Содержание
Работа ручным фрезером по дереву, примеры работы с фото
При наличии фрезерного станка реально упрощаются работы по врезке петель, формированию сложных отверстий, выемок, резьбы по дереву и т.д. Но это совсем не означает, что необходимо иметь профессиональное и дорогое оборудование: достаточно иметь простое ручное приспособление.
Единственное, что нужно – это уметь элементарно обращаться с деревом и пользоваться электроинструментами. Кроме этого, нужно иметь желание, иначе без этого никогда не будет результата. Те, у кого желания поработать нет, те просто покупают мебель или нанимают мастеров, чтобы, например, установить новую дверь и врезать замки. Любая работа, тем более с электроинструментом требует определенных знаний, и особенно техники безопасности.
Содержание
- 1 Зачем нужен фрезерный станок?
- 2 Начало работы и уход за инструментом
- 2.1 Состав и назначение основных узлов
- 2.2 Уход за ручным фрезерным устройством
- 2.3 Регулировка скорости вращения
- 2.
 4 Фиксация фрезы
4 Фиксация фрезы - 2.5 Регулировка глубины фрезерования
- 3 Фрезы для ручного фрезерного инструмента
- 3.1 Самые ходовые фрезы
- 4 Правила работы с ручным фрезерным инструментом
- 4.1 Общие требования
- 5 Обработка кромок: использование шаблонов
- 5.1 Ширина детали меньше длины режущей части
- 5.2 Ширина детали больше длины режущей части
- 5.3 Получение различных фигурных кромок
- 6 Видео-уроки по работе c ручным фрезером
 4 Фиксация фрезы
4 Фиксация фрезыЗачем нужен фрезерный станок?
Фрезерное устройство предназначается для обработки как дерева, так и металла. С его помощью, удается формировать углубления или отверстия любой конфигурации. Это позволяет сильно упростить такие задачи, как врезка петель и врезка замков. Сделать это с помощью стамески и электродрели не так-то и просто, да и времени на это уходит много.
Различают стационарные фрезерные приспособления и переносные (ручные). Ручные электрофрезы считаются универсальными приспособлениями, с помощью которых, при наличии насадок, возможно выполнение операций различного назначения, достаточно лишь изменить положение детали, по отношению к устройству или наоборот.
Стационарные устройства применяются на заводах или фабриках, где налажено массовое производство изделий из дерева или металла. В таких условиях, режущая насадка располагается неподвижно, а обрабатываемая деталь перемещается по нужной траектории. При использовании ручного инструмента наоборот деталь закрепляют неподвижно и лишь потом ее обрабатывают, хотя имеются детали, которые требуют фиксации ручного инструмента. В конструкции это предусмотрено, поэтому, она и считается более универсальной. Это особенно актуально, когда нужно обработать большое количество деталей, а использовать стационарный станок не представляется возможным.
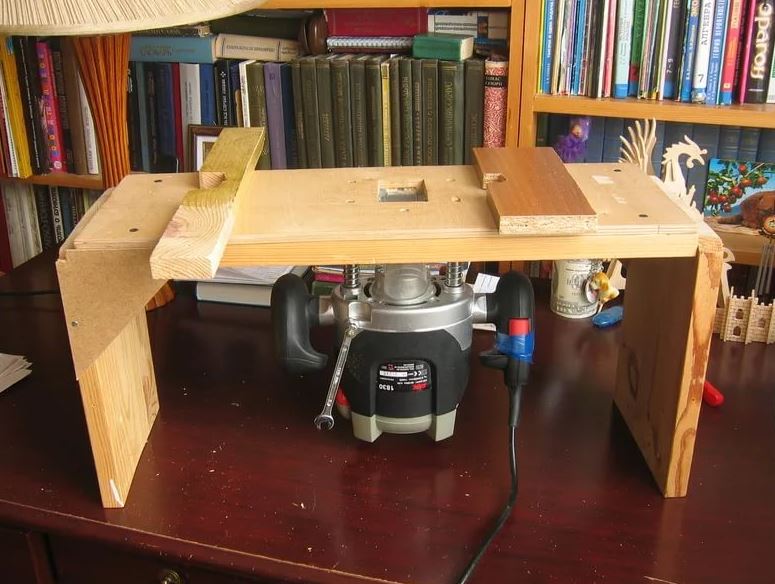
Самодельный фрезеровальный станок – горизонтальная платформа с отверстием по центру, снизу к которой крепится ручное приспособление.
Встречается немало видов фрезеровальных станков, но для применения дома или для открытия своего дела, больше подойдут универсальные модели. Как правило, они комплектуются набором фрез и различных приспособлений для выполнения различного рода операций. Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
Единственное, что при наличии ручного фрезера на простые операции может уйти гораздо больше времени, чем при использовании стационарного станка.
При помощи ручного фрезеровального устройства возможно:
- Сделать пазы или выемки произвольной формы (фигурные, прямоугольные, комбинированные).
- Просверлить сквозные и не сквозные отверстия.
- Обработать торцы и кромки любой конфигурации.
- Вырезать сложные по форме детали.
- Осуществить нанесение рисунков или узоров на поверхность деталей.
- Произвести копирование деталей, если необходимо.
Копирование деталей – одна из функций любого электрического фрезеровального станка.
Наличие подобных функций позволяет упростить производство однотипной мебели или изготовление одинаковых деталей, не связанных с производством мебели. Это одно из основных достоинств этого инструмента. Как правило, для производства однотипных деталей приходится устанавливать копировальные станки, которые предназначены для выполнения только одной операции, что не всегда выгодно, особенно в условиях малых предприятий.
Начало работы и уход за инструментом
Чтобы понять, как работает данное устройство, следует ознакомиться с основными его деталями и их назначением.
Состав и назначение основных узлов
Ручное фрезерное приспособление состоит из металлического корпуса и мотора, который находится в этом же корпусе. Из корпуса выступает вал, на который одеваются различные цанги, служащие переходниками. Они позволяют устанавливать фрезы различной величины. В цангу вставляется непосредственно фреза, которая фиксируется специальным болтом или кнопкой, что предусмотрено на некоторых моделях.
Основные элементы ручного фрезерного устройства и их предназначение.
В конструкции фрезерного приспособления предусмотрена металлическая платформа, которая имеет жесткое соединение с корпусом. Крепится она к корпусу посредством двух штанг. С внешней стороны плита имеет гладкое покрытие, обеспечивающее плавность движения в процессе работы.
Ручное фрезерное приспособление имеет некоторые характеристики, настройка которых осуществляется:
- За счет ручки и шкалы настройки глубины фрезерования. Настройка осуществляется с шагом 1/10 мм.
- За счет регулировки скорости вращения фрезы.
 Настройка осуществляется с шагом 1/10 мм.
Настройка осуществляется с шагом 1/10 мм.На начальных этапах, когда происходит освоение инструмента, лучше пробовать работать на малых или средних оборотах. Хотя следует всегда помнить, что чем больше обороты, тем качественнее работа. Особенно, если это касается ответственных, видимых участков, которые невозможно замаскировать.
Кроме этих рычагов имеется еще кнопка включения и выключения изделия, а также кнопка блокировки. Эти элементы считаются основными, обеспечивающими качественное и безопасное выполнение работ. Здесь же имеется еще и параллельный упор, который способствует удобству в работе. Он может быть жестко закрепленным или с возможностью регулировки сдвига рабочей области, по направлению от центра.
Уход за ручным фрезерным устройством
Обычно, заводское изделие попадает в руки человека испытанным и смазанным, так что дополнительных, каких-то мероприятий проводить не следует. Лишь в процессе его эксплуатации нужно следить за его чистотой и исправностью. При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
При этом, его следует регулярно очищать от пыли и менять смазку, если в паспорте так написано. Особенно смазка необходима для движущихся частей. Как вариант, можно использовать аэрозольные смазки, но можно обойтись и обычными, типа «Литол». Не рекомендуется использование густых смазок, так как за них липнет стружка и пыль. Если применяются аэрозольные смазки, то от подобного фактора можно избавиться.
Смазки так же требует подошва – гладкая часть корпуса. Регулярное смазывание обеспечит нужную плавность движения.
Несмотря на это купленную вещь обязательно следует проверить на качество сборки и наличие смазки.
К сожалению, не все производители, а особенно отечественные, заботятся о качестве сборки. Бывают случаи, когда после первых же часов работы у изделия отвинчиваются шурупы или винты, так как они не были затянуты соответствующим образом.
Регулировка скорости вращения
Работа любого инструмента связана с определенными условиями, связанными, в первую очередь, с характером обрабатываемого материала. Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
Это может быть фанера, композитный материал или обычная древесина. В зависимости от этого и выставляется скорость вращения на электроприборе. Как правило, в техническом паспорте всегда указываются параметры работы устройства, в зависимости от технических характеристик и характеристик обрабатываемых поверхностей, а также используемых фрез.
