Содержание
Как сделать аргонную сварку своими руками из инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Содержание
- 1 Технология и применение аргонной сварки
- 2 Элементы для сборки самодельного аппарата
- 2.1 Источник тока
- 2.2 Осциллятор и блок защиты
- 2.3 Горелка
- 2.4 Баллон с аргоном
- 2.5 Редуктор
- 2.6 Шланг и сварочные кабели
- 3 Алгоритм сборки сварочного аппарата
- 4 Настройка готового оборудования
Технология и применение аргонной сварки
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.
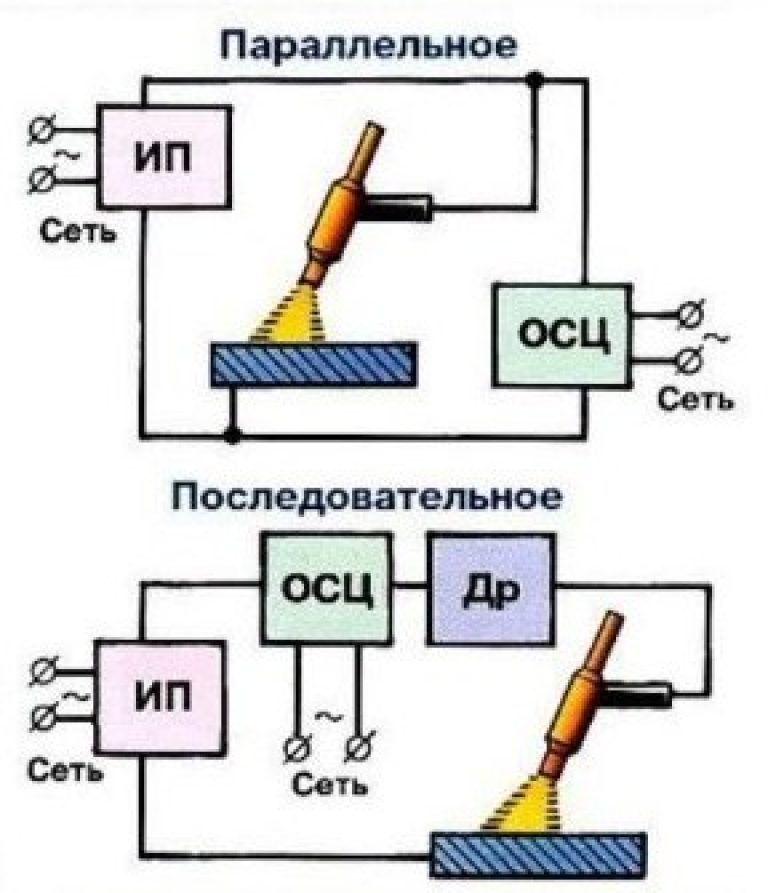
Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.


Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.
На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
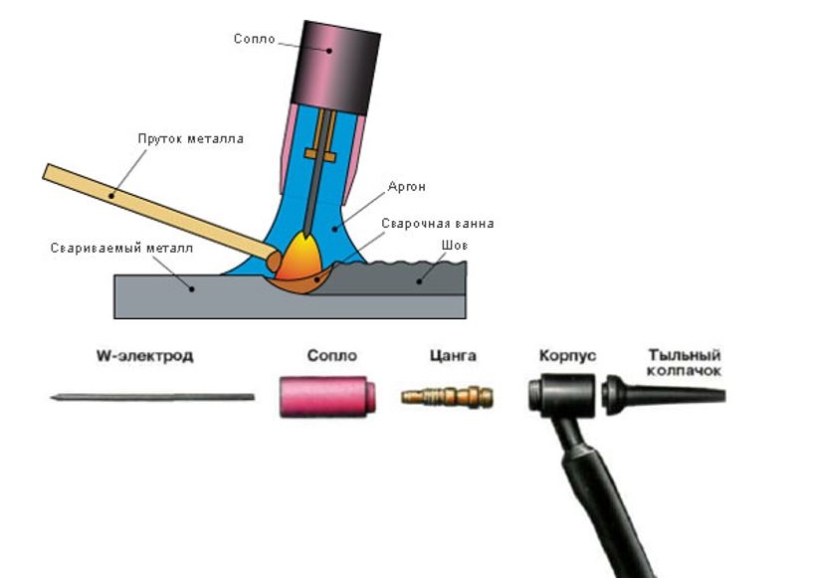
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.
Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.

После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
как собрать, особенности, характеристики и настройка
Сварочная технология с применением аргона даёт мастеру много возможностей. Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Аргонодуговой метод поможет соединить стали, сплавы и углеродистые металлы с любой толщиной.
Но у сварщика, который работает для себя, может не быть возможности купить производственный аппарат для такой сварки: кто-то сомневается в производителях, кто-то не найдет аппарат с нужной ценой.
Эту проблему можно решить так же, как и многие другие технологические проблемы в сварке — сделать аппарат для аргонодуговой методики самому из инвертора. Он может заменить простые заводские модели, не уступая им по функционалу и удобству работы.
Мы расскажем вам об основах сборки аргонного аппарата.
Содержание статьиПоказать
- Общая информация
- Сборка самодельного аргонного аппарата
- Из чего собрать?
- Про источник тока
- Про осциллятор и блок защиты
- Про горелку и газ
- Про редуктор и шланг
- Сборка аппарата
- Настройка самодельного аппарата
- Заключение
Общая информация
 » src=»https://www.youtube.com/embed/kQ2BVe6Mt7o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
» src=»https://www.youtube.com/embed/kQ2BVe6Mt7o?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
От простой ручной электродуговой сварки аргоновая отличается наличием газового баллона с аргоном и присадочного материала. Остальные детали этих методов похожи.
