Содержание
«Как вырастить плесень на хлебе в домашних условиях за 1 день?» — Яндекс Кью
Популярное
Сообщества
Анонимный вопрос
·
28,9 K
Ответить1Уточнить
Любовь Кобцева
7,3 K
Менеджер по работе с комьюнити Яндекс.Кью · 9 нояб 2018
Чтобы вырастить плесень быстро, купите хлеб с истекающим сроком годности. Чем дольше он лежал в магазине, тем лучше. И важно — не берите хлеб в пакете.
Плесени для появления нужны влага и тепло.
Поэтому хлеб нужно побрызгать водой.
Потом заверните в пакет и положите на батарею или любое теплое место. Но не допускайте, чтобы на хлеб хорошо освещался. Выбирайте темное место. Или накройте его чем-нибудь.
Обратите внимание, что пакет должен быть прозрачным. Так вы сможете наблюдать процесс.
Так вы сможете наблюдать процесс.
И не стоит слишком плотно завязывать. Пусть чуть-чуть воздуха попадает внутрь.
Плесень должна появится за сутки. Но невооруженным взглядом ее заметить не так легко. Это будут мельчайшие споры.
Еще через сутки вы уже легко сможете увидеть результат.
22,1 K
вадим ш.
12 февраля 2020
Спс мне помогло и надо дабавить освежитиль для туалета у меня 4 видо вырасло
Комментировать ответ…Комментировать…
Валерия Федорова
8,4 K
Разнопрофильный специалист, мама 4х деток · 13 мар 2018
Грибки любят тепло, поэтому поместите хлеб над батареей или в другое место, где температура выше комнатной.
Если у вас дома есть сыр с плесенью или испорченные продукты, подложите уже созревшие грибки на хлеб. Они приживутся довольно быстро, что значительно ускорит процесс.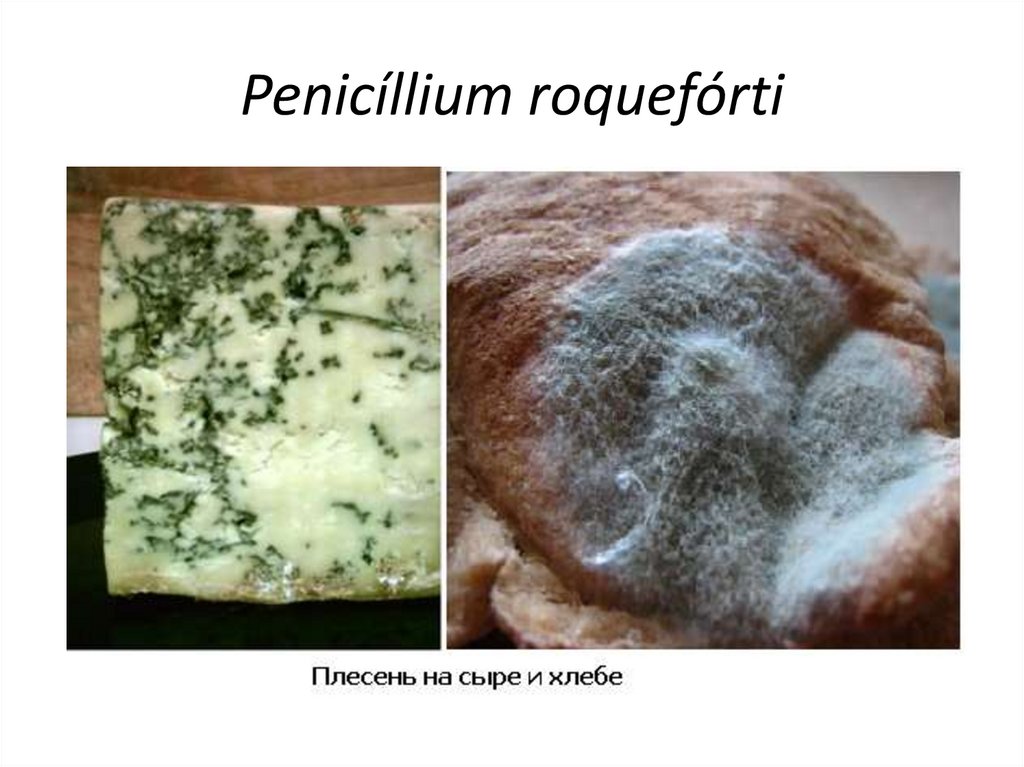
Добавьте вместо воды молоко, в такой среде плесень растет быстрее.
Чтобы грибок вырос быстро… Читать далее
Ritsuka
17 января 2020
Спасибо 👌
Комментировать ответ…Комментировать…
Первый
Павел Дуров
Предприниматель,занимаюсь спортом и люблю путешествовать по миру,плаванаю. · 15 дек 2021
Ежедневно проверяйте образцы хлеба и обращайте внимание на различия в скорости роста и количестве плесени.Если вы хотите узнать,как растеть плесень вам понадобится несколько образцов хлеба.
Комментировать ответ…Комментировать…
Первый
Polina Kulyabina
4
29 янв 2020
Взять хлеб намочить слегка погодить в контеннна положить в тёмное место и чтоб там было тепло на утно будет подсеет пользуйтесь работает отлично
Комментировать ответ…Комментировать…
Вы знаете ответ на этот вопрос?
Поделитесь своим опытом и знаниями
Войти и ответить на вопрос
Как вырастить плесень для сыра в домашних условиях
Содержание
- Как вырастить плесень на сыре
- Сыры с белой плесенью
- Сыры с голубой плесенью
- Наиболее распространенные проблемы
- Белая плесень
- Голубая плесень
- Итог
Выращивать плесень на сырной культуре можно и в домашних условиях. Подобный продукт отличается мягкой структурой и резким, сильным вкусом. Некоторые технологии позволяют выращивать плесень быстро, однако большинство сортов созревают не менее месяца.
Подобный продукт отличается мягкой структурой и резким, сильным вкусом. Некоторые технологии позволяют выращивать плесень быстро, однако большинство сортов созревают не менее месяца.
Как вырастить плесень на сыре
Выращивание сыров с плесенью сопряженно с определенными трудностями. На сегодняшний день существуют безвредные штаммы бактерий, выведенные в лабораториях, однако подобная плесень также может быть токсичной. Важно четко придерживаться рецептуре и не нарушать технологию приготовления продукта.
Сыры с белой плесенью
Для получения белого налета плесени используют два тип бактерий – Penicillium candidum и Geotrichum candidum. Первый тип подходит для приготовления сыров на основе коровьего молока.
Штамм PC покрывает продукт цельной пушистой плесенью. Сама масса под воздействием бактерии становиться мягкой и тягучей.
Штамм GEO используют для приготовления продукции из козьего молока. Также данный тип плесени часто вмешивают в основу для подготовки сырной массы к росту Penicillium candidum. Таким образом готовится сорт Камамбер.
Таким образом готовится сорт Камамбер.
Для приготовления сыра с белой плесенью потребуется:
- молоко – 8 л;
- закваска, содержащая мезофильные микроэлементы – 3 г;
- бактерия Penicillium candidum в виде сухого порошка – 1 г;
- хлорид кальция – 3 г;
- жидкий коагулянт – 3 г;
- каменная соль – 50 г.