Показатели скоростей обработок при применении различных фрез.
Фиксация фрезы
Первое, с чего начинается работа, это установка и закрепление фрезы. При этом, следует придерживаться основного правила – все работы выполняются при вынутой вилке шнура из розетки.
Фреза устанавливается по определенным меткам, а если они отсутствуют, то на глубину не меньше ѕ длины самой фрезы. Как установить фрезу на конкретную модель, можно узнать из инструкции, которая в обязательном порядке должна присутствовать в технических документах на устройство. Дело в том, что каждая модель может иметь свои конструкционные особенности и рассказать об этом в статье не представляется возможным.
Установка фрезы на устройство перед началом работ.
Имеются модели как простые, так и более «продвинутые», как говорят. У некоторых моделях имеется кнопка блокировки вращения вала, что облегчает процесс установки фрезы. Некоторые, особенно дорогие модели, оборудованы трещетками. Так что описать конкретно процесс установки фрезы не получится, да и не имеет смысла, так как каждый, кто знаком с работой подобных устройств, разберется в момент.
Регулировка глубины фрезерования
У каждой модели предусмотрена своя, наибольшая глубина фрезеровки. При этом, не всегда требуется именно максимальная глубина, а определенная глубина, которая выставляется перед работой. Даже в том случае, если требуется максимальная глубина, то, чтобы не перегружать устройство, процесс фрезеровки разбивают на несколько этапов, ступенями изменяя глубину фрезеровки. Для регулировки предусмотрены специальные упоры – ограничители. Конструктивно они выполнены в виде диска, расположенного под штангой, на котором закреплены упоры различной длины. Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Количество таких ножек может быть от трех до семи, причем это не означает, что чем их больше, тем лучше. Лучше, если имеется возможность подстройки каждой из ножек, даже если их число минимальное. Чтобы закрепить этот упор в оптимальном положении, следует воспользоваться фиксатором, в виде флажка.
Процесс регулировки глубины фрезерования выглядит следующим образом:
Таким образом, заготовка выфрезеруется на заданную глубину.
На качественных дорогостоящих моделях имеется колесико точной подстройки глубины фрезерования.
С помощью этого колесика можно без нарушения предыдущей настройки более точно выставить глубину.
Это колесико (на фото выше зеленого цвета) позволяет корректировать глубину в не значительных пределах.
Фрезы для ручного фрезерного инструмента
Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.
Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании. Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую.
Самые ходовые фрезы
Имеются фрезы, которые используются в работе чаще других. Например:
Например:
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Правила работы с ручным фрезерным инструментом
Работа с электроинструментом требует особых правил, тем более, когда имеются быстро вращающиеся элементы. Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
Кроме этого, в результате работы образуется стружка, которая разлетается во все стороны. Несмотря на то, что большинство моделей оборудованы защитным щитком, это не защищает в полной мере от потока стружки. Поэтому, работать с таким инструментом лучше в защитных очках.
На фото представлена модель, где подключается пылесос для отвода стружки.
Общие требования
Если выполнять основные требования безопасной работы с электрическим ручным фрезером, то конечный результат порадует качеством работы и безопасным исходом. Вот эти условия:
Требования не очень сложные и вполне выполнимые, а игнорировать их, значит подвергать себя опасности. И еще одно, не менее важное – это умение держать в руках фрезерный инструмент и чувствовать, как он работает. Если чувствуются серьезные вибрации, то нужно остановиться и проанализировать причины. Возможно, что фреза затупилась или попался сучок. Иногда требуется правильно установить скорость вращения фрезы. Здесь можно поэкспериментировать: или добавить обороты или их уменьшить.
Обработка кромок: использование шаблонов
Обработку кромки деревянной доски лучше осуществлять на рейсмусе. Если такой возможности нет, то можно воспользоваться и ручным фрезером, хотя это займет некоторое время. Эти работы проводятся как без шаблона, так и с шаблоном. Если навыки отсутствуют или их совсем мало, то лучше воспользоваться шаблоном. Для обработки кромок применяются прямые кромочные фрезы, как с одним подшипником в конце режущей части, так и с подшипником в начале (см. фото).
Фрезы для обработки кромок.
За шаблон можно взять уже обработанную доску или другой, ровный предмет. Причем длина шаблона должна быть больше длины обрабатываемой детали, как вначале, так и в конце обрабатываемой заготовки. Это позволит избежать неровностей вначале кромки и в ее конце. Здесь самое главное, чтобы шаблон или предмет, выполняющий роль шаблона имел гладкую и ровную поверхность. К тому же его толщина не должна быть большей зазора, находящегося между подшипником и режущей частью.
Ширина детали меньше длины режущей части
При этом, чем длиннее режущая часть, тем труднее работать с инструментом, поскольку требуется больше усилий. В связи с этим, лучше начинать работы фрезами, у которых средняя длина режущей части. Принцип работы при обработке кромки следующий:
- Шаблон крепится так, чтобы он находился на нужной высоте и имел ровную горизонтальную поверхность.
- Шаблон крепко монтируется к столу или другой поверхности.
- Фрезу с роликом устанавливают так, чтобы ролик перемещался по шаблону, а фреза (режущая часть) по обрабатываемой детали. Для этого производят все необходимые манипуляции с шаблоном, заготовкой и инструментом.
- Фреза устанавливается в рабочее положение и зажимается.
- После этого инструмент включается и передвигается по шаблону. При этом следует определиться со скоростью перемещения, которая определяется глубиной обработки.
- Фрезерный агрегат можно как толкать, так и тянуть: кому как удобно.
После первого прохода следует остановиться и оценить качество работы. Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
Если необходимо, то можно осуществить еще один проход, отрегулировав положение инструмента. Если качество удовлетворительное, то струбцины снимают, освобождая обрабатываемую деталь.
С помощью такого подхода удается снять четверть по кромке или в какой-то из ее частей. Это делается за счет установки режущей кромки так, чтобы она уходила на необходимую глубину в деталь.
Четверть, снятая на мебельном фасаде.
Если заменить фрезу на фигурную и сместить направляющую, а также воспользоваться упором, реально нанести на деталь продольный рисунок (на фото ниже).
Нанесение на заготовку продольного фигурного рисунка.
Если применять подобную технику фрезерования (с шаблоном), то можно легко освоить технику работы с деревом вообще. По истечении некоторого времени можно отказаться от шаблонов, так как их установка отнимает много полезного времени.
Как сделать ровную кромку без шаблона: без опыта здесь не обойтись.
Ширина детали больше длины режущей части
Довольно часто толщина обрабатываемой детали больше длины режущей части фрезы. В данном случае поступают следующим образом:
В данном случае поступают следующим образом:
- После первого прохода шаблон снимается и осуществляется еще один проход. В данном случае шаблоном будет служить уже обработанная часть. Для этого, подшипник направляется по обработанной поверхности. Если режущей части опять не хватало, то придется осуществить еще один проход.
- Для окончательной обработки следует взять фрезу с подшипником на конце, а обрабатываемую деталь нужно перевернуть верхом к низу, после чего она закрепляется струбцинами. В результате, подшипник будет перемещаться по обработанной поверхности. Такой подход позволяет обрабатывать толстые детали.
Подшипник направляется по обработанной поверхности, а режущая кромка обрабатывает оставшуюся часть заготовки.
Для того, чтобы освоить работу ручного фрезерного инструмента, потребуется много черновых заготовок, которых не жалко потом выбросить. Ни у кого, с первого раза, ничего не получалось. Чтобы что-то вышло, необходимо упорно тренироваться.
Получение различных фигурных кромок
Если требуется фигурная кромка, что скорее всего нужно, то сначала обращают внимание на состояние этой кромки. Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
Если она неровная, то ее придется выровнять и лишь потом приступать к формированию фигурной кромки, подобрав соответствующую фрезу.
Округлая кромка.
Подготавливать поверхность нужно для того, чтобы фреза не скопировала кривизну, по которой будет перемещаться ролик. В данном случае, нужна последовательность действий, иначе позитивного результата не получится.
Если требуется обработать откровенно криволинейную поверхность, то без шаблона здесь никак не обойтись. Его можно вырезать из фанеры, толщиной около 10-ти мм, нанеся предварительно рисунок и выпилив шаблон электролобзиком. Край шаблона необходимо довести до идеального состояния ручным фрезером.
Нанесение рисунка на фанеру.
Чтобы выфрезеровать криволинейную кромку, сначала используют фрезер без шаблона, осуществляя так называемую грубую обработку. После этого закрепляется шаблон, и заготовка обрабатывается окончательно. Если имеются места, где нужно много снимать материала фрезой, то эти места можно выпилить лобзиком.
Работа ручным фрезером по шаблону
Watch this video on YouTube
Видео-уроки по работе c ручным фрезером
Когда нужно устанавливать двери, то приходится врезать петли. В основном, эти работы выполняются с помощью стамески и молотка, а вот как это сделать, воспользовавшись ручным фрезером – можно ознакомиться на этом видео.