Аргонодуговая сварка (также известная как ТИГ/TIG) обязательно включает применение вольфрамового тугоплавкого электрода, который поджигает дугу. Шов формируется присадкой.
Аргонодуговая сварка сама по себе не сложная. В зону образования шва из горелки подаётся защитный газ. После начала подачи, зажигается дуга. Для зажигания дуги горелка со вставленным стержнем подносится к металлической детали.
В какой момент и из-за чего происходит поджог?
Этим занимается осцилляторный механизм. Он заряжает аргон и направляет его частицы. Этот заряд и провоцирует поджог дуги.
Присадочная проволока подаётся в сварочное углубление только после стабилизации электродуги. Она двигается или подающим механизмом, или рукой сварщика.
Она двигается или подающим механизмом, или рукой сварщика.
Металл плавится дугой, а сварные валики формируются из присадки. Последняя расплавляется одновременно с металлом и сливается с ним в однородную массу.
В следующем блоке мы опишем сборку аппарата для аргонодуговой сварки и что понадобится для неё.
Сборка самодельного аргонного аппарата
Из чего собрать?
Аппарат для сварки аргоном не требует покупки сложных компонентов. Мы расскажем про главные составляющие, которые понадобятся для этого оборудования.
Во-первых, у вас должен быть источник тока для сварки. Мы возьмём инверторное сварочное устройство.
Далее нужен осцилляторный прибор, о назначении которого мы говорили. В дополнение нам нужен защитный блок аппарата. Вторичные детали — газовые баллоны, сварочные горелки, редукторы, шланги для газа и соединительные кабели.
Далее поговорим конкретно про каждую из них.
Про источник тока
 Обзор, характеристики, тесты.» src=»https://www.youtube.com/embed/vn69newc8TI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Обзор, характеристики, тесты.» src=»https://www.youtube.com/embed/vn69newc8TI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
В качестве источника сварочного тока можно использовать трансформаторные и выпрямительные аппараты. Но они технически не новы, и могут не осилить некоторые моменты аргонодуговой сварки.
Функциональный инверторный аппарат лучше покажет себя в этой роли.
Но сделать из инверторного устройства аппарат для аргонодуговой сварки несколько сложнее. Если вы попробуете просто подключить к нему осциллятор, инвертор может выйти из строя вместо того, чтобы варить в аргоновой среде.
Чтобы этого не случилось, нужно добавить к прибору защитный блок. Его собирают на одной плате с осциллятором, а саму плату оснащают индивидуальным корпусом.
Вы можете внимательнее осмотреть ваш инверторный аппарат или его паспорт. Если где-то указано, что в устройстве предусмотрена функция ТИГ, вам не нужно будет ничего делать со своим инвертором.
Для аргоновой сварки вы можете просто подключить к аппарату баллон с аргоном и горелку. Обычно инвертор подходит для сварки типа ММА, но имеет расширенный функционал за счет осциллятора и защитного блока.
В этом случае считайте, что производитель позаботился о вас и сделал аппарат пригодным для ТИГ-сварки.
Про осциллятор и блок защиты
Для того, чтобы оборудовать инверторы, не предназначенные для аргонодуговой сварки, нужно встраивать в них осцилляторы и блоки защиты.
Для этого можете найти в интернете наглядные схемы или видео уроки. Они объяснят понятнее, чем простой текст.
Про горелку и газ
Второстепенные компоненты нельзя выбирать наощупь. Например, любая газовая горелка не подойдёт. Производятся специализированные горелки для аргонодуговой сварки.
Её сопло сделано из керамики, а внутрь встроен держатель для тугоплавкого электродного стержня.
Горелки также собираются вручную, а детали для них есть в интернет-магазинах и строительных гипермаркетах.
 Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.
Но лучше сэкономить время и выбрать одну из заводских горелок. Разница в цене будет не так заметна.Защитным газом выступает аргон. Его «запаковывают» и перевозят в серых или черных баллонах. Аргон из баллонов серого цвета содержит аргон в чистом виде, поэтому он лучше проявляет себя в сварке.
Вам не нужен баллон больше десяти литров, если вы варите дома, на даче или в гараже. Десятилитровый баллон маленький и лёгкий, поэтому его легко как переносить, так и перевозить с места на место.
Баллоны в пятьдесят литров нужны мастерам, которые работают на стационарном оборудовании, чаще всего в цеху.
Про редуктор и шланг
Газовые редукторы надеваются на баллоны с аргоном, чтобы уравнивать внешнее давление в шлангах и внутреннее давление резервуара. Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Не все редукторы подходят для аргона. Они обычно покрашены в цвет баллона.
Собирать шланг самому не стоит. Проще будет купить заводской и не пытаться экспериментировать. Шланг, который вы сделаете вручную, может иметь поры или быть неудобным в использовании.
К тому же, найти разъем для подсоединения к источнику газа и горелке будет нелегко.
Сборка аппарата
Когда у вас есть все составляющие, можно начинать сборку. В первую очередь подключите осциллятор и защитный блок к инверторному аппарату. Чтобы понять, как это делается, поищите наглядные схемы.
Массу присоедините к клемме осцилляторного прибора со знаком «плюс». К «минус»-клемме подсоедините кабель, который отходит от горелки. Для сварки алюминия кабели нужно подключить наоборот.
Подключите горелку к газовому рукаву и объедините баллон с редуктором. Рукав с горелкой подведите к газовому шлангу и кабелям. Потом подключите между собой редуктор и шланг.
