Содержание
Фрезерный станок по металлу своими руками для дома
Если возникла идея изготовить самодельный фрезерный станок по металлу, то возникают определенные вопросы. Их необходимо решить перед началом работы.
Какие операции будет выполнять этот агрегат? Класс задач, предполагаемый для исполнения? Тип оборудования: горизонтальный или вертикальный? Нужна ли делительная головка? Что использовать в качестве основы? Какого размера нужно иметь станок: напольный или настольный?
- Фрезерование деталей в домашних условиях
- Современные новации в индивидуальном производстве
- Основные инструменты для фрезерования
- Выбор рабочей головки для фиксации инструмента
- Сверлильный станок
- Токарный станок для фрезерования
- Использование ручного фрезера
- Фиксация детали и рабочее перемещение
- Этапы проектирования
- Пошаговое изготовление простейшего фрезерного станка своими руками
- Инструмент
- Этапы изготовления станка
- Заключение
Фрезерование деталей в домашних условиях
Определяясь с типом станка, нужно отталкиваться от работ, которые можно выполнять с его помощью.
Фрезеровать можно:
- Поверхности деталей, добиваясь получения нужных плоскостей.
- Создавать пазы, в которые в последующем будут устанавливаться шпонки, например, для монтажа шкивов или зубчатых колес на валах.
- Нарезать зубья на шестернях или звездочках, эти детали применяют в трансмиссиях машин или коробках перемены передач.
- Придавать оригинальную форму литым или кованым изделиям, фрезерование производится по специальным программам или моделям (оригиналам).
- Пропиливать углубления для прохода жидкостей или газов в специальных устройствах.
- Изготавливать оригинальные медали, жетоны, значки и другие эксклюзивные малоразмерные изделия.
Современные новации в индивидуальном производстве
В домашней мастерской современные мастера по заказу для крупных предприятий выполняют обработку деталей согласно прилагаемым чертежам. Подобная подработка выгодна и предприятиям: отпадает необходимость задействования дополнительного технологического оборудования в цеху для выполнения рутинных операций.
Домашний мастер производит работу по контракту с заказчиком, проблемы доставки заготовок и деталей он решает самостоятельно. В результате накладные расходы основного производства снижаются. Рабочее место создается самим исполнителем.
Для организации производства доходов достаточно создать индивидуальное предприятие (ИП), чтобы иметь официальный статус (облегчаются финансовые расчеты). В настоящее время подобных организаций достаточно, они выполняют солидные объемы заказов.
Основные инструменты для фрезерования
Станок для фрезерования металла создается под определенный вид фрез. Здесь у мастера имеется солидный выбор:
- Пальчиковый инструмент используется для формирования пазов. Ширина и глубина будущей проточки по заданным параметрам выполняется за один или несколько проходов.
- Торцевые фрезы могут обрабатывать плоскости. Крепление производится за хвостовик с внутренней резьбой. Дополнительная фиксация осуществляется за счет конуса Морзе.
- Фасонное фрезерование, а также изготовление зубьев для механических передач выполняется с помощью специальных фрез.
 Они могут иметь пальчиковый или дисковый вид.
Они могут иметь пальчиковый или дисковый вид. - Для получения спиральных канавок дополнительно используют делительные головки. В зависимости от расположения стола обрабатывается определенная часть цилиндрической заготовки. Каждое линейное перемещение детали сопровождается ее поворотом на заданный угол.
.jpg) Они могут иметь пальчиковый или дисковый вид.
Они могут иметь пальчиковый или дисковый вид.Выбор рабочей головки для фиксации инструмента
Самостоятельно электродвигатель никто не сделает. Используются готовые электромоторы. Чтобы передать крутящий момент от вращающегося вала к инструменту, нужно иметь специальную муфту. В ней должно быть коническое отверстие для крепления хвостовика или иметься цанговый патрон.
Сверлильный станок
Изготавливать подобные приспособления довольно сложно. Гораздо проще взять за основу узлы, в которых присутствуют необходимые элементы. Чаще всего используют фрагменты настольных сверлильных станков.
У сверлильного оборудования имеется отдельный вал. Он получает привод от электродвигателя через блок клиноременных шкивов. Сравнительно просто регулируется частота вращения главного вала при постоянных оборотах двигателя. Нужно только переместить ремень с одного ручья в другой. Он одновременно перемещается на ведомом и ведущем валах.