Работа с фрезером. Как сделать паз для доборов и петель фрезером
Watch this video on YouTube
Следующее видео рассчитано на тех, кто желает сделать фрезерный станок из остатков фанеры или ламината.
Ящичные шипы и фрезер Фиолент
Watch this video on YouTube
А это видео будет полезно всем, хотя оно на английском языке. Но это не главное, главное то, что можно визуально оценить мастерство тех, кто работает с ручным фрезером.
Работа ручным фрезером по дереву (Router Joinery)
Watch this video on YouTube
Стол для циркулярной пилы своими руками, инструкция, видео
- Основные критерии стола циркуляционной пилы
- Конструкция циркуляционной пилы, станок из дисковой пилы Байкал
- Расчет параметров
- Расчет мощности
- Небольшой столик для ручных станков деревообработки
Большинство плотников и деревообрабатывающих мастеров, желают иметь в хозяйстве универсальный агрегат, но как смастерить такое устройство самостоятельно, многие не знают. В этом руководстве, вы узнаете, как смастерить универсальный фрезерный стол своими руками.
В этом руководстве, вы узнаете, как смастерить универсальный фрезерный стол своими руками.
Плюсы универсального станка по дереву в том, что не нужно иметь несколько агрегатов и ходить с заготовкой от одного к другому во время работы. Единственный и универсальный, будет находиться на одном столе, и выполнять действия нескольких агрегатов. Разумеется, ограничения такого устройства присутствуют, и смастерить абсолютно-универсальный станок по дереву не представляется возможным. Но сделать стол для фрезера своими руками, в котором будет присутствовать электрорубанок и циркуляционная пила, вполне реально.
Для воплощения затеи в реальность, нужно позаботиться о расходных материалах, а также инструментах, которые понадобятся для создания точного и ровного стола, на котором будут закреплены устройства. Поскольку устройство на столе будет не одно, требуется сделать более широкий и длинный стол. Чтобы не испортить материалы зря, для начала нужно на листе бумаги нарисовать схему и расположение будущих устройств. Это чрезвычайно существенный аргумент, поскольку эффективность станка напрямую зависит от грамотного расположения всех элементов. Заблаговременно побеспокойтесь о положении каждого узла. Если задание кажется сильно сложным, можно использовать готовые схемы и чертежи. Таким образом, умельцы изготовляют стол для циркулярной пилы своими руками, без помощи экспертов.
Это чрезвычайно существенный аргумент, поскольку эффективность станка напрямую зависит от грамотного расположения всех элементов. Заблаговременно побеспокойтесь о положении каждого узла. Если задание кажется сильно сложным, можно использовать готовые схемы и чертежи. Таким образом, умельцы изготовляют стол для циркулярной пилы своими руками, без помощи экспертов.
Основные критерии стола циркуляционной пилы
Конструкция, на которой будут установлены деревообрабатывающие механизмы, должна обладать такими характеристиками:
- Капитальной жесткостью и устойчивостью.
- Идеально ровной поверхностью.
- Заземлением.
- Свободным местом для опилок.
- Легкой доступностью к отходам для их ликвидации.
- Щитками защиты, которые устанавливаются над вращающимися элементами.
Соблюдение вышеперечисленных правил, помогут сделать действительно качественный и безопасный стол для фрезера своими руками.
Существует несколько требований циркуляционной пилы, которые необходимо учитывать для качественной, производительной и безопасной работы агрегата.
1. Хорошее крепление диска пилы.
2. Огораживание рабочей части диска пилы, что многие считают невыполнимой задачей.
3. Доступность кнопки старта-остановки агрегата.
Дополнительные требования к столу, зависят от предпочтений столяра и его профессионализма в этой сфере. Вспомогательные элементы помогут точнее обрабатывать заготовки, совершать распиливание более длинных досок, что в конечном итоге отразится на возможностях станка для выполнения абсолютно точных, качественных и сложных изделий.
Большинство умельцев, выполняют чертежи фрезерного стола своими руками, а если нет уверенности, лучше провести работу со слесарем, или человеком сделавшим подобное устройство.
Конструкция циркуляционной пилы, станок из дисковой пилы Байкал
Обычный стол, который можно приобрести в комплектации с плитой циркуляционной, выполняют в большинстве случаев из нержавеющего железа. Умельцы используют простую сталь, а опорную конструкцию сваривают из металлических уголков. Диск, режущий древесину, крепится во внутренней части стола, на валу с подшипниками, а подача механической энергии производится посредством ременной передачи. В плите находится разрез для диска, который со всех сторон окружен деревянной опалубкой, а с внутренней части стола регулируется винтами. Зазор между столом и режущим диском, должен быть несколько миллиметров, иначе опилки в работе будут забиваться в щель, и приводить к неисправности агрегата. Зазор настраивается в зависимости используемых дисков.Каждый старается выполнить чертежи циркулярного стола своими руками, чтобы сделать универсальный и хороший стол для деревообработки, но недостаток знаний может сыграть плохую шутку.
Диск, режущий древесину, крепится во внутренней части стола, на валу с подшипниками, а подача механической энергии производится посредством ременной передачи. В плите находится разрез для диска, который со всех сторон окружен деревянной опалубкой, а с внутренней части стола регулируется винтами. Зазор между столом и режущим диском, должен быть несколько миллиметров, иначе опилки в работе будут забиваться в щель, и приводить к неисправности агрегата. Зазор настраивается в зависимости используемых дисков.Каждый старается выполнить чертежи циркулярного стола своими руками, чтобы сделать универсальный и хороший стол для деревообработки, но недостаток знаний может сыграть плохую шутку.
Видео:
Расчет параметров
Во избежание издержек и несуразностей, строго соблюдайте основные параметры изложенных материалов, и вы сделаете качественный стол столярный своими руками. Когда мы собираем стол для ручной циркулярной пилы своими руками, необходимо учитывать мощность электродвигателей, которые будут применены. Если вы собираете стол для ручного фрезера своими руками также необходимо учитывать производительность мотора.
Если вы собираете стол для ручного фрезера своими руками также необходимо учитывать производительность мотора.
Для более глубокого понимания конструкции и схемы изделия, просмотрите сюжет про столярный стол своими руками видео которого выложено на сайте.
При учете того, что стол будет универсальным, необходимо делать конструкцию максимально устойчивой и прочной. Выполняют умельцы чертежи стола под фрезер своими руками, но если конструкцию сваривать будет другой человек, необходимо в деталях объяснить, чтобы в итоге все элементы находились в нужных местах. Можно отдельно не изготавливать фрезерный стол для ручного фрезера своими руками, поскольку большинство мастеров, сделав универсальный стол, работают на нем и ручными инструментами. Это очень удобно, поскольку места для работы хватает, все находится под рукой и продуктивность повышается.
Расчет мощности
Чтобы смастерить хороший стол для дисковой пилы своими руками, нужно совершить правильный расчет мощности, при соотношении силы электродвигателя и предполагаемой работы.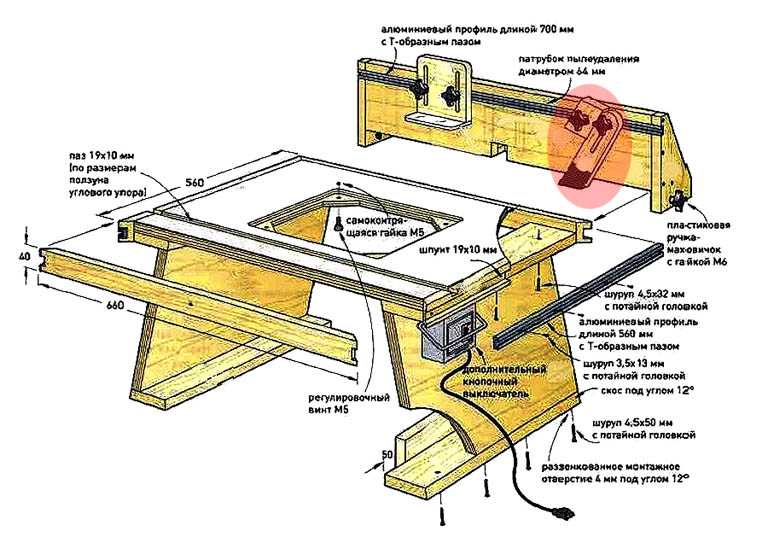 То есть, для комфортного распиливания различных пород древесины, достаточно поставить электродвигатель 1000-1200 Вт. Эксперты не советуют использовать более мощные двигатели, поскольку это большой риск. При необходимости значительных мощностей и производительности установки, следует делать конструкцию стола более основательной и совершенной. При должном подходе, многие умельцы создают стол для ручного фрезера своими руками, гораздо лучше и продуктивнее, нежели модели от брендовых производителей.