Только после этого аппарат можно подключать к обычной сети питания в 200 вольт.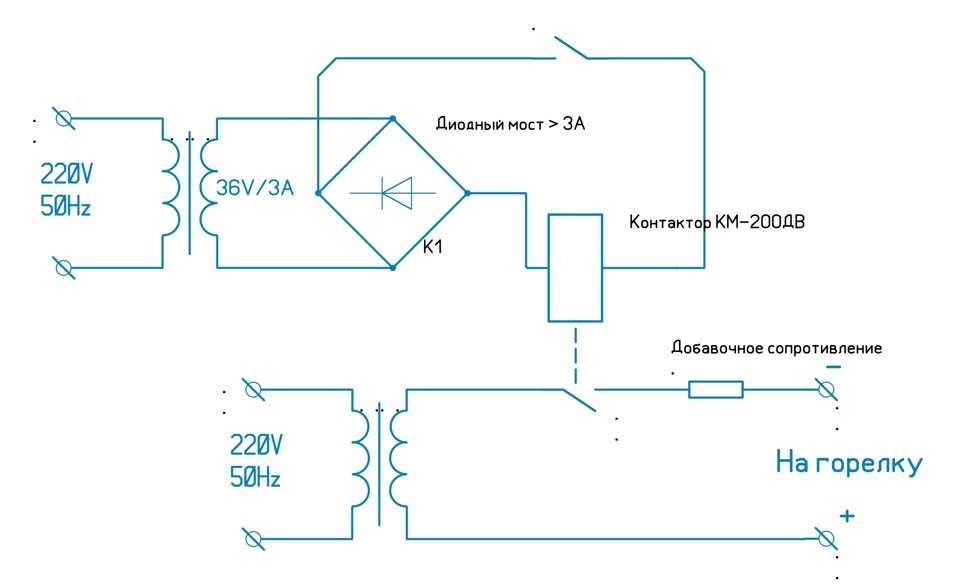 Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Мощность у осциллятора должна быть около шести вольт. После всех этих действий нужно настроить инверторное оборудование для аргонодуговой технологии сварки.
Настройка самодельного аппарата
Даже заводской прибор должен быть грамотно настроен. Это касается и самодельной аппаратуры. Так сварка пройдёт без проблем и даст швы хорошего качества. Мы отметим, что нужно учитывать при настройке переделанного инвертора.
Первый этап — заточка электродного стержня. Для этого нужна специальная точилка. Кончик стержня должен быть острым, как карандаш.
Тупой электрод дестабилизирует сварочную дугу, и она не сможет идти по одной ровной линии. Поэтому избежать этапа заточки не получится.
После заточки электрод вставляется в держатель горелки. Последняя включается прокруткой вентиля на баллоне и нажатием кнопки зажигания. Редуктором поправьте ход аргона.
Он не должен быть больше пятнадцати литров в минуту. После того, как расход газа будет настроен, отключите горелку и поставьте подачу на паузу.
После этого подключите осцилляторный прибор с защитным блоком и поднесите горелку к заготовке. Перед этим разместите на металле массу. Горелка должна быть очень близкой к металлу.
После включения возникнет электродуга. Потом откройте газ и в это время отводите горелку немного дальше.
Теперь переделанный инвертор может работать.
Заключение
Аппарат для аргонодуговой сварки можно не только купить, но и собрать самостоятельно. И это, как видите, несложно. Некоторые детали для этого даже могут быть у вас на даче, а остальные можно купить в интернете или на рынке.
Зная, как собрать устройство для ТИГ-сварки, вы будете знать и как его ремонтировать. Кроме того, вложите вы немного и быстро научитесь работать с ним. Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Вы наверняка будете выбирать качественные детали, поэтому будете гарантом качества сами для себя.
Большим функционалом такой инвертор отличаться не будет, и потому не подойдёт для выездных или строительных работ. Но в условиях дома или гаража, вам его хватит. Желаем удачи!
Как выполнять сварку TIG с помощью инверторного сварочного аппарата
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Есть
Есть много преимуществ использования сварки TIG для определенных сварочных проектов. Так как
этот тип шва обеспечивает более глубокое проникновение сварочного наполнителя, это
делает его подходящим типом сварки для сосудов под давлением и других металлических швов/соединений
которые должны быть просвечены рентгеном для кода. О чем не знают многие сварщики, так это о том, что вы
во многих случаях можно сваривать TIG с инверторного сварочного аппарата.
Так как же можно выполнять сварку TIG с помощью инверторного сварочного аппарата? При сварке TIG с помощью инверторного сварочного аппарата заостренный вольфрамовый стержень используется для зажигания дуги TIG, а присадочный стержень находится в прямом защитном газе аргона, используемом со скоростью примерно 8-10 литров в минуту для предотвращения загрязнения.
Сварка ВИГ от инверторного сварочного аппарата может показаться сложной, но после нескольких шагов подготовки это не обязательно должно быть так. Любой, кто выполнял базовую кислородно-топливную сварку, может получить представление о сварке TIG. Читайте дальше, чтобы узнать больше о том, как использовать инверторный сварочный аппарат, чтобы осуществить это.
Что такое
TIG-сварка?
Для тех
тех, кто не знаком с этим термином, сварка TIG — это сокращение от вольфрама.
сварка в среде инертного газа, метод сварки, при котором электрическая дуга возникает
неплавящийся вольфрамовый электрод, защищенный инертным газом от окисления
и загрязнения. Этот защитный газ обычно представляет собой чистый аргон, но иногда
используется смесь гелия и аргона.
ТИГ
сварка медленнее и сложнее, чем у его конкурента, MIG (металлический инертный газ).
сварка, но предлагает гораздо более точную связь.