Сравнительно просто регулируется частота вращения главного вала при постоянных оборотах двигателя. Нужно только переместить ремень с одного ручья в другой. Он одновременно перемещается на ведомом и ведущем валах.
Если принято подобное решение, то остается доработать патрон для фиксации инструмента. Обычный трехкулачковый патрон можно оставить. Однако, потребуется модернизировать его, добавив резьбовое крепление хвостовика.
Внимание! Возникающее в процессе фрезерования касательное сопротивление движению обязательно будет вырывать инструмент из патрона. При увеличении подачи (перемещения инструмента за один оборот) сопротивление растет пропорционально квадрату роста скорости продольного движения.
Сверлильно-фрезерный станок сможет выполнять работу в двух разных режимах. По такому пути идет большинство мастеров, желающих иметь сложное технологическое оборудование в мастерской.
Токарный станок для фрезерования
Сделать фрезерный станок по металлу на базе токарного оборудования. Наличие удобного трехкулачкового патрона на токарном станке позволяет закреплять в нем конический крепеж для фрез. Деталь фиксируется с помощью струбцин или ручных тисков к суппорту, на котором устанавливают резцедержатель. Мощность обычно измеряется десятками кВт, а коробка скоростей обеспечивает значительное количество вариантов частот вращения главного вала.
Наличие удобного трехкулачкового патрона на токарном станке позволяет закреплять в нем конический крепеж для фрез. Деталь фиксируется с помощью струбцин или ручных тисков к суппорту, на котором устанавливают резцедержатель. Мощность обычно измеряется десятками кВт, а коробка скоростей обеспечивает значительное количество вариантов частот вращения главного вала.
В подобном варианте пользователь получит токарно-фрезерный станок. Процесс переделки не займет много времени. Потребуется.
- Снять резцедержатель.
- Установить вспомогательную плиту.
- Закрепить на плите прижимы или приспособить струбцины.
- Внутри патрона установить фрезу.
- Зафиксировать деталь на плите.
- Определить ход фрезерования.
- Подвести деталь к инструменту и производить обработку по заданным параметрам.
Использование ручного фрезера
Ручные электрические фрезеры выпускаются для обработки древесины и мягких металлов. Их приспосабливают для обработки твердых материалов. Для этого проектируют достаточно мощные опоры, способные выдерживать значительные касательные (боковые) нагрузки. Необходимо обеспечивать жесткость самой конструкции агрегата.
Для этого проектируют достаточно мощные опоры, способные выдерживать значительные касательные (боковые) нагрузки. Необходимо обеспечивать жесткость самой конструкции агрегата.
Используют стальные уголки или профильные прямоугольные трубы с толстыми стенками. Из них сваривают стойки для крепления фрезера (в нем имеется шпиндель для крепления хвостовиков фрез).
У большинства фрезеров имеются специальные площадки, которые можно закрепить на стойке. Так как габариты обрабатываемых деталей могут заметно отличаться друг от друга, то опоры выполняются в виде консоли или портала.
Для домашней мастерской консольные конструкции не могут иметь большой вылет в горизонтальной плоскости. Только крупные напольные станки позволяют располагать фрезу на удалении от стойки. Для настольных агрегатов имеются ограничения.
Портальные конструкции могут иметь значительный вынос для инструмента. Но и тут следует подходить разумно. Крупные детали на фрезерном станке обрабатывают редко. В домашних условиях изготовить подобный станок сложно.
В домашних условиях изготовить подобный станок сложно.
Фиксация детали и рабочее перемещение
Наличие в составе оснастки механизма для осевого перемещения позволяет задавать перемещение инструмента на заданную глубину. Некоторые мастера создают универсальное оборудование, которое может быть использовано для обработки разных видов материалов.
Задачей проектирования будет разработка стола. На нем нужно закрепить обрабатываемую заготовку. Механизация должна позволять перемещать верхнюю часть относительно инструмента в двух направлениях.
Поэтому в конструкции предусматривается неподвижная и подвижная части. Чаще между собой они связаны с помощью клиновых пазов. При перемещении в подобных условиях зазор выбирается до минимума. Жесткая относительная фиксация гарантирует качество выполняемой работы.