То есть, для комфортного распиливания различных пород древесины, достаточно поставить электродвигатель 1000-1200 Вт. Эксперты не советуют использовать более мощные двигатели, поскольку это большой риск. При необходимости значительных мощностей и производительности установки, следует делать конструкцию стола более основательной и совершенной. При должном подходе, многие умельцы создают стол для ручного фрезера своими руками, гораздо лучше и продуктивнее, нежели модели от брендовых производителей.
Для более точного понимания, просмотрите сюжет, как сделать фрезерный стол своими руками видео которого находится в открытом доступе для просмотра.
Индустриальные станки, как указывалось выше, полностью выполнены из металла, а нижняя часть, дополнена бетонной плитой, для большей надежности крепления агрегата. Стол для циркулярки своими руками, умельцы изготовляют целиком из металла или в дуэте с деревянными элементами.
Важно учитывать фактор, если больше агрегатов будет интегрировано на деревообрабатывающем столе, и чем мощнее требуется номинальная производительность, тем крепче и массивнее необходимо делать столярный стол своими руками.

Небольшой столик для ручных станков деревообработки
Для изготовления небольшой деревообрабатывающей установки, можно не использовать металл. Достаточно будет таких материалов:
– текстолитовой плиты.
– ласта фанеры диаметром 20 или 50 мм.
– оргстекло.
Многие делают чертежи распиловочного стола своими руками или вовсе обходятся без них, но как показывает практика, лучше использовать предварительно подготовленные схемы, поскольку это упрощает и облегчает процесс изготовления.
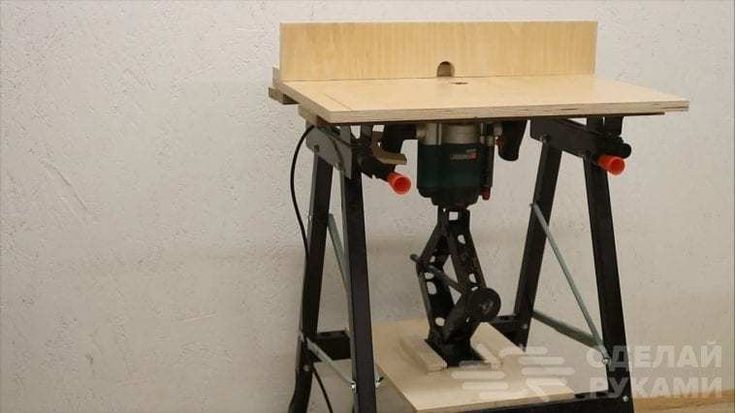
Для большего удобства и возможностей обработки заготовок, плотники изготовляют поворотный стол для фрезерного станка своими руками, что делает работу гораздо удобней, приятней, а деревянные изделия более качественными и совершенными. Таким образом, мастера или авантюристы, изготовляют стол для пилы своими руками.
Многие задаются вопросом, как сделать фрезерный стол? Во-первых, материал изготовления зависит от величины и мощности устройства применяемого на нем. Из этого можно уяснить, что, если станок большой, то нужен металл, а если ручной, то пластиковые и деревянные элементы. Таким образом, пильный стол своими руками сделать можно в условиях гаража или частной мастерской
Из этого можно уяснить, что, если станок большой, то нужен металл, а если ручной, то пластиковые и деревянные элементы. Таким образом, пильный стол своими руками сделать можно в условиях гаража или частной мастерской
.
Обработка дерева, очень щепетильный и ответственный процесс, поэтому весьма актуально сделать стол для ручной дисковой пилы своими руками. Очень выгодно делать инструмент самостоятельно, поскольку готовое изделие гораздо дороже, чем материалы для изготовления. Качественно сделанный стол для ручной циркулярки своими руками, можно использовать при работе с другими переносными деревообрабатывающими инструментами. Чтобы ремесло плотника доставляло не только удовольствие, но и удобство, можно изготовить стол для рубанка своими руками. Такой столик можно выполнить абсолютно из дерева, главное рассчитать параметры.
Иногда нужно сделать отдельный стол для электрорубанка своими руками, что не доставит хлопот мастеру, поскольку основу конструкции и материалы используют те же, что и для стола ручной циркулярки.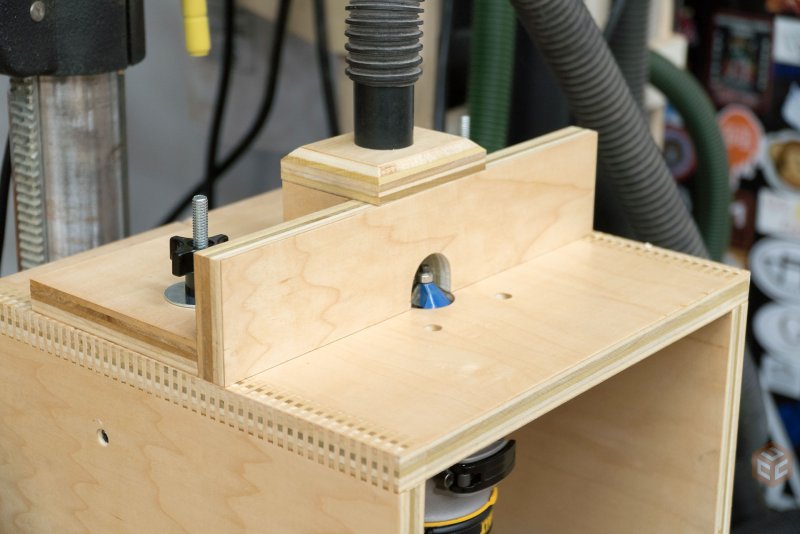 Когда деревообрабатывающий инструмент некуда складывать, это сигнал, что нужно изготовить стол для инструментов своими руками. Здесь, для каждого мастера нет преград творчества, поскольку делают их металлическими, пластиковыми, деревянными, с применением различных карманов и полочек. Стол под инструменты – это основной элемент для поддержания порядка и чистоты в мастерской.
Когда деревообрабатывающий инструмент некуда складывать, это сигнал, что нужно изготовить стол для инструментов своими руками. Здесь, для каждого мастера нет преград творчества, поскольку делают их металлическими, пластиковыми, деревянными, с применением различных карманов и полочек. Стол под инструменты – это основной элемент для поддержания порядка и чистоты в мастерской.
Посмотрите видео циркулярный стол своими руками, в котором изложены все подробности о процессе изготовления.
Видео:
Видео:
Система координат фрезерного станка с ЧПУ
Made Easy
Этот пост также доступен в:
Français (французский) Italiano (итальянский) Deutsch (немецкий) 日本語 (японский)
Вы будете использовать основы системы координат фрезерного станка с ЧПУ везде, а не только для одного конкретного станка с ЧПУ. Даже новейшие станки с ЧПУ в своей основе одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевая фреза, иногда экструдер, иногда лазерный луч) перемещается вокруг этого пространства. Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Даже новейшие станки с ЧПУ в своей основе одинаковы: они используют оси X, Y и Z для определения координатного пространства внутри станка, а инструмент (иногда концевая фреза, иногда экструдер, иногда лазерный луч) перемещается вокруг этого пространства. Технологии могут меняться, но основные принципы остаются прежними. В этой статье мы рассмотрим основы системы координат ЧПУ, включая декартову систему координат, рабочую систему координат (WCS) и смещения.
Почему координаты важны для фрезерной обработки с ЧПУ?
Аддитивные станки строят деталь снизу вверх. Нет никаких сомнений в том, где начинается деталь на рабочей пластине. Однако что-то вроде фрезерного станка должно вычитать материал из внешнего объекта. Для этого машине необходимо понять положение запаса в физическом пространстве. Если бы это было так же просто, как вставить металлический блок в ваш ЧПУ и нажать «Пуск».
Все становится сложнее, когда добавляются различные фрезерные инструменты. Каждый бит имеет разную длину, которая изменяет расстояние между точкой привязки шпинделя и заготовкой.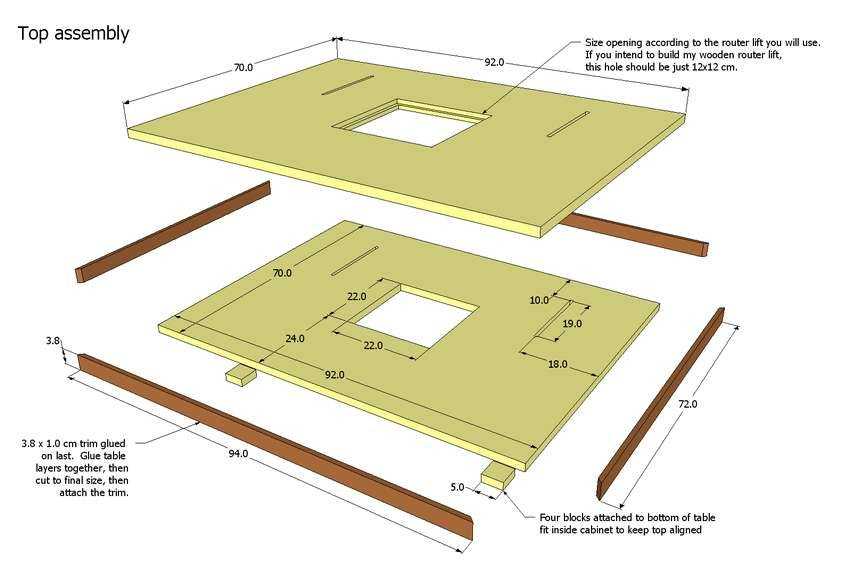 Исходная точка, которую вы только что установили для концевой фрезы длиной 1 дюйм, не будет работать для сверла длиной 3 дюйма.