Его также можно использовать при меньшей силе тока, чем при сварке MIG, что означает, что его можно использовать на экзотических металлах, которые не выдерживают более высокие силы тока, и на более тонких металлах без прожигания и нарушения структурной целостности материалов.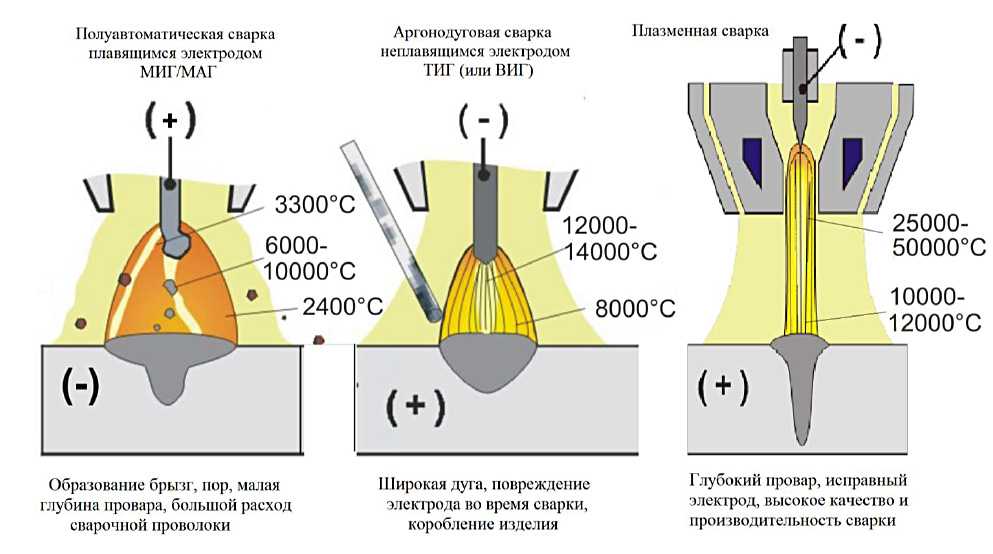
Инверторные сварочные аппараты питаются от переменного тока (который проходит через большинство жилых зданий) в полезную мощность постоянного тока. Мощность постоянного тока влияет на качество сварного шва двумя способами:
- Положительный
постоянный ток:
Большее проникновение в стальную основу сварного шва - Отрицательный
постоянный ток:
a Более высокий уровень наплавки для сварки тонколистового металла
Что
Проекты Должны ли использоваться сварные швы TIG? Кому подходит сварка TIG?
Сварка ВИГ с помощью инверторного сварочного аппарата — отличный выбор для более тонких материалов, так как сварка ВИГ требует, чтобы куски соединяемого металла были достаточно горячими для образования атомных связей в месте их соединения. Напротив, при сварке MIG используется присадочная проволока для соединения двух частей металла швом.
Использование сварки TIG на более толстом материале все же может привести к получению результата, но может привести к растрескиванию под воздействием теплового напряжения и другим косметическим или структурным проблемам.
Сварка ВИГ известна тем, что она немного сложнее и тяжелее в освоении, чем сварка МИГ, и сварка МИГ обычно рекомендуется для новых неопытных сварщиков, поскольку она не так прощает ошибки новичка, как другие методы сварки.
ТИГ
сварка требует очень четкого понимания следующих переменных в середине сварки:
- ГРМ
- Давление
- Электрический
текущий
Нет
надлежащий мониторинг или манипулирование любой из этих переменных оператора во время
может привести к нарушению сварного шва (в лучшем случае) или к тому, что сварщик станет
травмы (в худшем случае).
Для
По этой причине сварку TIG с помощью инверторного сварочного аппарата следует проводить только
кто-то удобный и хорошо разбирается в электрических и металлургических концепциях
занимается сваркой.
Сварка ВИГ является хорошим вариантом для сварки стали или нержавеющей стали, но ее нельзя использовать с алюминием, для которого требуется переменный ток. Некоторые аппараты TIG имеют опцию для переменного тока, но, поскольку инверторные сварочные аппараты предназначены для преобразования переменного тока в постоянный, многие из них не имеют этой опции.
Расходные материалы
Требуется для сварки TIG с инверторным сварочным аппаратом
Сделать
Сварка TIG с инверторным сварочным аппаратом, несколько основных сварочных материалов
нужный.
Это
лучше собрать все эти материалы перед началом сварки, так как сварка
— это точное ремесло, и вы не хотите карабкаться посередине сварки, пытаясь
чтобы найти что-то, что вы забыли найти возле своего верстака.
Здесь
Вот некоторые расходные материалы, которые вам понадобятся для сварки TIG на инверторном сварочном аппарате:
- Tungsten electrode
- Inverter welder w/high-frequency unit
- Torch (electrode holder)
- Shielding gas (either argon or helium)
- Filler safety rod
- Welding helmet
- Welding gloves
- Protective welding jacket or фартук
Некоторые
защитного снаряжения, необходимого для сварки TIG, может показаться ненужным,
особенно для опытных сварщиков. Все-таки сварка требует работы с расплавленным
металл и дуги настолько яркие, что могут обжечь глаза. В хобби или профессии, например
В хобби или профессии, например
сварка, защитное оборудование имеет решающее значение.
Сделать
убедитесь, что вы экипированы защитным снаряжением до начала
сварите и держите все инструменты под рукой, чтобы не вставать. Как указано
Ранее сварка TIG требовала точного контроля над задействованными элементами, поэтому вы
не хочу отвлекаться.