Основу нагревают на медленном огне и снимают до начала кипения. В молоко добавляют мезофильный фермент и бактерию белой плесени. Следует подождать в течение 15 минут, пока жидкость свернется, после чего в смесь добавляют хлористый кальций и сычужную закваску.
Будущий сыр выкладывают в специальную форму и помещают в контейнер на 4 часа. За этот период необходимо дважды перевернуть заготовку. После массу солят равномерно по всей поверхности и вновь оставляют в контейнере.
Емкость должная находиться в холодном и влажном месте – от 6 до 10°С при 90% влажности. Масса следует ежедневно переворачивать для удаления лишней жидкости. Стекшую сыворотку необходимо сливать из контейнера. Через неделю Penicillium candidum начнет появляться на поверхности сыра.
Стекшую сыворотку необходимо сливать из контейнера. Через неделю Penicillium candidum начнет появляться на поверхности сыра.
На 14 день после начала эксперимента плесень полностью покроет продукт, после чего массу оборачивают пергаментом. Сыр будет полностью готов спустя 5 недель.
Сыры с голубой плесенью
Технология приготовления голубых сортов не сильно отличается от рецептов сыра с белой плесенью. Разница состоит в условиях созревания и обязательном прессовании продукта.
Существует два способа приготовить сыр с голубой плесенью – введение Penicillium Roqueforti в момент созревание с помощью игл или же добавление штамма на стадии приготовления основы.
Дома предпочтительнее использовать второй метод, т.к. он проще. Требующиеся ингредиенты:
- молоко – 8 л;
- мезофильная закваска – 3 г;
- сухой штамм PR – одна шестнадцатая чайно ложки;
- хлорид кальция – 3 г;
- коагулянт в жидком виде – 3 г;
- соль – 30 г;
- вода – 50 мл.


Основу подогревают до 62°С, после чего дают остыть до 30°С. В молоко добавляют бактерию Penicillium Roqueforti и закваску, содержащую мезофильные микроэлементы. Смесь оставляют настояться под крышкой в течение получаса.
Отдельно замешивают раствор из воды и хлорида кальция, после чего добавляют в основу. Массу вымешивают в течение 10 минут и оставляют на полтора часа.
Сгусток нарезают кубиками и помещают в марлю, чтобы дать стечь жидкости. Будущий сыр кладут под деревянную доску и устанавливают груз в 4 кг. Под прессом продукт должен провести 10 часов.
Образовавшуюся головку измельчают, пересаливают и вновь прессуют. В первые сутки сгусток необходимо переворачивать каждые 6 часов, на вторые – один раз в 12 часов.
На третий день сыр заворачивают в специальную бумагу и сушат 24 часа. В головке делают ряд отверстий и помещают массу в теплое и очень влажное место – выше 12°С при 95% влаги в воздухе. Сыр вызревает 30 дней.
Наиболее распространенные проблемы
Выращивание бактерии на сыре в домашних условиях порой сопровождается трудностями. Характер проблем зависит от вида бактерий.
Характер проблем зависит от вида бактерий.
Белая плесень
Вид PC требует строгого контроля за ростом, в противном случае сыр станет не пригоден к употреблению. Часто новички используют для приготовления дикий тип GEO, который содержится в непастеризованном молоке. Однако развитие подобного штамма невозможно предугадать – бактерии могут наполнить продукт токсинами, делая сырную массу небезопасной к употреблению.
Сыр пахнет аммиаком
Следует учесть, что легкий аромат аммиака не считается изъяном, если речь идет о продуктах с белой плесенью. Однако сильный и резкий запах является основанием для пересмотра действующей технологии. Существует несколько причин данного явления:
- Несоблюдение температурного режима. Для улучшения качества продукции следует охладить емкость для созревания на пару градусов.
- Большое содержание жидкости в сырной массе. Избежать данной проблемы можно путем нарезания и вымешивания продукта
- Активный рост Penicillium candidum. Предотвратить подобное поможет соблюдение пропорций, указанных на пакете препарата. Для исправления ситуации следует обернуть кисломолочную массу в бумагу и оставить продукт созревать при температуре в 6 градусов.
 Предотвратить подобное поможет соблюдение пропорций, указанных на пакете препарата. Для исправления ситуации следует обернуть кисломолочную массу в бумагу и оставить продукт созревать при температуре в 6 градусов.
Предотвратить подобное поможет соблюдение пропорций, указанных на пакете препарата. Для исправления ситуации следует обернуть кисломолочную массу в бумагу и оставить продукт созревать при температуре в 6 градусов.Причина чрезмерной активности бактерий и резкого запаха аммиака порой кроется в некачественном штамме. В подобном случае сыр нельзя употреблять в пищу.
Сыр горчит
Горечь чаще возникает в созревших и размягченных частях массы. Причинами данного явления служат:
- Высокая температура. Горький вкус в подобной ситуации дает бактерия GEO. Предотвратить порчу продукции можно, снизив температуру до 6°С.
- Маслянокислая палочка. Данная бактерия усиливает брожение сырной массы и придает продукту прогорклый привкус. Избежать подобной ситуации поможет защитный фермент RC-14.
- Передозировка кальциевой соли соляной кислоты или Geotrichum candidum.
Причиной появления горечи также служит некачественное молоко. Если корова питалось силосом или болела на момент дойки, это отразится на вкусовых качествах сыра.
Сыр растекается
Порой сыр излишне размягчается под влиянием Penicillium candidum и перестает держать форму. Подобная ситуация может возникать в таких случаях:
- Большой процент влаги в составе сыра.
- Перезревание продукта.
Следует учесть, что некоторые сорта подразумевают излишнюю текучесть. К ним относят Камамбер и Бри.
Слишком твердая текстура сыра
Частичная или полная твердость продукта является признаком нарушения технологии приготовления. Причинами служат:
- Сырная масса еще не дозрела. Не рекомендуется также раскрывать емкость раньше срока созревания – данное действие негативно отразится на активности бактерии.
- Недостаток жидкости в структуре массы. Чтобы избежать данной ситуации, следует уменьшить количество вымешиваний сыра на подготовительном этапе и отказаться от нарезки продукта.
- Отсутствие активности у бактерий. Перед началом работы необходимо проверить срок годности препаратов.
Данные причины также вызывают излишнюю творожистость сыра.
Неровный слой плесени
Внешне подобный изъян проявляется в виде очагов разрастания плесени. Данная ситуация возникает в таких случаях:
- Соль неравномерно распределена по поверхности массы. В местах скопления компонента плесень растет хуже.
- Сырная масса касается жидкости в нижней части поддона. Следует переворачивать продукт, чтобы избежать длительного контакта со стекшей влагой.
- Неравномерное распределение бактерий по поверхности продукта.
Плохой рост Penicillium candidum иногда объясняется наличием антибиотиков в молочных заготовках. Лекарственные препараты, которые дают животным, замедляют активность бактерий.
Также темп роста существенно снижает повышенная кислотность. Чтобы улучшить качество сыра, в данном случае применяют оба типа растворов белой плесени – GEO снижает кислотность и не конфликтует с PC.
Слишком толстая корка из белой плесени
Излишние количество Penicillium candidum приводит к отторжению основной части сыра от корки и размягчению массы до жидкого состояния.