Исходная точка, которую вы только что установили для концевой фрезы длиной 1 дюйм, не будет работать для сверла длиной 3 дюйма.
Вы можете думать о системе координат как о том, как станки с ЧПУ понимают трехмерное пространство. Без системы координат ваше ЧПУ абсолютно не могло бы узнать:
- Где находится ваш блок материала
- Как далеко ваш инструмент находится от вашей детали
- Какие движения использовать для обработки вашей детали
Система координат может показаться сложной на первый взгляд, но ее можно разбить на простые составные части. Давайте сначала начнем с основ декартовой системы координат.
Декартовы основы
Почти все станки с ЧПУ используют декартову систему координат, основанную на осях X, Y и Z. Эта система позволяет машине двигаться в определенном направлении по определенной плоскости.
Сократите декартову систему до ее основ, и вы получите знакомый числовой ряд. Одна точка на линии обозначается как Origin . Любые числа слева от начала отрицательны, а числа справа — положительны.
Любые числа слева от начала отрицательны, а числа справа — положительны.
Объедините оси X, Y и Z в 90 градусов, и вы создаете трехмерное пространство, в котором ваш станок с ЧПУ может перемещаться. Каждая ось встречается в Origin .
Когда две оси соединяются, они образуют плоскость. Например, когда оси X и Y встречаются, вы получаете плоскость XY, где большая часть работы выполняется с 2,5D-деталями. Эти плоскости разделены на четыре квадранта, пронумерованных 1-4, со своими положительными и отрицательными значениями.
Простой способ понять декартову систему координат по отношению к вашему станку с ЧПУ — это использовать Правило правой руки . Держите руку ладонью вверх так, чтобы большой и указательный пальцы были направлены наружу, а средний палец был направлен вверх. Поместите руку перед станком с ЧПУ, выровняйте его со шпинделем, и вы увидите, что оси идеально выровнены.
- Средний палец — ось Z.
- Указательный палец — это ось Y.
- Большой палец — это ось X.
Как станок с ЧПУ использует координаты
Используя декартову систему координат, мы управляем станками с ЧПУ по каждой оси, чтобы преобразовать блок материала в готовую деталь. Хотя трудно описать оси с использованием относительных терминов, на основе каждой оси вы обычно получаете следующие движения с точки зрения оператора, стоящего лицом к станку:
- Ось X позволяет движение «влево» и «вправо»
- Ось Y позволяет движение «вперед» и «назад»
- Ось Z позволяет движение «вверх» и «вниз»
Соберите все это вместе , и у вас есть станок с ЧПУ, который может резать разные стороны заготовки в плоскости XY и на разную глубину по оси Z. Будь то фрезерный станок, фрезерный станок или лазер, все они используют эту фундаментальную систему движения.
Движение вашего ЧПУ по системе координат всегда основано на том, как движется ваш инструмент, а не на столе. Например, увеличение значения координаты X перемещает стол влево, но с точки зрения инструмента он движется вдоль заготовки вправо.
При увеличении координаты оси Z шпиндель перемещается вверх, при уменьшении — вниз, в заготовку. Вы режете кусок, который соответствует отрицательной координате оси Z.
Если прочитав это, вы запутались еще больше, чем раньше, не беспокойтесь. Понимание разницы между движением вашего инструмента и стола легче показать, чем объяснить словами. Посмотрите видео ниже от Роберта Коуэна, чтобы увидеть это в действии:
Происхождение вашего станка с ЧПУ
Каждый станок с ЧПУ имеет собственную внутреннюю исходную точку, которая называется Дом станка . Когда ваш ЧПУ загружается впервые, он понятия не имеет, где находится в физическом пространстве, и требует калибровки, чтобы ориентироваться.
Когда происходит этот процесс, все три оси вашего ЧПУ перемещаются к своему максимальному механическому пределу. Как только предел достигнут, сигнал отправляется на контроллер, который записывает исходное положение для этой конкретной оси. Когда это происходит для всех трех осей, станок находится в исходном положении.
Внутренний процесс может варьироваться от машины к машине. Для некоторых станков имеется физический концевой выключатель, который сигнализирует контроллеру о том, что станок достиг предела оси. На некоторых машинах есть целая сервосистема, которая делает весь этот процесс невероятно плавным и точным. Контроллер станка посылает сигнал через печатную плату на серводвигатель, который подключается к каждой оси станка. Серводвигатель вращает шариковый винт, прикрепленный к столу вашего станка с ЧПУ, заставляя его двигаться.
Движение стола вперед и назад мгновенно сообщает об изменении координат с точностью до 0,0002 дюйма.
Как машинисты используют координаты ЧПУ
До сих пор мы говорили о том, как станок с ЧПУ использует свою внутреннюю систему координат.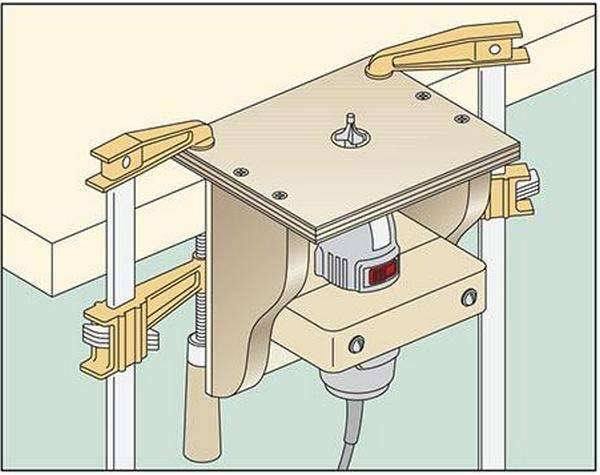 Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Проблема в том, что нам, людям, не очень легко ссылаться на эту систему координат. Например, когда ваш ЧПУ находит свое исходное положение, он обычно имеет экстремальные механические ограничения по осям X, Y и Z. Представьте, что вам нужно использовать эти экстремальные значения координат в качестве отправной точки для вашей программы ЧПУ. Какой кошмар.
Чтобы упростить написание программ ЧПУ, мы используем другую систему координат, предназначенную для манипулирования человеком, которая называется рабочей системой координат или WCS . WCS определяет конкретную исходную точку на блоке материала, обычно в программном обеспечении CAM, таком как Fusion 360.
Вы можете определить любую точку на блоке материала как исходную точку для WCS. Как только исходная точка установлена, вам нужно будет найти ее внутри вашего станка с ЧПУ, используя искатель кромок, циферблатный индикатор, щуп или другой метод определения местоположения.
Выбор исходной точки для вашего WCS требует тщательного планирования. Помните об этих моментах при прохождении процесса:
Помните об этих моментах при прохождении процесса:
- Исходная точка должна быть найдена механическими средствами с помощью краевого искателя или щупа
- Повторяющиеся исходные точки помогают сэкономить время при замене деталей
- Исходная точка должна учитывать требуемые допуски последующих операций полный блог по выбору наиболее оптимальной исходной точки, особенно для каждой последующей настройки, когда набор допусков начинает расти. Убедитесь, что вы помните о допусках ранее обработанных элементов, вашего механизма позиционирования и вашего станка, чтобы убедиться, что ваша окончательная деталь соответствует спецификации.
Взаимодействие ЧПУ и системы координат человека
Как мы упоминали выше, люди-операторы будут использовать WCS, которая предоставляет простой набор координат для написания программы ЧПУ. Однако эти координаты всегда отличаются от координат станка, так как же ваш станок с ЧПУ согласует их? Со смещениями.
Станок с ЧПУ будет использовать рабочее смещение, чтобы определить разницу в расстоянии между вашей WCS и его собственной исходной позицией. Эти смещения хранятся в контроллере станка, и обычно к ним можно получить доступ в таблице смещений.
Здесь мы видим, что запрограммировано несколько смещений; G54, G55 и G59. В чем преимущество наличия нескольких смещений? Если вы обрабатываете несколько деталей в одном задании, каждой детали можно назначить собственное смещение. Это позволяет станку с ЧПУ точно связывать свою систему координат с несколькими деталями в разных местах и одновременно выполнять несколько настроек.