Как выполнять сварку TIG на инверторном сварочном аппарате
Нравится
другие виды сварки стержнями, сварка TIG инверторным сварочным аппаратом имеет серию
шагов, которые необходимо выполнить, чтобы сварка прошла гладко. Первая вещь
вам нужно сделать, это запустить свою палку.
Что
«Вылет» и как его запустить
В
При сварке TIG электрический вылет определяется как расстояние между
контактный наконечник и нерасплавленный конец вольфрамового электрода. Это расстояние
также называется количеством проволоки в сопротивлении. Электрический торчать
влияет на множество факторов сварного шва, в том числе следующие:
- Скорость плавления: Скорость плавления – это вес или длина электрода/проволоки/прутка/порошка, расплавленного в заданную единицу времени
- Проплавление: Проплавление – это глубина, на которую линия сплавления в сварном шве проникает в основной металл; чем глубже проплавление в сварном шве, тем прочнее сварное соединение
- Форма сварного валика: Форма сварного валика имеет важное значение для хорошего сплавления в сварном шве, и впоследствии от него зависит структура полученного сварного соединения
Для Сварка ВИГ, выступ должен составлять примерно половину диаметра внутреннего диаметра защитного стакана при стандартной установке .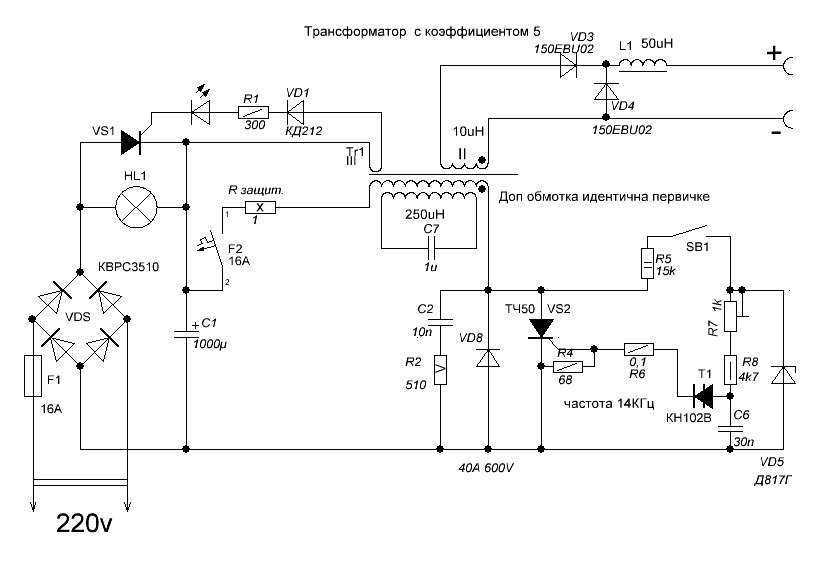 Конкретная длина будет варьироваться от сварочной установки до настройки, но это эмпирическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Конкретная длина будет варьироваться от сварочной установки до настройки, но это эмпирическое правило служит хорошим стандартом для большинства из них. Эксперименты со сварочной установкой дополнительно информируют сварщика об оптимальном вылете для обеспечения качественного сварного шва.
Один из способов увеличить длину вылета, который вы можете использовать без ущерба для качества сварки, — использовать стеклянную линзу для сварки TIG.
Эти линзы помогают удерживать вольфрам в устойчивом положении и обеспечивают надлежащую передачу электрического тока, одновременно улучшая покрытие экрана и доступ к свариваемому соединению.
Использование
Заостренная вольфрамовая проволока в сварочном аппарате TIG на инверторном сварочном аппарате
Сварка TIG может выполняться инверторным сварочным аппаратом как с присадочной проволокой, так и без нее, но при использовании заостренной вольфрамовой проволоки следует соблюдать осторожность, чтобы вольфрам не прилипал. Если это произойдет, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Если это произойдет, вам придется остановиться и заново заточить вольфрам, чтобы избежать загрязнения.
Случайно
Загрязнение вольфрамового электрода при сварке TIG может произойти в нескольких различных случаях.
Способы:
- Погружение вольфрамового электрода в расплавленную сварочную ванну
- Прикосновение вольфрамового электрода к присадочному стержню
Загрязнение вольфрама во время сварки TIG является одной из самых распространенных ошибок. К счастью, все, что вам нужно сделать, это заново заточить свой вольфрам на настольном шлифовальном станке, и вы снова будете в седле. Чтобы заточить или повторно заточить вольфрам для сварки TIG, выполните следующие действия:
- Измельчите вольфрам на настольном шлифовальном станке, предназначенном для вольфрама (не используйте настольный шлифовальный станок, используемый для шлифовки стали, иначе вы внесете загрязняющие вещества в сварку). вольфрам)
- Отшлифуйте вольфрам вдоль, убедившись, что кончик вольфрама примерно в два раза больше диаметра электрода.
- Отрежьте кончик вольфрамового конуса, чтобы он не отсоединился и не загрязнял следующий сварной шов.

вольфрам, необходимый для использования при сварке TIG на постоянном токе, — это не просто вольфрам,
либо.
Вам понадобится торированный вольфрам, который может быть весьма токсичным и требует осторожного обращения. Торированный вольфрам обрабатывали торием, который является радиоактивным соединением. Эта радиоактивность является инертной и экранированной при обычном использовании сварки, но может выделяться и вдыхаться при шлифовке вольфрама.
Царапина
или Коснитесь Запуск дуги
Это основное отличие сварки TIG от сварки MIG. При использовании сварочного аппарата TIG горелка включается, как только вы включаете сварочный аппарат. Кнопки для запуска дуги нет, поэтому для этого вам придется либо нажать «Пуск», либо запустить дугу с нуля.