Чтобы избежать данной проблемы, следует при переворачивании фиксировать поверхность сыра рукой. Когда корка Penicillium candidum приобретет однородную структуру, массу оборачивают специально бумагой и помещают в прохладное место.
Белая плесень стала розовой
Подобная ситуация может случиться при использовании Geotrichum candidum и Penicillium candidum. Такое поведение бактерий является нормальной реакцией на активной рост РС.
GEO постепенной отмирает, приобретая розоватый оттенок и уступая место другому типу плесени.
Дополнительных мер для улучшения качества сыра в данной ситуации применять не требуется. Со временем РС покроет массу плотной белой коркой.
Голубая плесень
Penicillium roqueforti нельзя использовать в диком виде. Голубая плесень, выращенная на хлебных изделиях в домашних условиях, все равно является токсичной. Для приготовления сыра безопаснее использовать искусственно выведенные лабораторные штаммы.
Слишком интенсивный запах на ранних сроках созревания
Быстро распространяющийся едкий запах на ранних этапах приготовления сыра возникает из-за лишней влаги. Избавиться от данной проблемы поможет дополнительное вымешивание сыра и сухость в емкости для созревания.
Плесень растет слишком медленно на поверхности сыра
Низкая активность бактерий PR часто сопровождается ростом других типов плесени. Вероятные причины:
- Отсутствие необходимого уровня влажности. Penicillium roqueforti плохо растет при сухом воздухе.
- Бактерии Penicillium roqueforti неактивны из-за просроченного срока годности.
- Нехватка жидкости в структуре сырной массы. Чтобы избежать подобного, следует нарезать сыр более крупным кусками и тщательнее перемешивать.
Следует учесть, что данный тип плесени крайне живуч. Проблема низкой активности бактерий возникает крайне редко.
Плесень не распространяется по телу сыра
Порой бактерии прорастают очагами, из-за чего нарушается мраморная структура сыра. Причины подобного явления:
Причины подобного явления:
- Продукт не дозрел. Механическое нарушение структуры сыра раньше 2 месяцев приведет к гибели плесени.
- Слишком плотная структура. Отсутствие отверстий в сыре не позволяет бактериям развиться. Чтобы избежать данной ситуации, не стоит сильно прессовать заготовку.
- Отсутствие вентиляции. PR не способна развиваться в замкнутом пространстве. Для обеспечения притока воздуха следует пробить дополнительные отверстия в теле сыра с помощью игл.
Промежутки в сырной массе также часто забиваются Penicillium roqueforti . Рекомендуется наносить дополнительные отверстия каждые две недели созревания сыра.
На поверхности растет белая плесень, подавляя рост голубой плесени
Подобная ситуация случается, если условия созревания больше подходят штамму белой плесени. При низкой температуре и сухом воздухе PC вытеснить бактерии голубой плесени. Подобное также случается, если разные типы сыров хранятся в одном месте.
Чтобы избежать подобного, следует повысить влажность до 95% и температуру до 14 градусов. Также необходимо убрать голубые сорта от белых.
Также необходимо убрать голубые сорта от белых.
Итог
Приготовить сыр с плесенью можно и в домашних условиях. Данная технология отличается долгим сроком созревания и особыми условиями хранения.
Чтобы лучше наблюдать за развитием бактерий, можно сфотографировать сыр на разных этапах его приготовления. Таким образом проще сравнить степень вызревания с имеющимися фото в интернете.
Учебные пособия по основам изготовления пресс-форм от Smooth-On, Inc.
Эти видеоролики и пошаговые фотоуроки познакомят вас с основными методами успешного изготовления пресс-форм. Эти уроки подходят для начинающих.
Если вас интересует, как изготовить слепок для воспроизведения скульптурной фигуры, старинной рамы для картины, промышленного образца, архитектурной лепнины, окаменелости, кожи животного (таксидермия), текстуры куска ткани или игрушки, Вы начинаете с изготовления резиновой формы. Если вы хотите сделать одну или тысячу копий оригинала, вы можете сделать это с помощью формы.
Независимо от того, изготовлена ли ваша оригинальная модель из глины, воска, гипса, песка, бетона, камня, металла, кости или почти любого материала, изготовление резиновой формы позволяет точно воспроизвести эту модель.
Фильтровать по
Товар>
Процесс›
- Вакуумная камера на 5 галлонов(2)
- Алюминиевый открывалка для ведер(1)
- АкваКон™(1)
- Бронзовый металлический порошок(2)
- Cast Magic™(6)
- Crystal Clear™ 202(2)
- Dragon Skin™ 10 NV(1)
- duoMatrix™ NEO(7)
- Ease Release™ 200(2)
- Ecoflex™ 00-30(1)
- EPSILON™ + отвердитель 101(1)
- Equinox™ 38 СРЕДНИЙ(1)
- Feather Lite™(3)
- FlexFoam-iT!™ 17(1)
- FlexFoam-iT!™ X(1)
- Free Form™ AIR(1)
- Светящийся червь™(2)
- Распылитель Kwikee™(1)
- Matrix Dryve™(1)
- Контейнеры для смешивания(3)
- Молд Макс™ 14NV(1)
- Молд Макс™ 20(1)
- Молд Макс™ 29NV(1)
- Молд Макс™ 30(3)
- Mold Star™ 15 SLOW(3)
- Mold Star™ 16 FAST(1)
- Mold Star™ 20T(1)
- Молд Стар™ 30(2)
- ООМОО™ 25(3)
- ООМОО™ 30(4)
- Plasti-Paste™(1)
- Plasti-Paste™ II(1)
- PMC™-121 30/СУХАЯ(1)
- PMC™-780 СУХОЙ(2)
- Стартовый набор из жидкого силикона(2)
- Замазка PoYo™(1)
- Камера давления(2)
- Rebound™ 25(2)
- ReoFlex™ 20(1)
- Sil-Poxy™(1)
- Simpact™ 60A(1)
- Simpact™ 85A(1)
- Smooth-Cast™ 300(5)
- Smooth-Cast™ 325(4)
- Smooth-Cast™ 326(1)
- Smooth-Cast™ 57D(1)
- Smooth-Cast™ 65D(1)
- Smooth-Cast™ ONYX™ FAST(1)
- Smooth-Cast™ ONYX™ SLOW(2)
- SO-Strong™(5)
- Воск Sonite™(3)
- SORTA-Clear™ 18(2)
- SuperSeal™(1)
- ТАСК™ 3(1)
- ТАСК™ 8(1)
- THI-VEX™(1)
- Универсальная смазка для пресс-форм(1)
- URE-BOND™ II(1)
- URE-FIL™ 11(1)
- УВО™(1)
- XTEND-IT™(1)
- видеоруководство(47)
- форма для заливки(7)
- вращающееся литье(4)
- Соотношение смеси 1:1(3)
- Форма для кистей(2)
- вакуум не требуется(2)
- 3D-печать(1)
- бетонный штамп(1)
- светятся в темноте(1)
- пресс-форма(1)
- силиконовая замазка(1)
видео
Чизкейк нестандартной конструкции с использованием пищевой силиконовой замазки
Хизер дает волю своему творчеству, готовя чизкейки ручной работы.