Коррекция инструмента
Довольно часто для одной и той же работы используется несколько инструментов, но вам нужен способ учета различной длины инструментов. Программирование смещения инструмента на вашем станке с ЧПУ упрощает эту работу. С запрограммированным смещением инструмента ваш станок с ЧПУ будет точно знать, насколько далеко каждый инструмент выступает от шпинделя.
Существует несколько способов записать коррекцию инструмента:- Бег . Переместите инструмент из исходного положения станка в нулевое положение детали. Пройденное расстояние измеряется и вводится как смещение инструмента.
- Прецизионный блок. Установите все инструменты в общую позицию Z в верхней части прецизионного блока 1-2-3, лежащего на столе станка.
- Зондирование. Используйте щуп для автоматического определения смещения инструмента. Это самый эффективный метод, но и самый дорогой, так как требует зондового оборудования.
Изображение предоставлено компанией «Практический машинист».
Собираем все вместе
Теперь, когда у нас есть все основы координат, давайте пройдемся по набору примеров заданий. Мы используем деталь, которая уже была обработана вручную, чтобы определить внешнюю форму. Теперь нам нужно использовать станок с ЧПУ, чтобы просверлить несколько отверстий, карманов и прорезей.
Работа 1
Сначала нам нужно защитить и установить наши оси и исходную точку:- Деталь зажимается в тисках, прикручивается к столу станка и выравнивается по осям станка.
- Это обеспечивает совмещение оси X WCS с осью X станка.
- Левая часть лица упирается в тиски. Это устанавливает повторяющееся начало оси X.
- Так как одна из губок тисков фиксирована, мы можем использовать эту губку для определения повторяемого начала координат оси Y, находя это место с помощью кромкоискателя или щупа.
С помощью нашей WCS наша машина теперь понимает положение заготовки относительно своих собственных внутренних координат. Процесс обработки начинается с обработки кармана и сверления отверстий на первой стороне детали.
Задание 2
Теперь деталь нужно перевернуть, чтобы обработать другую сторону. Поскольку мы только что перевернули деталь на 180 градусов, внешний контур был симметричным, а предыдущие смещения по осям X и Y были повторяемыми, WCS не изменится. Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.Одна важная переменная, о которой следует помнить, это усилие зажима ваших тисков. Если вы еще не видели его в своем магазине, слесари обычно отмечают закрытое положение тисков черным маркером или используют динамометрический ключ. Почему они это делают? Для создания постоянного давления зажима при перемещении или вращении деталей. Изменения давления зажима могут привести к изменению положения детали или другим неисправностям, таким как деформация или искривление детали, в зависимости от геометрии детали. Предполагая, что наша сила зажима более или менее одинакова, теперь можно обрабатывать Задание 2.
Работа 3
Теперь нам нужно просверлить несколько отверстий, для чего нужно поставить деталь на торец. Это вращение не меняет XY-начало координат WCS. Однако теперь у нас меньше расстояние перемещения между нашим инструментом и деталью.Для этого необходимо использовать новое смещение, которое сместит исходную точку в верхний угол детали.
Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.Мы по-прежнему можем использовать две исходные опорные плоскости для выполнения задания 3.
Это простой пример; деталь квадратная, начало координат XY повторялось для всех трех установок, и даже начало координат Z менялось только один раз. Но мыслительный процесс, связанный с выравниванием, воспроизводимостью и точностью предыдущих функций, важен, и вы обнаружите, что повторяете эти основные шаги снова и снова.
Заблокировано и загружено
Теперь у вас есть точные знания координат ЧПУ в вашем инструментальном поясе механика. Используйте его, куда бы ни привела вас ваша карьера! Системы рабочих координат (WCS) устраняют разрыв между внутренними координатами станка и вашей программой ЧПУ. Эти три системы работают вместе, чтобы снова и снова точно находить и обрабатывать детали с постоянным качеством.
Независимо от того, используете ли вы Bridgeport, Tormach или Haas, система координат всегда остается верной.Готовы ввести координаты для вашего следующего проекта с ЧПУ, используя интегрированное программное обеспечение CAD/CAM? Попробуйте Fusion 360 уже сегодня!
Как обработать деталь больше, чем ваш фрезерный станок!
Задача началась, когда ко мне подошел местный эксперт по башенным часам и спросил, могу ли я изготовить новые часовую и минутную стрелки для часов, над которыми он работал. Часовая стрелка была около 14 дюймов в длину, а минутная — около 18 дюймов в длину. Вот вид Fusion 360 на минутную стрелку, нарисованную на опорной пластине.
Очевидно, что длина 18 дюймов была далеко за пределами механизма 440 table X (10 дюймов), поэтому необходим был план.
Я пришел к выводу, что мне нужно иметь возможность точно перемещать заготовку по инструментальному столу, а затем делать два или три прохода при обработке профиля. То, что следует ниже, почти наверняка выиграло бы от видео, но, к сожалению, я не настроен для этого.
Fusion 360 Inputs
Сначала я решил сделать минутную стрелку, так как это была самая длинная и, следовательно, самая сложная задача. У более опытных машинистов и пользователей Fusion может быть лучший способ сделать это, но вот мои шаги:
- Я выбрал произвольный размер стандартного прямоугольника, который будет охватывать окончательный профиль руки по осям X, Y и Z. Давайте перейдем к метрике… 80 мм х 480 мм х 7 мм.
- Я нарисовал прямоугольник по осям X и Y в Fusion и выдавил его на 4 мм.
- Я нарисовал эскиз руки на «верхней» поверхности вытянутого прямоугольника.
- Я выдавил набросок руки на 3 мм выше базового прямоугольника, чтобы теперь получить руку, общая глубина которой составляет 7 мм, если обрезать ее до нижней поверхности приклада.
- Я вырезал отверстие для ручной установки на 8 мм, чтобы оно соответствовало размеру отверстия моего инструментального стола.
- По бокам приклада и за контуром руки я разместил несколько отверстий диаметром 4 мм, расположенных на расстоянии 25 мм. Не все это было бы абсолютно необходимо, но мне нужна была некоторая позиционная гибкость, когда я перемещал запас по столу, и я не был уверен на этом этапе, какими должны быть мои смещения для каждого разреза.
На этом этапе важно объяснить, что следующий процесс нелегко воспроизвести, если у вас нет инструментальной пластины с исправной матрицей отверстий для инструментов (а не только Т-образных пазов стола). Отличное применение для крепежных пластин SMW! Моя инструментальная пластина имеет отверстия M8 на матрице 25 мм по всей площади пластины с отверстиями с зазором 4 мм, установленными на каждом квадрате 25 мм. Эти маленькие инструментальные отверстия находятся только в пределах X и Y диапазона обработки Tormach и помогают мне напомнить мне при настройке задания.
На этой пластине показаны отверстия M8, 4-миллиметровые отверстия для инструментальных штифтов и просверленные монтажные отверстия, соответствующие Т-образным пазам на столе 440.
В то время как я называю инструментальные штифты диаметром 4 мм, отверстия в пластине имеют диаметр 3,7 мм, поэтому я мог бы использовать 4-миллиметровый серебристый стальной стержень для штифтов, каждый из которых имеет закругление на 3,7 мм.The Magic (Stock Contours!)
Теперь у меня был набросок руки, которую можно было вырезать с помощью 2D-профиля (если бы я только мог вырезать 18 дюймов по оси X по оси фрезерования). Что приходит на помощь, так это разбить это на 3 секции с помощью Stock Contours. Для этого вы рисуете граничные формы, представляющие перемещения вашей машины. Они «нарисованы» на верхней поверхности ложи. Они не будут очевидны при просмотре модели, но их можно увидеть в CAM. CAM принимает полный профиль 2D-формы руки (используя выбор контура), но будет выполнять резку только в пределах граничных рамок, определенных контурами заготовки.
Эти два типа выбора немного сбивают с толку. Я рассматриваю выбор контура как реально осязаемый аспект геометрии конструкции, тогда как контур припуска — это воображаемая область, относящаяся к основному припуску.
Это может быть вся граница заготовки или часть заготовки, определенная эскизом. Я нарисовал три окна выбора контура, чтобы они имели произвольные, но перекрывающиеся размеры, достаточные для того, чтобы дать мне общее количество отверстий для инструментов модели в каждом. Обратите внимание, что Fusion автоматически кодирует ввод и вывод инструмента на каждом этапе обработки.Здесь есть хорошее описание выбора контура, состоящее из двух частей.
Каждая из этих областей может рассматриваться как отдельные работы, и завод не знает, как они взаимосвязаны друг с другом. Поэтому важно, чтобы каждый из них имел свою собственную настройку и контрольную точку XYZ, совпадающую с идентифицируемым элементом. Эта функция должна быть общей для конкретной обрабатываемой области выбора контура, а также для предыдущего раздела. На следующих изображениях показаны три раздела и настройки.