Кран
Запуск дуги для сварки TIG с помощью инверторного сварочного аппарата
Один
Способ зажигания дуги при сварке TIG — запуск дуги касанием. Это делается
Это делается
резкое постукивание стержнем по металлу, над которым вы работаете, удалит
любой дополнительный поток от конца вольфрамового стержня, а также создаст электрический
контакт, необходимый для начала дуги.
Это
движение должно выполняться решительно и резко, касаясь лишь на
момент перед тем, как потянуть стержень назад. Это действие также должно быть выполнено в
легкий путь. Если вы слишком медленно нажимаете или нажимаете слишком сильно, это может
вызвать прилипание вольфрама.
Если
ваши вольфрамовые палочки, поздравляю, вы испортили сварку TIG. Вернись
к предыдущему разделу этого практического руководства, заново заточите свой вольфрам и попробуйте
еще раз. Одним из преимуществ сварки TIG на инверторном сварочном аппарате является то, что если ваш стержень
палочки, инверторный сварочный аппарат должен автоматически снизить напряжение.
Если вы новичок в сварке TIG, может быть разумным попрактиковаться в сварке метчиком на металлоломе, пока вы не почувствуете уверенность в этом, прежде чем начинать серьезную сварку.
Царапина
Зажигание дуги при сварке ВИГ с помощью инверторного сварочного аппарата
Еще один способ зажечь дугу при сварке ВИГ, отличный от запуска врезным контактом, — начать сварку с нуля. Здесь вы перемещаете стержень по металлу, чтобы удалить лишний поток и инициировать электрический контакт. При зажигании дуги с нуля стержень следует оторвать от металла, как только он начнет искрить.
При зажигании дуги с помощью царапания перемещайте стержень вперед и назад небольшими царапающими движениями, чтобы удалить флюсовое покрытие. Старайтесь не царапать длинным движением, так как это может привести к тому, что сварочная дуга начнет двигаться дальше от желаемой начальной точки, чем это необходимо.
Чтобы предотвратить прилипание стержня, его следует вытащить, как только появятся искры, а затем вернуть к нормальной длине сварочной дуги. Избегайте чрезмерного давления, так как это способствует прилипанию.
Зажигание дуги с помощью царапания похоже на зажигание дуги прикосновением, но оно склонно к залипанию, если сварщик недостаточно быстр или не имеет опыта запуска дуги таким способом. Тем не менее, запуск с нуля может быть хорошим выбором для удилищ, которые сложнее запустить.
Тем не менее, запуск с нуля может быть хорошим выбором для удилищ, которые сложнее запустить.
Газ
Защита сварных швов TIG с использованием инверторных сварочных аппаратов
Другое
Основная проблема, с которой сталкиваются люди, пытающиеся сварить TIG с помощью инверторного сварочного аппарата,
недостаточная защита инертным газом, что приводит к загрязнению материалов. За
Сварка TIG, вы должны использовать либо чистый аргон, либо аргон-гелий
смешивание.
При сварке методом TIG с использованием аргона и двуокиси углерода вы немедленно загрязните и разрушите сварной шов. По этой причине наличие надлежащей газовой защиты во время сварки TIG является жизненно важным. Чтобы обеспечить надлежащую газовую защиту при сварке TIG, соблюдайте следующую процедуру:
- Установите расход газа. Правильный расход газа для сварки ВИГ с использованием инверторного сварочного аппарата должен составлять 8-10 литров в минуту. Не устанавливайте слишком высокую скорость потока так же важно, как и достаточно высокую скорость потока — высокие скорости потока защитного газа могут вызвать турбулентность, которая приведет к попаданию загрязняющих веществ в окружающий воздух.
- Проверьте фитинги и шланги на отсутствие утечек. Если вы наблюдаете загрязненный сварной шов и считаете, что ваш экран должен быть адекватным, проверьте установку на наличие утечек. Чтобы проверить наличие утечек, промойте шланги и фитинги мыльной водой. Если есть утечка, вы должны увидеть пузыри в негерметичном шве.

Другое
Распространенные проблемы сварки TIG с инверторным сварочным аппаратом
При
Сварке TIG может легко научиться любой человек, имеющий базовые знания в области сварки.
Методы и концепции сварки, есть несколько проблем, с которыми сталкиваются сварщики TIG.
в которых может поразить любого сварщика, новичков и профессионалов.
Здесь
Вот некоторые из распространенных проблем, с которыми вы сталкиваетесь во время сварки TIG с
инверторный сварочный аппарат:
- Сварка алюминия ВИГ постоянным током: Постоянный ток не идеален для сварки алюминия, вместо этого следует использовать переменный ток. TIG-сварка алюминия на постоянном токе приводит к загрязнению.
При сварке алюминия методом TIG убедитесь, что все оксидные соединения сгорели, а место сварки идеально блестит, прежде чем вводить присадочную проволоку, чтобы предотвратить загрязнение. Сварка TIG на переменном токе может удалить эти оксиды, но имейте в виду, что она также притупляет вольфрам и может усилить травление.
 TIG-сварка алюминия на постоянном токе приводит к загрязнению.
TIG-сварка алюминия на постоянном токе приводит к загрязнению. В ВИГ
Сварка на инверторном сварочном аппарате. Главное в игре — управление дугой
При сварке ВИГ на инверторном сварочном аппарате одним из самых важных навыков, которым вы можете овладеть, чтобы стать лучшим сварщиком ВИГ, является контроль дуги. Это означает, что с момента нажатия или поцарапать дугу до момента, когда вы убьете переключатель.
Наряду с изучением надлежащей газовой защиты крайне важно обеспечить успешную, прочную и эстетически привлекательную сварку TIG.