› См. статью с инструкциями
видео
Изготовление легкого, прочного полого литья методом ротационного литья Matrix Dryve™
Майло показывает, как выполнять ротационное литье полимерно-гипсового полимера Matrix™ Dryve™
› Просмотреть статью с практическими рекомендациями
видео
Как сделать праздничные свечи-снежинки с помощью силиконовой формы
Научитесь быстро и легко делать многоразовые силиконовые формы для свечей, идеально подходящие для рождественского сезона.
› См. статью с инструкциями
Загрузите нашу брошюру с практическими рекомендациями
Smooth-On создан для того, чтобы избавить вас от догадок при изготовлении гибких форм и отливок.
› См. статью с инструкциями
видео
Как сделать силиконовую форму с помощью Mold Star™ 15
Узнайте, как сделать простую силиконовую форму из жидкого силиконового каучука Mold Star™ 15.
› См. статью с инструкциями
статью с инструкциями
видео
Как залить Smooth-Cast™ 300 White Liquid Plastic
Серия жидких пластиков Smooth-Cast® 300 представляет собой литейные смолы со сверхнизкой вязкостью, которые позволяют получать отливки ярко-белого цвета и практически без пузырьков.
› См. статью с инструкциями
видео
Как сделать простую форму для блоков с использованием силикона OOMOO™
В этом учебном видеоролике показано, как изготовить цельную форму из силиконового блока с использованием силиконового каучука OOMOO®
› См. статью с инструкциями
Как сделать цельную силиконовую форму для резки
Mold Star® 15 идеально подходит для опытных производителей пресс-форм или для начинающих.
› См. статью 9 с инструкциями0003
видео
Как сделать ножи для форм своими руками
Milo показывает, как вы можете сделать свой собственный формовочный нож, используя доступные и недорогие лезвия.
› См. статью с инструкциями
видео
Как сделать двухкомпонентную силиконовую форму с помощью Mold Star™ 15
В этом видеоролике рассказывается о технике изготовления форм из двух частей с использованием силиконового каучука.
› См. статью с инструкциями
видео
Как отливать уретановую смолу Smooth-Cast™ 325
В этом обучающем видеоролике по литью смолы мы показываем, как смешивать и заливать жидкую пластиковую смолу Smooth Cast 325.
› См. статью с инструкциями
видео
Как сделать двухкомпонентную силиконовую форму с помощью OOMOO™
Изготовление формы, подготовка модели и нанесение разделительного состава для двухкомпонентной заливки формы рассказывается в этом видео.
› См. статью 9 с инструкциями0003
видео
Как сделать силиконовую кисть на форме 3D-объекта
В этом руководстве показано, как создать кисть Rebound™ 25 на силиконовой форме фигурки
› Просмотреть статью с инструкциями
видео
Как сделать силиконовую форму для модели неправильной формы
Узнайте, как сэкономить материал и деньги, приспособив силиконовую форму к форме вашей модели.
› См. статью 9 с инструкциями0003
видео
Как сделать опорную оболочку для формы, наносимой кистью, с помощью Plasti-Paste™
Как сделать опорную оболочку для кисти на силиконовой форме с помощью затирочной пластмассы Plasti-Paste.
› См. статью с инструкциями
видео
Как сделать форму для уретановых резиновых блоков
Как построить коробку для формы, измерить, смешать и залить уретановый каучук, чтобы сделать цельную блочную форму.
› См. статью 9 с инструкциями0003
видео
Как залить жидкую пластиковую литейную смолу Smooth-Cast 300 в уретановую форму
Подготовка уретановой формы для литья, дозирования и смешивания жидкого пластика.
› См. статью с инструкциями
видео
Ротокаст полой детали с помощью Smooth-Cast™ 65D
Создание полой отливки с высокой ударной вязкостью путем вращения формы во время литья.
› См. статью 9 с инструкциями0003
видео
Как сделать полую отливку из смолы с помощью Smooth-Cast™ 57D
Использование метода литья слякоть для создания полой, ударопрочной детали.
› См. статью с инструкциями
видео
Как создать металлические и блестящие эффекты в смоле с помощью Cast Magic™
Литейная система Cast Magic®
— это простой способ добавить бесконечное разнообразие ярких металлических, блестящих и цветных эффектов к вашим отливкам.
› См. статью с инструкциями
видео
Как создать эффект мрамора с помощью уретанового пластика
Создание реалистичного эффекта литого мрамора возможно с помощью жидкого пластика Smooth-Cast® 325.
› См. статью с инструкциями
видео
Ротокастинг duoMatrix — Как сделать пустотелую ударопрочную отливку
Как можно использовать систему duoMatrix NEO и рубленое волокно для создания прочной, легкой и полой отливки.
› См. статью с инструкциями
видео
Как сделать металлическое холодное литье со смолой Smooth-Cast™ 325
Процесс холодного литья металла быстрее и намного дешевле по сравнению с литейным литьем расплавленного металла.
› См. статью с инструкциями
видео
Как снять крышку с 1-галлонного ведра
Одногаллонные ведра Smooth-On легко открыть, если знать правильную технику.
› См. статью с инструкциями
видео
Как открыть и разлить 5-галлонное ведро с материалом
Правильное открытие и разлив из 5-галлонного ведра приведет к меньшему количеству отходов материала.
› См. статью с инструкциями
видео
Как пользоваться алюминиевым открывалкой для ведер
Алюминиевый открывалка для ведер открывает и повторно запечатывает пластиковые ведра на 1 галлон и 5 галлонов.
› См. статью 9 с инструкциями0003
видео
Как улучшить качество поверхности отливок из пенопласта с помощью противодавления
Узнайте, как противодавление приводит к более плотной ячеистой структуре и улучшению отливок из пенопласта
› Просмотр статьи с практическими рекомендациями
видео
Как восстановить порванную силиконовую щетку на пресс-форме
Как использовать силиконовый клей Sil-Poxy® со специальной армирующей тканью для ремонта разорванного вкладыша формы.
› См. статью 9 с инструкциями0003
видео
Как отремонтировать порванную форму из уретановой резины
Ремонт разорванной формы из уретанового каучука с использованием уретанового клея Ure-Bond® II.
› См. статью с инструкциями
видео
Как воссоздать старинную раму с помощью Mold Max™ 29NV Силикон без вакуума
Узнайте, как использовать Mold Max 29NV для создания высокодетализированной силиконовой формы
› См. статью с инструкциями
видео
Как слепить опорный щит для косплея
Джон Н. показывает нам, как он создает форму для своего щита Thundercats.
› См. статью с инструкциями
видео
Заливка бетона с использованием разделительного состава Aquacon®
AquaCon® — это разделительная смазка для бетона на водной основе, помогающая отделять бетонные отливки из резиновых форм Smooth-On.
видео
Как сделать бетонный штамп с использованием уретанового каучука
Цель проекта: превратить заброшенный служебный вход в уютную пешеходную дорожку из штампованного бетона.
› См. статью с инструкциями
видео
Как использовать штамп для бетона
Проект: Замена существующего служебного входа декоративной бетонной дорожкой.
› См. статью с инструкциями
видео
Как сделать холодное литье металла с помощью duoMatrix™ NEO
Мы демонстрируем, как создать холодное литье металла с использованием полимеризованной гипсовой системы duoMatrix™ NEO.