Установка и размещение приклада для первых операций
- Я установил и зажал отрезок латунного стержня в задней части инструментального стола и проверил, чтобы его передняя поверхность была параллельна X-движениям. Это обеспечило бы твердую привязку Y, по которой можно было бы перемещать заготовку, перемещая ее по инструментальному столу.
- Первой обрабатываемой секцией будет конец ручного выступа, поэтому необходимо было решить, какое из отверстий M8 инструментальной пластины будет центральным отверстием ручного выступа. Для этого я свободно положил свой заготовку на стол напротив латунного стержня и покачал его, чтобы увидеть, какое отверстие на левой стороне рабочей поверхности инструментального стола лучше всего подходит. Имея увеличенную ширину приклада, я не был слишком ограничен в своем выборе.
- Выбрав конкретное отверстие M8 инструментальной пластины в качестве центра ручного выступа, теперь мне нужно было расположить шпиндель над этим отверстием как X- и Y-ноль. Я снял ложу и вставил инструмент для лазерной центровки в шпиндель Tormach. Он имеет лазерный диод, смещенный от оси шпинделя, и при вращении двигателя шпинделя создает красное кольцо лазерного света на объекте внизу. Перемещая шпиндель вверх и вниз, можно изменять размер красного светового кольца. Это удивительно простой, но точный способ установить центр объекта по глазному яблоку. Вы можете найти подробности об этом в другом месте в моем блоге. Я переместил X и Y, чтобы центрировать красный круг на выбранном отверстии M8.
- Убедившись, что у меня есть концентричность между шпинделем и выбранным отверстием M8, я обнулил X и Y. Я сделал двойную проверку, вручную переместив шпиндель в положение X32,5 Y32,5, что навело лазер на первое нарисованное мною отверстие для инструмента. на модели. Я еще раз перепроверил концентричность, и это выглядело очень хорошо. (Альтернативным методом для этой установки может быть использование Haimer или аналогичного контактного датчика) См. нашу статью о покупке Haimer!
- Я положил приклад с жертвенным листом под ним на стол, зажал его на месте и пристрелял Z к верхней поверхности приклада.
- Я выполнил первые этапы CAM на секции № 1, которая представляла собой 8-миллиметровое отверстие с зазором на центральной втулке рукоятки и первые шесть 4-миллиметровых отверстий для штифтов инструмента.
- Я снял ложу и, используя контрольные метки на жертвенной нижней доске, сделал небрежные отверстия в жертвенной доске, чтобы они совпадали с 8-миллиметровым и первым 4-миллиметровым отверстием для инструмента.
- Я бросил жертвенную доску обратно на инструментальный стол над инструментальным штифтом, а затем установил приклад на место, используя как первый инструментальный штифт, так и отверстие M8, чтобы точно установить его на место. Я закрепил приклад на месте с помощью винта М8 и различных зажимов. Эта комбинация M8 и инструментального штифта зафиксировала ложу на латунном стержне. Отверстие M8 использовалось в качестве первого эталонного местоположения установки в Fusion CAM. Инструментальный штифт, который я выбрал, останется на инструментальном столе и будет использоваться для ссылки на следующие два этапа обработки.
- Я запустил профиль для этой первой секции руки с вкладкой CAM Heights, установленной как резка от верхней части заготовки до нижней части заготовки -1 мм. Это гарантировало бы полный проход ложи в жертвенную доску.
Вторая секция
- Я снял приклад и переместил его влево по столу так, чтобы инструментальный штифт в столе теперь находился в шестом инструментальном отверстии, просверленном вдоль в прикладе (в шестом нет ничего волшебного). отверстие, просто оказалось, что это лучшее место для максимизации зоны обработки).
- Зная геометрию инструментальной пластины, я вручную переместил шпиндель еще раз, используя прямые входные данные MDI GCode, на X32.5, Y32.5, а затем обнулил X и Y в этом положении. Это была мертвая точка инструментального штифта, который я выбрал в качестве эталона для этапа 2.
- Проблема. Я хотел использовать этот контакт как X0Y0Z0, что было хорошо для X и X, но Z был неверным на модели Fusion, так как он был установлен на 4 мм, а не на 7 мм. Я отредактировал модель в Fusion, создав выступ вокруг определенного отверстия и выдавив его на 3 мм, чтобы получить правильный Z-ноль модели. Это объясняет выступ вокруг этой дыры (а также на одиннадцатой дыре, которую я выбрал в качестве ссылки для третьей секции).
- Я выполнил первую операцию во второй настройке. Это просверлило больше отверстий для инструментов в прикладе, чтобы я мог выбрать для третьей секции, а затем запустил 2D-профиль этой средней секции руки.
Третья секция
- В этой секции больше не нужно было сверлить отверстия для инструментов, так как предыдущие операции создали достаточно, чтобы выбрать из них. Одиннадцатое отверстие выглядело наиболее подходящим для максимальной длины обработки по оси Х, а припуск располагался над штифтом инструментальной пластины. Это положение вывода по-прежнему было X0Y0 из предыдущей операции. Это отверстие для инструмента в модели также потребовало от меня наброска и выдавливания бобышки вокруг него, чтобы скорректировать высоту по оси Z.
- После того, как Z был обнулен, единственной операцией обработки в этом наборе был окончательный профиль руки для завершения работы.

 Существует несколько способов записать коррекцию инструмента:
Существует несколько способов записать коррекцию инструмента: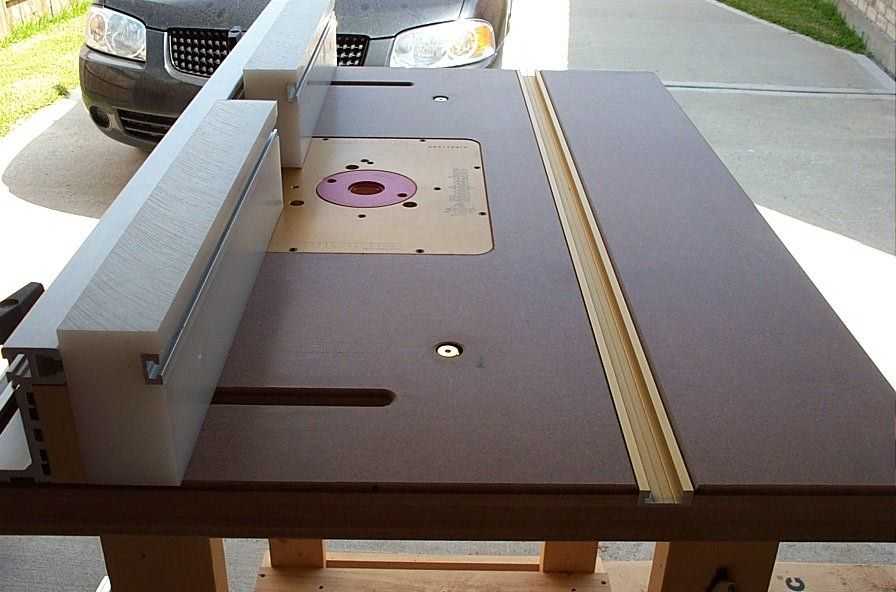
 Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z.
Мы также используем тот же инструмент, чтобы можно было использовать то же смещение по оси Z. Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.
Мы также убрали параллели, чтобы увеличить поверхность захвата, и опустили тиски, чтобы они соединялись с лицевой стороной детали, а не с нижним карманом.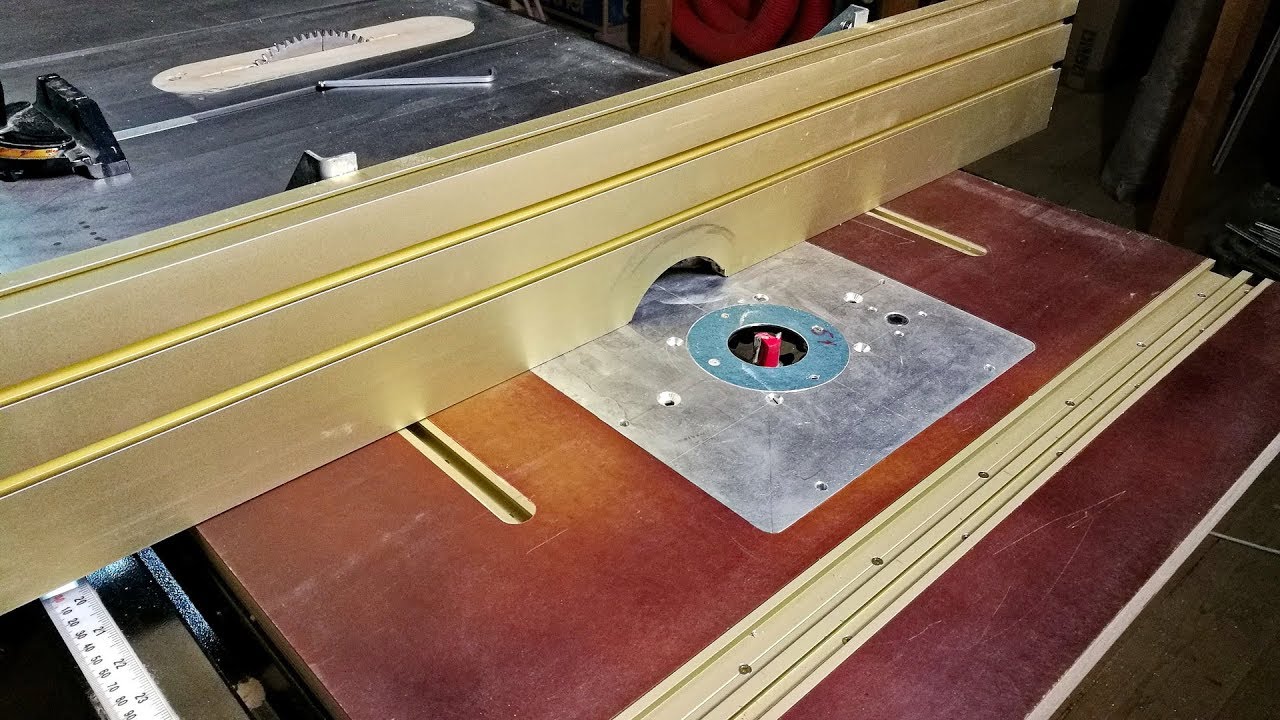 Независимо от того, используете ли вы Bridgeport, Tormach или Haas, система координат всегда остается верной.
