварки, и каждую переменную необходимо понимать и правильно контролировать для достижения стабильных результатов.
ТОК ДЕЛАЕТ РАБОТУ
Проходя через сопротивление зоны сварки, электрический ток выполняет задачу создания необходимого тепла. Проще говоря, ток — это переменная, которая доводит металл до температуры 2700 градусов по Фаренгейту и заставляет металл становиться «пластичным» и готовым к плавлению. Давление на сварной шов склеивает пластиковый металл, а затем молекулы сливаются вместе, образуя сварной шов.
Подумайте о чрезмерно длительном времени сварки при слишком слабом токе таким образом — независимо от того, как долго вы оставите кастрюлю с водой на глазу плиты, вы не сможете заставить воду кипеть без достаточного тепла.
Продолжая нашу кулинарную аналогию, подумайте о приготовлении печенья: Чтобы в итоге получилось однородное, вкусное печенье, мы должны следовать рецепту, который требует выпекания тщательно подобранных ингредиентов в течение определенного периода времени.
Сварка сопротивлением в основном такая же, и для достижения наилучших результатов мы должны следовать рекомендуемому графику, который определяет правильное количество РСТ — давление, ток и время.
Американское общество сварщиков (AWS) и другие источники публикуют рекомендуемые настройки для большинства металлов, обычно соединяемых контактной сваркой. Эти таблицы являются вашей «книгой рецептов», и в них перечислены проверенные настройки для различных толщин металла.
ПОЧЕМУ НЕ ИСПОЛЬЗОВАТЬ ДЛИТЕЛЬНОЕ ВРЕМЯ СВАРКИ?
Длительное время сварки часто используется при попытке исправить проблему с рецептом сварки. Если время сварки у вас слишком велико, возможно, ваша текущая настройка не является правильной «порцией» в соответствии с рецептом для расплавления металла, который вы свариваете.
С другой стороны, слишком большой ток или недостаточное давление могут привести к тому, что ваш сварной шов «выкипит» — то, что обычно называют выбросом сварного шва.
Если на вашем аппарате установлено слишком большое давление сварки, что снижает сопротивление, или неправильно установлен низкий ток, уровень нагрева, необходимый для плавления металла, может никогда не быть достигнут.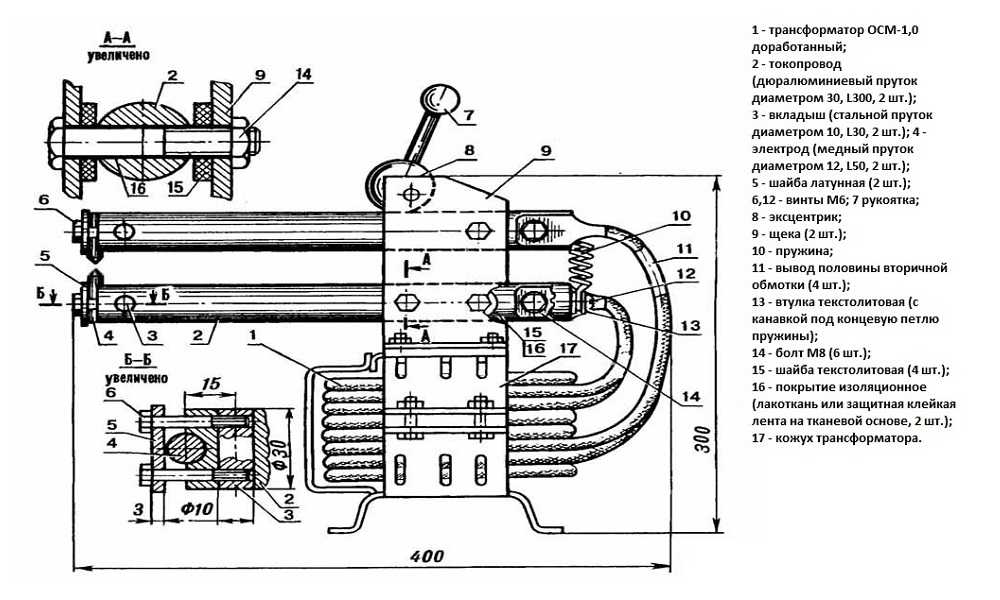 Когда вы пытаетесь преодолеть это, увеличивая время сварки, вы все равно никогда не доведете металл до расплавленного состояния.
Когда вы пытаетесь преодолеть это, увеличивая время сварки, вы все равно никогда не доведете металл до расплавленного состояния.
ПОСЛЕДОВАТЕЛЬНАЯ, ВЫСОКОКАЧЕСТВЕННАЯ ТОЧЕЧНАЯ СВАРКА СОПРОТИВЛЕНИЯ
Ключом к стабильной высококачественной контактной точечной сварке является понимание всех переменных в работе (PCT) и их правильная регулировка и контроль во время производственного цикла.
Хотя сварка сопротивлением иногда считается «черным искусством», это наука, которую можно понять и освоить, обладая небольшими знаниями.
Мы рекомендуем посетить семинар по контактной сварке или найти наставника с необходимым опытом. Кроме того, книги и учебные материалы доступны через Американское общество сварщиков (AWS) и другие источники.
ОСТАЛОСЬ ИСТОРИИ
Возвращаясь к нашему заказчику, который считал, что чрезвычайно длительное время сварки является ответом на получение прочных точечных сварных швов, мы смогли доказать с помощью разрушающих испытаний, что всего восемь циклов времени сварки обеспечивают гораздо более прочное соединение, чем 73 цикла времени сварки.