› См. статью с инструкциями
видео
Как сделать простую силиконовую форму для свечи
Силиконовая резина OOMOO®
— одна из самых простых в использовании формованных резин на планете, она идеально подходит для изготовления простых форм для свечей.
› См. статью с инструкциями
Как построить горячую печь для термоотверждаемых материалов
Мы придумали способ легко построить дешевый «горячий ящик» любого размера…
› Просмотр статьи с практическими рекомендациями
видео
Как устранить пузыри в отливках из смолы путем литья под давлением
Пузырьки в прозрачных отливках можно удалить с помощью техники литья под давлением, как показано в этом обучающем видео.
› См. статью с инструкциями
видео
Как уменьшить количество пузырьков в отливках с помощью вакуумной дегазации
Прозрачная смола
лучше всего работает, когда материал очищается пылесосом перед заливкой. В этом обучающем видео описаны шаги по дегазации.
› См. статью с инструкциями
видео
Сравнение UVO™ и So-Strong™
Сравните отливку, сделанную с использованием пигмента UVO™ и такого же количества So-Strong™
видео
Как продлить срок годности уретанового каучука и смолы
XTEND-IT® представляет собой сухую газовую подушку, предназначенную для продления срока годности чувствительных к влаге полиуретановых продуктов.
› См. статью с инструкциями
видео
Как пользоваться распылителем Kwikee™
Использование распылителя Kwikee™ для распыления антиадгезивов при изготовлении форм и отливок позволит вам сэкономить более 60 % по сравнению с аэрозолями.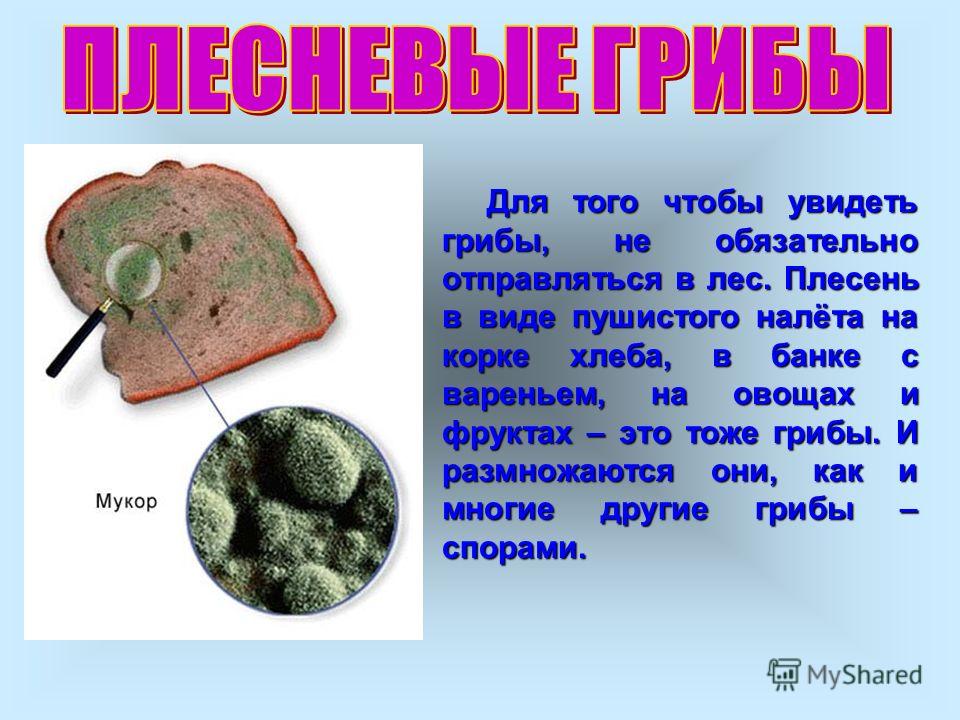
› См. статью с инструкциями
видео
Как предварительно смешать уретановую смолу для литья — TASK™ 3
Правильное предварительное смешивание уретановой литьевой смолы важно для обеспечения правильного отверждения материала.
› См. статью с инструкциями
видео
Как предварительно смешать уретановую литьевую смолу — Feather Lite™
В этом видеоролике показано, как правильно предварительно смешать уретановую смолу Smooth-On Feather Lite…
видео
Как сделать двухкомпонентную силиконовую форму для ножа
Мы демонстрируем использование силикона Mold Star 30, платинового силикона для изготовления форм…
› Просмотреть статью с инструкциями
видео
Как смешивать уретановую смолу для литья — двойное смешивание и заливка Feather Lite™
Использование техники двойного смешивания и заливки помогает решить проблемы с несмешанной смолой.
› См. статью с инструкциями
статью с инструкциями
видео
Как предварительно смешать силиконовую резину — OOMOO™ 25
Отсутствие предварительного смешивания силикона может привести к неправильному схватыванию материала…
› Просмотр статьи с инструкциями
видео
Как смешивать силиконовый каучук — двойное смешивание и заливка OOMOO™ 25
В этом видеоролике, посвященном изготовлению форм, демонстрируется техника двойного смешивания и заливки с использованием силиконового каучука 1A:1B OOMOO.
› См. статью с инструкциями
видео
Как использовать Glow Worm® для создания светящегося в темноте литья
Как лучше всего использовать фосфоресцирующий порошок Glow Worm для создания отливки из смолы, которая будет светиться в темноте до 10 часов.
› См. статью с инструкциями
видео
Как измерить силикон по весу — Mold Max® 20
Как пользоваться граммовыми весами для точного взвешивания резины, пластика и других материалов.
› См. статью с инструкциями
видео
Как дважды смешать и залить силикон Max® 14NV
Недостаточное смешивание является основной причиной того, что силиконовый каучук не затвердевает. В этом видео демонстрируется техника двойного смешивания и заливки.
› См. статью с инструкциями
видео
Как измерить уретан по весу — Simpact™ 85A
Как пользоваться граммовыми весами для точного взвешивания резины, пластика и других материалов.
› См. статью с инструкциями
видео
Дегазация силикона вакуумом — Mold Max™ 30
Как вакуумировать силикон, чтобы удалить воздух и пузырьки из готовой формы или отливки.
› См. статью с инструкциями
видео
Как вакуумировать уретановую смолу Smooth Cast™ 326
В этом видеоролике демонстрируется вакуумная дегазация Smooth-Cast 326 для удаления захваченных пузырьков.
› См. статью с инструкциями
видео
Как построить ящик для форм
Изготовление формы для изготовления форм. Короб формы служит в качестве удерживающего поля для формовочной резины.
Короб формы служит в качестве удерживающего поля для формовочной резины.
› См. статью с инструкциями
видео
Как использовать duoMatrix NEO™ для ротационного литья
duoMatrix NEO® — это универсальная гипсовая система, модифицированная полимерами, обладающая превосходными физическими и эксплуатационными свойствами.
видео
Типы формовочной резины RTV
Изучение различных типов формовочной резины RTV, доступных для изготовления форм и литья от Smooth-On.
› См. статью с инструкциями
видео
Условия изготовления форм и литья
Общие термины и определения в процессах изготовления форм и литья Smooth-On.