Кому
правильно контролировать дугу при сварке TIG, дуга должна быть как можно короче.
возможное. Хотя может показаться более естественным удлинить дугу, поскольку это позволяет вам
Хотя может показаться более естественным удлинить дугу, поскольку это позволяет вам
чтобы лучше видеть контакт и сварочную ванну, лучше двигать головой или
переместите свое тело, а не фонарик.
Любой
регулировка длины дуги в середине сварного шва ухудшит внешний вид
сварного шва, а в более серьезных случаях может вызвать структурные проблемы.
При первом обучении сварке TIG может быть полезно попрактиковаться в сварке многих сварных швов.
различные положения на металлоломе перед попыткой какой-либо серьезной сварки
проект.
ТИГ
Сварка для каждого сварщика
Любой, кто знаком со сваркой МИГ, может запрыгнуть в сварочный поезд ТИГ, и для этого не нужен источник питания сварки ТИГ промышленного класса. Это может сделать любой, у кого есть инверторный сварочный аппарат, горелка TIG, баллон с аргоном и регулятор.
С
инверторный сварочный аппарат и правильные инструменты, легко выполнять качественно,
прочные и точные сварные швы TIG на тонких и экзотических металлах, не выходя из дома
мастерская.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму. 902:19 Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
TIG200-D Инверторный сварочный аппарат TIG 200 А
Обзор
плюс
PrimeWeld TIG200-D 200-амперный инверторный сварочный аппарат TIG предлагает входное питание с двумя входными напряжениями 120/240 В, что позволяет сваривать практически где угодно. Когда вы будете готовы добавить красоту, силу и мастерство настоящей сварки TIG в свой цех, этот аппарат для сварки TIG и электродуговой сварки постоянным током на 200 ампер станет самым экономичным способом сделать это.
Удобство дуговой сварки и качество TIG
Этот сварочный аппарат TIG с инвертором на МОП-транзисторах выдает 190 ампер при подключении к сети 240 В, чего достаточно для сварки стали толщиной 7/16 дюймов за один проход. Режим Stick производит 185 ампер. При работе на входе 120 вольт функция TIG выдает 145 ампер, а сторона палки выдает 140 ампер.
Нижний предел мощности в 10 ампер для любого процесса является достаточно мягким нагревом для сварки листового металла 24-го калибра. Для дополнительного контроля нагрева в PrimeWeld предусмотрена педаль, позволяющая избежать перегрева заготовки, которая является важной частью сварки листового металла.
Дополнительные функции для этого сварочного аппарата для сварки TIG на 200 А
Регулируемый постпоток : Этот аппарат для сварки TIG на 200 А не только упрощает использование дуговой сварки, но также включает регулируемый постпоток для защитного газа. TIG200-D устанавливает продувку газа на 2 или 5 секунд нажатием переключателя. При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S/5S в течение 5 секунд постпотока.
При работе с низкими уровнями тока переведите переключатель в положение 2S в течение 2 секунд потока, а при работе с высоким током переключите переключатель 2S/5S в течение 5 секунд постпотока.
Быстрое изменение процессов: Вы можете выбрать, какой процесс сварки вы используете, простым переключением переключателя с MMA на TIG и быстрой сменой проводов.
Усовершенствованный источник питания: Этот аппарат для сварки TIG с MOSFET-инвертором обеспечивает ровную дугу независимо от используемого процесса защитите свои инвестиции от повреждений из-за перегрева или скачков тока.
Цифровой дисплей: Работать в каске и защитном снаряжении в условиях дыма, искр и смены освещения достаточно сложно. Цифровой индикатор позволяет быстро, точно и эффективно отслеживать текущие уровни. Больше не нужно щуриться, чтобы понять, насколько горяча ваша рабочая среда.
Высокочастотный запуск дуги: TIG200-D оснащен высокочастотным бесконтактным запуском, что позволяет сохранить вольфрамовый электрод и расходные материалы, избегая загрязнения сварочной ванны сварочным электродом. материал электрода.
материал электрода.
Ножная педаль управления нагревом: Попробуйте найти другой сварочный аппарат TIG на 200 А с технологией MOSFET, двойным входным напряжением, высокочастотным запуском дуги И НОЖНОЙ ПЕДАЛЬЮ УПРАВЛЕНИЯ НАГРЕВОМ по этой цене!
Даже если вы сможете найти устройство со всем этим от другого производителя, только PrimeWeld TIG200-D поставляется с Legendary PrimeWeld Support
3-летняя гарантия без проблем связаться, дать отличный совет и знать, что нужно, чтобы сохранить сварку.
СКАЧАТЬ PDF
РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ И ИНСТРУКЦИИ ПО БЕЗОПАСНОСТИ
Информация о гарантии
3-летняя гарантия
PrimeWeld предлагает беспроблемную 3-летнюю гарантию.* Нажмите здесь, чтобы узнать больше.
Служба поддержки клиентов
Служба поддержки клиентов, запасные части, техническая поддержка находятся в США.
Щелкните здесь, чтобы позвонить нам по телефону (856) 500-2000.
Особенности
плюс
Инверторный сварочный аппарат TIG на 200 А Особенности:
- Двойной вход 120/240 В
- MOSFET Инвертор питания
- Сварочный аппарат постоянного тока (ММА)
- Сварочный аппарат TIG постоянного тока (GTAW-PD)
- Начать сварку из коробки
ЗАЩИТНЫЕ ХАРАКТЕРИСТИКИ:
- Холодный электрод
- Защита от перегрузки по току
- Защита от перегрева
- Защита от скачков напряжения
ХАРАКТЕРИСТИКИ TIG (GTAW):
- Высокочастотный запуск дуги
- Последующая подача защитного газа
- Переключатель постпотока 2S/5S
- Ножная педаль в комплекте!