Независимо от того, используете ли вы Bridgeport, Tormach или Haas, система координат всегда остается верной.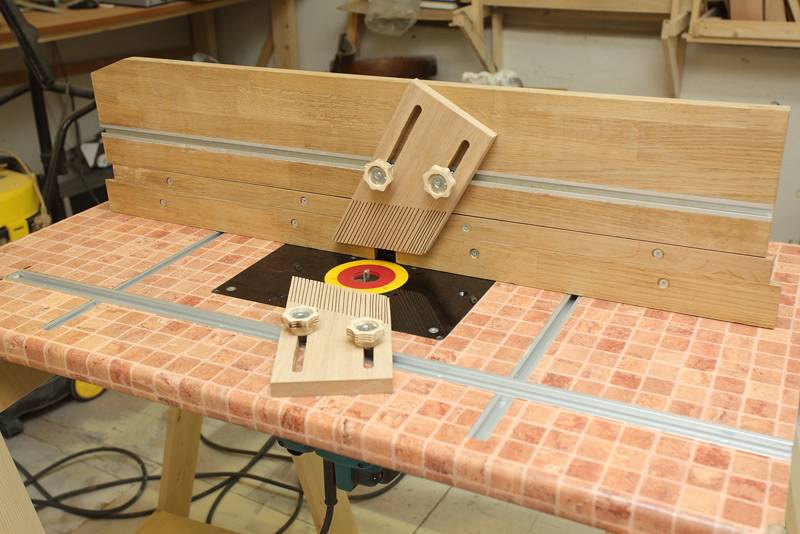
 Не все это было бы абсолютно необходимо, но мне нужна была некоторая позиционная гибкость, когда я перемещал запас по столу, и я не был уверен на этом этапе, какими должны быть мои смещения для каждого разреза.
Не все это было бы абсолютно необходимо, но мне нужна была некоторая позиционная гибкость, когда я перемещал запас по столу, и я не был уверен на этом этапе, какими должны быть мои смещения для каждого разреза.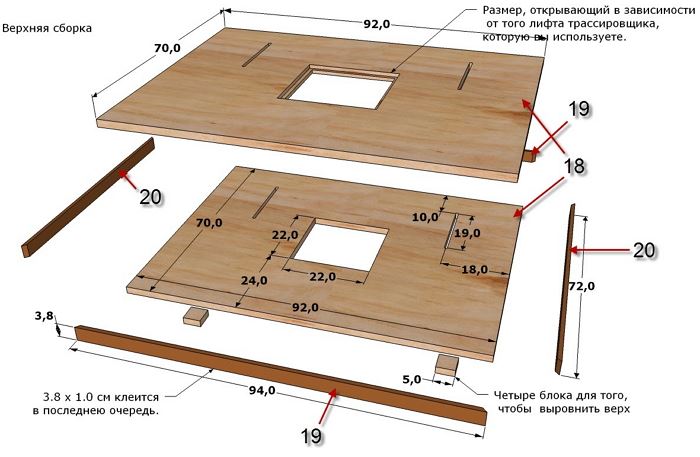 В то время как я называю инструментальные штифты диаметром 4 мм, отверстия в пластине имеют диаметр 3,7 мм, поэтому я мог бы использовать 4-миллиметровый серебристый стальной стержень для штифтов, каждый из которых имеет закругление на 3,7 мм.
В то время как я называю инструментальные штифты диаметром 4 мм, отверстия в пластине имеют диаметр 3,7 мм, поэтому я мог бы использовать 4-миллиметровый серебристый стальной стержень для штифтов, каждый из которых имеет закругление на 3,7 мм.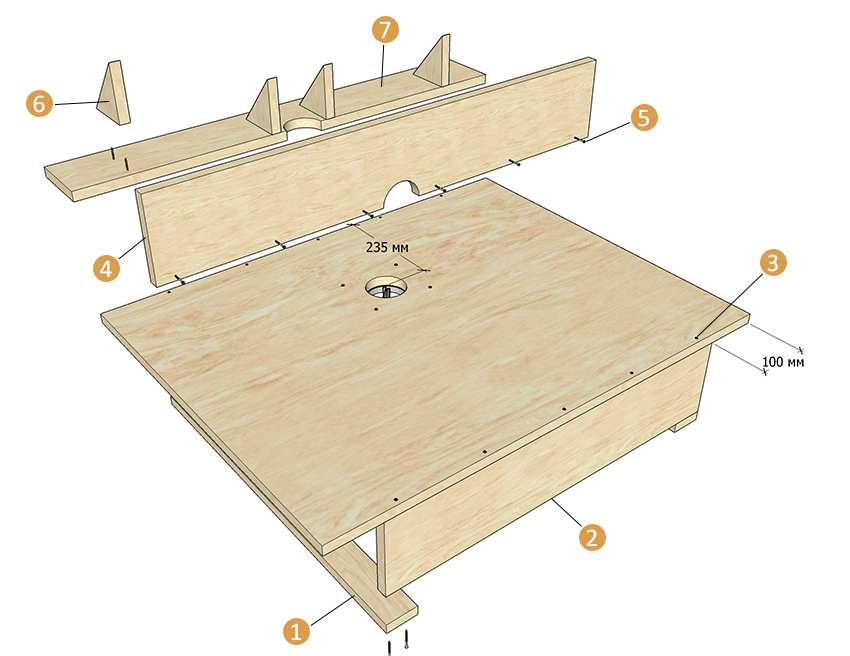 Это может быть вся граница заготовки или часть заготовки, определенная эскизом. Я нарисовал три окна выбора контура, чтобы они имели произвольные, но перекрывающиеся размеры, достаточные для того, чтобы дать мне общее количество отверстий для инструментов модели в каждом. Обратите внимание, что Fusion автоматически кодирует ввод и вывод инструмента на каждом этапе обработки.
Это может быть вся граница заготовки или часть заготовки, определенная эскизом. Я нарисовал три окна выбора контура, чтобы они имели произвольные, но перекрывающиеся размеры, достаточные для того, чтобы дать мне общее количество отверстий для инструментов модели в каждом. Обратите внимание, что Fusion автоматически кодирует ввод и вывод инструмента на каждом этапе обработки. Это обеспечило бы твердую привязку Y, по которой можно было бы перемещать заготовку, перемещая ее по инструментальному столу.
Это обеспечило бы твердую привязку Y, по которой можно было бы перемещать заготовку, перемещая ее по инструментальному столу. Перемещая шпиндель вверх и вниз, можно изменять размер красного светового кольца. Это удивительно простой, но точный способ установить центр объекта по глазному яблоку. Вы можете найти подробности об этом в другом месте в моем блоге. Я переместил X и Y, чтобы центрировать красный круг на выбранном отверстии M8.
Перемещая шпиндель вверх и вниз, можно изменять размер красного светового кольца. Это удивительно простой, но точный способ установить центр объекта по глазному яблоку. Вы можете найти подробности об этом в другом месте в моем блоге. Я переместил X и Y, чтобы центрировать красный круг на выбранном отверстии M8.
 Это гарантировало бы полный проход ложи в жертвенную доску.
Это гарантировало бы полный проход ложи в жертвенную доску. Это объясняет выступ вокруг этой дыры (а также на одиннадцатой дыре, которую я выбрал в качестве ссылки для третьей секции).
Это объясняет выступ вокруг этой дыры (а также на одиннадцатой дыре, которую я выбрал в качестве ссылки для третьей секции).