› См. статью с инструкциями
видео
Как сделать силиконовую форму для 3D-печати
В этом видео показано, как использовать Mold Star 20T для изготовления силиконовой формы из экструдированного PLA.
› См. статью с инструкциями
видео
Как формовать и отливать реквизит из пенопласта — через Tested.
 com
com
Via Tested — Как сделать простые силиконовые формы для отливки и покраски пенопластовых копий реквизита, таких как магазинные инструменты
› См. статью с практическими рекомендациями
видео
Как сделать металлическую отделку с помощью порошка Cast Magic™
Как использовать порошок Pearly Green Cast Magic® на отливке из черной смолы ONYX®, чтобы получить красивую металлическую отделку.
› См. статью 9 с инструкциями0003
видео
Как восстановить старинную фоторамку с помощью замазки PoYo
Как использовать силиконовую замазку PoYo Putty для ремонта поврежденной рамы картины
› См. статью с инструкциями
видео
Изготовление безопасных для пищевых продуктов силиконовых форм — Как сделать форму для леденцов
Как сделать форму для самостоятельной заливки леденцов
› См. статью с инструкциями
видео
Как открыть застрявшую крышку контейнера
Milo показывает, как можно легко снять застрявшие крышки и предотвратить их прилипание в будущем.
› См. статью с инструкциями
видео
Изготовление пресс-формы из двух частей с помощью Mold Star™ 16
Поклонник Smooth-On Виктория П. демонстрирует, как она делает двухкомпонентный слепок глянцевой фигурки.
› См. статью с инструкциями
видео
Окрашивание duoMatrix™ NEO с использованием порошкообразных пигментов Buddy Rhodes Pure Collection
Порошкообразные пигменты Buddy Rhodes Pure Collection могут придать гипсу, модифицированному полимером duoMatrix NEO, яркие цветовые эффекты.
› См. статью с инструкциями
видео
Как создать бронзовую отделку с помощью порошков Cast Magic™ и duoMatrix™ NEO
Порошки
Cast Magic могут придать полимерно-модифицированному гипсу duoMatrix NEO потрясающий металлический, перламутровый или блестящий вид.
› См. статью с инструкциями
видео
Как устранить поверхностные пузыри в отливке
Milo демонстрирует, как можно использовать камеру высокого давления для получения отливок без пузырьков.
› См. статью с инструкциями
видео
Как сделать опорную оболочку из duoMatrix™ NEO
Milo демонстрирует, как можно использовать duoMatrix NEO для создания опорных оболочек пресс-формы.
› См. статью с инструкциями
видео
Как использовать порошки Glow Worm™ со смолой, резиной, пеной и другими материалами
Изучите различные методы заливки смолы цветом и отделки с помощью наших светящихся в темноте порошков Glow Worm™.
› См. статью с инструкциями
видео
Живи! — Литье силикона с Milo
Milo демонстрирует, как отливать силикон, и объясняет, как правильно выбрать материал формы для вашего применения.
› См. статью с инструкциями
Руководство по изготовлению форм для профессионалов
Появление форм в бронзовом веке подняло грубые производственные процессы, которые практиковали наши предки. С тех пор технологии изготовления пресс-форм находятся на подъеме, поскольку производители, использующие передовые технологии производства, такие как литье под давлением, термоформование или литье, продолжают полагаться на пресс-формы для создания большинства пластиковых, силиконовых, резиновых, композитных и металлических деталей вокруг вас. .
.
Профессиональные производители, а также любители, заинтересованные в использовании преимуществ этих процессов, должны понимать, как работает процесс изготовления пресс-форм, как они используются и как оптимизировать использование для удовлетворения заданных требований к производительности.
В этом подробном руководстве содержится подробная информация о том, как приступить к изготовлению пресс-форм. Будут обсуждаться различные процессы литья, выбор наилучшей техники литья, оборудования, оптимизирующего процесс, и роль 3D-печати… и на каждом этапе пути будут предоставляться ссылки на дополнительный подробный контент для обеспечения успешных проектов литья. .
Информационный документ
Загрузите наш технический документ, чтобы узнать о шести процессах изготовления форм, которые возможны с помощью собственного 3D-принтера SLA, включая литье под давлением, вакуумное формование, формование силикона и многое другое.
Загрузить информационный документ
Различные производственные процессы включают в себя формование податливого сырья с использованием специально разработанного фиксированного инструмента, конструкции или рамы, известной как пресс-форма. С точки зрения структуры формы имеют вогнутую форму (негативная форма) или выпуклую форму (позитивная форма), разработанную в соответствии с окончательным дизайном, который намеревается создать производитель.
С точки зрения структуры формы имеют вогнутую форму (негативная форма) или выпуклую форму (позитивная форма), разработанную в соответствии с окончательным дизайном, который намеревается создать производитель.
Пресс-формы играют решающую роль в этих производственных процессах, и их основная цель — воспроизведение однородных копий данной конструкции. Материалы, используемые при изготовлении пресс-форм, включают металлы, пластмассы, керамику, дерево, пенопласт и многое другое. После проектирования и разработки с использованием инструментов для изготовления форм форма устанавливается в формовочное оборудование, и сырье, такое как термопласты, заливается в нее или формуется вокруг нее. После затвердевания форма отпечатывает свои узоры на материале, чтобы сформировать готовый продукт.
Форма для термоформования пластиковой упаковки и готовой детали.
Итак, что можно сделать из форм? Практически все, от прототипов до сложных деталей для конечного использования. Методы литья используются в производстве для создания автомобильных деталей, потребительских товаров, упаковки, ювелирных изделий, медицинских устройств и т. д. На самом деле, было бы трудно найти функциональные продукты без единого компонента, изготовленного с использованием методов литья.
д. На самом деле, было бы трудно найти функциональные продукты без единого компонента, изготовленного с использованием методов литья.
Изготовление пресс-форм имеет решающее значение для различных производственных процессов; форма, служащая образцом, по которому происходит тиражирование многих предметов массового производства. Производственные процессы, основанные на пресс-формах, включают:
Литье под давлением — один из самых популярных производственных процессов для деталей из термопластика, силикона или резины. Это экономически эффективная и чрезвычайно воспроизводимая технология, позволяющая получать высококачественные детали для крупносерийного производства. В этом процессе разработанная форма вставляется в машину для литья под давлением, затем в форму заливается нагретый термопласт или сжиженное сырье. Как только материал затвердевает, последняя деталь выбрасывается из машины, и процесс повторяется в быстрой последовательности.
Термоформование включает в себя нагрев пластикового листа и придание ему определенной формы с помощью пресс-формы.
Пресс-формы обеспечивают шаблоны, которые оборудование для термоформования использует для разработки готовой детали. В зависимости от процесса термоформования нагретый пластичный материал вытягивается или прижимается к форме или прижимается к ней вакуумом. Термоформование является наиболее распространенным методом производства упаковки, но оно также используется для изготовления долговечных деталей конечного назначения.Литье включает заполнение формы расплавленным металлом или другим жидким материалом. Расплавленный материал охлаждается и затвердевает внутри формы, образуя желаемый продукт. Литье обычно используется для изготовления металлических изделий, а также деталей из силикона и пластика.