STICK ARC (MMA) ХАРАКТЕРИСТИКИ:
- Качественный 10-футовый зажим
- Переход с TIG на Stick с помощью переключателя
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ:
- Соединители Dinse
- Цифровой индикатор мощности
- Встроенный соленоид защитного газа
- Переключатель режимов TIG/MMA (стержень)
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ:
Размер выключателя:
- (120 В) 30 А / (240 В) 50 А
Выходная мощность TIG в амперах:
- 120 вольт: 10–145 ампер
- 240 вольт: 10-190 ампер
Мощность дуги в амперах:
- Дуга 120 В: 10–140 А
- Arc 240 вольт: 10-185 ампер
Рабочий цикл TIG постоянного тока:
- 60 % при макс. номинальной мощности (120/240 В)
- 100 процентов при 112 А (120 В)
- 100 процентов при 147 А (240 В)
 номинальной мощности (120/240 В)
номинальной мощности (120/240 В)Ручка рабочего цикла (ММА): 9 шт.0380
- 60 процентов при макс. номинальном (120/240 В)
- 100 процентов при 108 А (120 В)
- 100 процентов при 143 А (240 В)
Постпоток газа:
- Низкий ток 2 секунды
- Большой ток 5 секунд
Вес:
- 23 фунта
Технические характеристики
плюс
Таблица технических характеристик
| Параметр | ТИГ200Д | |
|---|---|---|
| Процесс сварки | DC GTAW DC-SMAW | |
| Инверторный тип | МОП-транзистор | |
| Входное напряжение | 1 фаза переменного тока, 110 В +/- 15 % | 1 фаза переменного тока, 220 В +/- 15 % |
| Входная частота | 50/60 Гц | 50/60 Гц |
Входной разъем типа Предварительно смонтированный для NEMA 6-50P *для предусмотрен адаптер от NEMA 6-50 до NEMA 5-15 (для работы от 220 В или 110 В) | 5-15P НЭМА *См. | 6-50P НЭМА |
| Номинальный входной ток | ТИГ: 35,7 А ММА: 55,8 А | ТИГ: 26А ММА: 39,5 А |
| Номинальное выходное напряжение | ТИГ: 15,8 В ММА: 25,6 В | ТИГ: 17,6 В ММА: 27,4 В |
| Номинальный выходной ток | ТИГ: 145А ММА: 140А | ТИГ: 190А ММА: 185А |
| Напряжение холостого хода | 56,0 В | |
| Зажигание дуги (ВИГ) | Высокочастотный пуск (ВЧ-старт) | |
| Рабочий цикл | См. таблицу рабочих циклов | |
| Потребляемая мощность без нагрузки | 40 Вт | |
| Эффективность | >=80% | |
| Коэффициент мощности | 0,73 | |
| Класс изоляции | Ф | |
| Класс защиты от проникновения пыли (IP) | ИП21 | |
| Вес | 10,4 кг / 22,9 фунта | |
| Габаритные размеры | 405 x 214 x 337 мм / 15,9 x 8,4 x 13,3 дюйма | |
| Пульт дистанционного управления | Дополнительно | |
| Зависит от процесса сварки | ||
| Газ: постпоток | от 2 с до 5 с | |
 примечание
примечаниеВходное напряжение и рабочий цикл
| Тип сварки | Входное напряжение | Рабочий цикл |
|---|---|---|
| ТИГ | 110 В | 145 А/15,8 В при 60 % |
| 112 А/14,5 В при 200 % | ||
| 220 В | 190 А/17,6 В при 60 % | |
| 147 А/15,9 В при 100 % | ||
| Палка | 110 В | 140 А/25,6 В при 60 % |
| 108 А/24,3 В при 100 % | ||
| 220 В | 185 А/27,4 В при 60 % | |
| 143 А/25,7 В при 100 % |
*примечание: все значения даны при 25°C
Что включено
плюс
Инвертор TIG200-D, 200 А, аппарат для сварки TIG В комплекте:
- Горелка TIG wp-17 с кабелем длиной 13 футов
- Зажим заземления с 12-футовым кабелем
- Держатель электрода с 12-футовым кабелем
- Адаптер питания с 220 В на 110 В
- Маска для рук и щетка-молот
- Аргоновый шланг
- Ножная педаль управления силой тока с кабелем длиной 16,40 футов
- Руководство пользователя
Как использовать
плюс
Как использовать
Установка для сварки TIG на постоянном токе
- Включите аппарат с помощью кнопки ВКЛ/ВЫКЛ на задней панели аппарата.
- Выберите функцию TIG с помощью селекторного переключателя TIG/MMA.
- Подсоедините разъем горелки ВИГ к клемме горелки ВИГ и затяните его.
- Подсоедините разъем кабеля заземления к положительной клемме и затяните его.
- Подсоедините провод дистанционного управления ножной педалью к 5-контактному разъему. Или подключите провод выключателя горелки к 5-контактному разъему.
- Подсоедините газовый регулятор (не входит в комплект) к баллону и подсоедините газовую линию к регулятору.
- Осторожно откройте вентиль газового баллона. Установите расход на 15-25CFH (7-12LMN).

Селекторные переключатели
плюс
Селекторные переключатели
- ВКЛ/ВЫКЛ : Этот переключатель включает питание машины при включении и выключает машину при переключении в положение выключения. ПРИМЕЧАНИЕ. Переключатель включения/выключения находится на задней панели TIG200D.
- MMA/TIG : Обеспечивает выбор режимов сварки TIG или SMAW (Stick).