Компрессионное формование — это производственный процесс, при котором измеренное количество формовочного материала, обычно предварительно нагретого, прессуется до желаемой формы с использованием двух нагретых форм. Компрессионное формование обычно считается альтернативой литью под давлением для относительно простых конструкций для мелкосерийного и среднесерийного производства деталей.
Выдувное формование — это метод, похожий на выдувание стекла. Выдувная машина нагнетает воздух в нагретую трубчатую деталь, обычно сделанную из пластика или стекла, которая зажимается в форме. Когда воздух вдувается в него, давление выталкивает пластик, чтобы он соответствовал форме формы. Выдувное формование обычно используется для изготовления полых изделий, таких как бутылки.
- Композитное ламинирование включает сборку композитных материалов на форму и применение таких методов, как влажная укладка, ламинирование с препрегом или литье с переносом смолы для формирования готовых композитных деталей из материалов с высокими эксплуатационными характеристиками, включая углеродное волокно, стекловолокно. , и кевлар.
 Пресс-формы обеспечивают шаблоны, которые оборудование для термоформования использует для разработки готовой детали. В зависимости от процесса термоформования нагретый пластичный материал вытягивается или прижимается к форме или прижимается к ней вакуумом. Термоформование является наиболее распространенным методом производства упаковки, но оно также используется для изготовления долговечных деталей конечного назначения.
Пресс-формы обеспечивают шаблоны, которые оборудование для термоформования использует для разработки готовой детали. В зависимости от процесса термоформования нагретый пластичный материал вытягивается или прижимается к форме или прижимается к ней вакуумом. Термоформование является наиболее распространенным методом производства упаковки, но оно также используется для изготовления долговечных деталей конечного назначения.
Существует много типов пресс-форм, которые можно использовать в качестве инструментов для производственных процессов, описанных выше. Например, при литье алюминия существует приблизительно семь типов форм, в том числе формы для литья в песчаные формы, керамические формы и оболочковые формы. Следовательно, для упрощения классификации различных типов пресс-форм применяется следующая классификация:
Следовательно, для упрощения классификации различных типов пресс-форм применяется следующая классификация:
Однокомпонентные формы относятся к простейшим типам форм с однородными поверхностями всех частей формируемого объекта. Конструкции пресс-форм или объекты с одной плоской поверхностью также могут быть воспроизведены с использованием цельных или цельных форм. Хотя однокомпонентные формы могут быть изготовлены из моделей САПР, эти формы обычно разрабатываются на основе физической эталонной модели.
Двухкомпонентные пресс-формы обеспечивают эффективный подход к производству пресс-форм для более сложных конструкций. Пресс-форма, состоящая из двух частей, определяется как форма, состоящая из двух отдельных частей, соединенных вместе на линии разъема для производства конечного продукта. Каждая произведенная деталь отражает различные черты обеих частей макета модели или мастер-модели. Изготовление пресс-формы, состоящей из двух частей, также обычно включает разработку обеих частей пресс-формы из мастер-модели или модели САПР.
Многокомпонентные пресс-формы идеально подходят для конструкций пресс-форм с более сложной геометрией, требующих другого подхода по сравнению с процессом разработки пресс-форм, состоящих из одной или двух частей. Пресс-формы, состоящие из нескольких частей, учитывают различные аспекты или особенности модели. Следовательно, готовая форма будет состоять из нескольких частей для воссоздания различных особенностей модели.
Многогнездные пресс-формы имеют более одной полости, имеющей форму одной и той же детали, что позволяет изготавливать несколько деталей за производственный цикл, что повышает производительность.
Моноблочная силиконовая форма, которую можно использовать для дизайна с плоской стороной и без глубоких подрезов.
Более сложные конструкции, такие как эта крышка с резьбой и выточкой, часто требуют многокомпонентных пресс-форм со вставками или стержнями бокового действия.
Еще одна важная характеристика, которая помогает классифицировать различные типы пресс-форм, — это коэффициент повторного использования разработанной пресс-формы. Коэффициент повторного использования относится к тому, сколько раз производитель намеревается использовать нестандартно. Отличительные типы плесени по этой классификации:
Одноразовые или жертвенные формы : Эти формы воспроизводят один объект, и после использования форма разрушается в процессе извлечения из формы. Одноразовые формы обычно изготавливаются из песка, глины, силикона, воска или пластика.
Многоразовые или постоянные формы : Как следует из названия, эти формы можно использовать повторно в течение нескольких циклов, от небольших до крупных производственных циклов. Для меньших объемов (иногда называемых мягкими формами) многоразовые формы могут быть изготовлены из силикона, пены, дерева, пластика или более мягких металлов, таких как алюминий.
Большие объемы, для которых требуются более прочные формы без износа (часто называемые твердыми формами), в основном изготавливаются из твердых металлов, таких как сталь.
 Большие объемы, для которых требуются более прочные формы без износа (часто называемые твердыми формами), в основном изготавливаются из твердых металлов, таких как сталь.
Большие объемы, для которых требуются более прочные формы без износа (часто называемые твердыми формами), в основном изготавливаются из твердых металлов, таких как сталь.Жертвенные формы разрушаются в процессе извлечения из формы.
Многоразовые формы можно использовать повторно для нескольких циклов.
Какая технология изготовления пресс-форм лучше всего подходит для данного применения? Это зависит от нескольких важных факторов, включая желаемый материал конечной части, предполагаемый производственный процесс, геометрию модели и объем производства.
Упрощенный пошаговый подход к выбору наилучшей технологии для вашего производственного проекта описан ниже:
Генеральный план производства может помочь создать четкие детали того, что следует ожидать от проекта, графика его разработки и имеющегося бюджета. Планируете ли вы создавать нестандартные детали или массово производить тысячи одинаковых изделий, это определит, какие варианты выбрать на следующих шагах. Критерии разработки могут различаться в зависимости от проекта, но обычно включают конструкцию детали, размер, материал, качество, требуемые допуски, сроки, требуемый объем производства, ограничения по стоимости и т. д.
Критерии разработки могут различаться в зависимости от проекта, но обычно включают конструкцию детали, размер, материал, качество, требуемые допуски, сроки, требуемый объем производства, ограничения по стоимости и т. д.
При разработке продукта исходным документом, который отвечает на многие из этих вопросов, часто является документ с требованиями к продукту (PRD), в то время как спецификация (BOM) представляет собой исчерпывающий список деталей, элементов, сборок и других материалов, необходимых для создания. продукт.
Правильный производственный процесс для определенной детали во многом зависит от критериев разработки. В некоторых случаях для создания любого заданного дизайна может использоваться несколько производственных процессов. Как правило, выбирайте процесс, который может производить данную деталь требуемого качества с наименьшими затратами, при этом выполняя остальные критерии разработки. Выбор материала и объем производства, вероятно, являются наиболее важными факторами, определяющими ваше решение.
Для пластиковых деталей вы можете прочитать наше руководство по производственным процессам для пластмасс.
После выбора правильного производственного процесса тип пресс-формы для этого процесса также в значительной степени определяется критериями разработки. Хотя точные факторы зависят от производственного процесса, вот некоторые из наиболее важных соображений при выборе технологии изготовления пресс-форм:
Конструкция детали: Постарайтесь максимально упростить конструкцию и привести ее в соответствие с правилами проектирования данного производственного процесса, чтобы иметь возможность выбрать метод, обеспечивающий наименьшие затраты. Для простых конструкций могут потребоваться только формы, которые можно создать с помощью ручных методов, в то время как для создания сложных конструкций часто требуются многокомпонентные формы и цифровые производственные инструменты, такие как 3D-принтеры или станки с ЧПУ.
Объем производства: Для крупносерийного производства требуются прочные формы, которые могут точно воспроизводить модели без износа после нескольких использований.
Однако изготовление таких инструментов сопряжено с высокими затратами и сроками выполнения заказа. Для разовых деталей и партий меньшего объема может быть эффективнее выбирать более дешевые формы, которые можно создавать быстрее, например жертвуемые формы или мягкие формы, которые можно выбросить, когда они начинают проявлять признаки непоправимого износа.Качество: Более жесткие допуски требуют более точных форм и инструментов для создания, таких как цифровые производственные инструменты, и должны быть более долговечными, чтобы обеспечить стабильное качество деталей в течение нескольких циклов.
Timeline: Изготовление сложных металлических форм через поставщика услуг часто занимает месяцы. Если вы работаете в более короткие сроки, попробуйте найти альтернативы, которые могут сократить время выполнения заказа, например, быстродействующие инструменты, напечатанные на 3D-принтере.
Материал: Для материалов с более высокой температурой плавления или более абразивных материалов потребуются более прочные пресс-формы, которые могут создавать требуемый объем деталей без разрушения.
 Однако изготовление таких инструментов сопряжено с высокими затратами и сроками выполнения заказа. Для разовых деталей и партий меньшего объема может быть эффективнее выбирать более дешевые формы, которые можно создавать быстрее, например жертвуемые формы или мягкие формы, которые можно выбросить, когда они начинают проявлять признаки непоправимого износа.
Однако изготовление таких инструментов сопряжено с высокими затратами и сроками выполнения заказа. Для разовых деталей и партий меньшего объема может быть эффективнее выбирать более дешевые формы, которые можно создавать быстрее, например жертвуемые формы или мягкие формы, которые можно выбросить, когда они начинают проявлять признаки непоправимого износа.
В этом разделе представлен краткий обзор методов изготовления пресс-форм для различных производственных процессов. Следуйте нашим ссылкам, чтобы ознакомиться с подробными руководствами и пошаговым рабочим процессом для каждого процесса.
Существует два основных метода изготовления форм: прямой и непрямой процессы изготовления форм. Косвенный подход к изготовлению форм включает в себя разработку форм на основе физической эталонной модели или шаблона. Прямой процесс включает в себя разработку пресс-формы непосредственно из (цифрового) дизайна, чаще всего с использованием цифровых производственных процессов.
Литье силикона — один из самых популярных процессов, в которых используются формы. Разработчики продуктов, инженеры, мастера-сделай сам и даже шеф-повара изготавливают силиконовые формы для создания единичных или небольших партий деталей из пластика и других материалов. Силикон — хороший выбор для изготовления форм, потому что с его помощью можно легко создавать нестандартные конструкции, а сами формы также достаточно прочны, поэтому вы можете использовать их многократно, не опасаясь поломки.
В зависимости от вашего проекта вам может понадобиться цельная или двухкомпонентная форма. Процессы изготовления этих форм аналогичны, но создание формы, состоящей из двух частей, займет немного больше времени. Воспользуйтесь пошаговой инструкцией в видео или нашим практическим руководством по изготовлению силиконовых форм, чтобы создать свои собственные формы.
Формы для литья под давлением традиционно изготавливаются из металла с помощью станков с ЧПУ или электроэрозионной обработки (ЭЭО). Это дорогостоящие промышленные методы, требующие специализированного оборудования, высококлассного программного обеспечения и квалифицированного труда. В результате изготовление металлической формы обычно занимает от четырех до восьми недель и стоит от 2000 до 100 000 долларов США в зависимости от формы и сложности детали.
Однако существуют альтернативы механической обработке пресс-форм из металла. Использование собственной 3D-печати для изготовления литьевых форм для прототипирования и мелкосерийного производства значительно сокращает затраты и время по сравнению с металлическими формами, при этом производя высококачественные и воспроизводимые детали.
Информационный документ
Загрузите наш технический документ с рекомендациями по использованию 3D-печатных форм в процессе литья под давлением для снижения затрат и времени выполнения заказов, а также ознакомьтесь с реальными примерами использования приложений Braskem, Holimaker и Novus.
Читать информационный документ
Формы, необходимые для процесса термоформования, могут быть разработаны с использованием различных производственных процессов, включая ручную лепку из дерева, обработку пластика с ЧПУ, конструкционный пенопласт, стекловолокно, инженерные композиты или металлы, 3D-печать полимерами или литье из гипса. или металл.
Многие компании обращаются к стереолитографической (SLA) 3D-печати для создания пресс-форм для процессов термоформования, поскольку она обеспечивает быстрое выполнение работ по низкой цене, особенно для небольших тиражей, нестандартных деталей и прототипов. 3D-печать также предлагает непревзойденную свободу дизайна для создания сложных и замысловатых форм.
Информационный документ
Загрузите наш технический документ, чтобы узнать, как быстро создавать сложные формы с помощью 3D-печати, и узнать о советах и рекомендациях, которым следует следовать при подготовке деталей формы.
Загрузить информационный документ
В зависимости от материала или загрузки, которую вы будете прессовать, у вас есть несколько вариантов создания форм, включая литье под давлением, обработку на станках с ЧПУ или 3D-печать. Ключевым моментом является то, что ваши формы должны выдерживать процесс компрессионного формования, поэтому, если вы используете тепло, вам нужно будет создавать формы, которые могут выдерживать резкие перепады температуры. Формы также должны быть в состоянии выдерживать давление, оказываемое во время сжатия.
3D-печать — это быстрый и дешевый метод создания пресс-форм для прессования.
Технический документ
Загрузите этот отчет, чтобы получить пошаговое руководство по 3D-печатным инструментам для производства силиконовых деталей, с рекомендациями по проектированию пресс-форм и примерами из практики клиентов.
Загрузить информационный документ
Хотя все методы литья металлов основаны на одном и том же основном процессе, существуют различные методы, которые лучше подходят для различных областей применения. Некоторые из наиболее распространенных методов включают литье под давлением, литье по выплавляемым моделям и литье в песчаные формы.
Форма для литья в песчаные формы.
Как формы для непрямого изготовления форм, так и формы для прямого литья металлических деталей могут быть изготовлены несколькими способами. Прочтите наше руководство по литью металлов, чтобы узнать подробности о каждом процессе.
Информационный документ
Ознакомьтесь с рекомендациями по созданию 3D-печатных моделей, пройдите пошаговый процесс литья по прямым выплавляемым моделям и изучите рекомендации по литью по непрямым выплавляемым моделям и литью в песчаные формы.
Загрузить информационный документ
Сочетание традиционных производственных технологий, таких как литье под давлением, термоформование или литье силикона, с формами, напечатанными на 3D-принтере, позволяет быстрее выводить продукцию на рынок с меньшими временными и экономически эффективными производственными процессами.