Движение подвижных частей происходит за счет ходовых винтов. Вращая маховичок, фрезеровщик заставляет двигаться верхнюю часть стола с закрепленной деталью. Наличие двух ходовых винтов, расположенных под углом 90⁰, позволяет позиционировать деталь относительно фрезы в любом месте.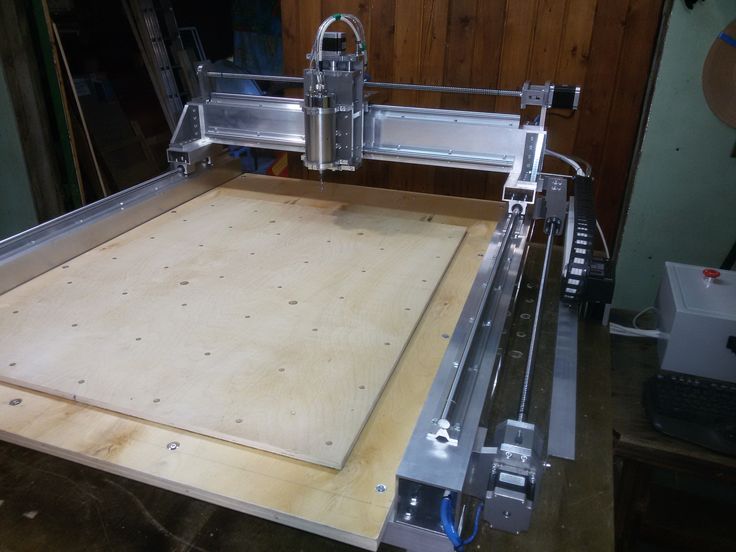
Этапы проектирования
Многие мастера работают, только используя эскизы. Окончательная подгонка расположения деталей производится только при установке их на станину. Уже по месту сверлятся необходимые отверстия, а потом производится монтаж. Довольно часто приходится изменять взаимное расположение узлов. Просверленные отверстия заваривают. Затраты времени довольно большие.
Современная компьютерная техника дает в руки проектировщиков мощный инструмент – трехмерное моделирование с помощью инженерных программ. Выбор программного обеспечения большой. Освоить любую несложно, достаточно установить на свой компьютер и просмотреть уроки, опубликованные в сети.
- Чтобы проще производить виртуальный монтаж, создаются трёхмерные модели твердых тел. Производится измерение имеющихся деталей и узлов.
- С помощью инструментов компьютерной программы разрабатываются аналоги с точными размерами (в пределах разумного допуска).
- Проектируется сцена – моделируется место будущего размещения станка в мастерской.
- На виртуальной сцене размещаются станина и узлы.
- По модели можно перемещать элементы, добиваясь рациональной установки по высоте, ширине и в пространстве сцены.
- Некоторые узлы могут быть спроектированы по месту, применительно к имеющейся модели.
- После завершения моделирования создаются рабочие чертежи. Эта процедура занимает немного времени. Достаточно перенести проекции сборочных узлов и деталей на координатные плоскости и расставить размеры.
- При необходимости для лучшего понимания особенностей конструкции выполняют разрезы и сечения. Они помогают разобраться во взаимодействиях между отдельными деталями и их устройстве.

Пошаговое изготовление простейшего фрезерного станка своими руками
Инструмент
Перед началом изготовления нужно подобрать необходимые комплектующие. Они будут использованы в процессе работы. Понадобится инструмент:
- Сварочный аппарат поможет изготовить сварную станину будущего оборудования.
- Электродрель и сверлильный станок с набором сверл позволит изготовить необходимые монтажные отверстия.
- Набор ключей и отверток необходим для соединения деталей и узлов при сборке конструкции.
- Покраска с помощью краскопульта придаст изделию промышленный вид.
Этапы изготовления станка
На рабочем столе станка будут установлены координатные тиски. Их особенность заключается в том, что зафиксированная деталь может перемещаться в нужном направлении.
Чтобы гарантированно производить фрезерование в разных направлениях в подстолье предусматривается поворотная опора. Ее можно сориентировать под любым углом, а затем закрепить выбранное положение.
В качестве электродвигателя будет использоваться электрический миксер. Мощность составляет 1300 Вт. Имеется втулка, чтобы на резьбе присоединить патрон и пальчиковую фрезу.
Миксер может получать вращения с разной частотой вращения вала. Используется встроенный регулятор.
Наличие специальной площадки позволяет крепить инструмент на стойке.
Выполняется доработка: вытачивается специальный валик с резьбой М10.
Хвостовики фрез будут фиксироваться в трехкулачковом патроне. Решено использовать патрон с максимальным диаметром 16 мм.
Для большинства типоразмеров фрез такой диаметр достаточен.
Изготовлена станина. В ней использованы швеллер и пластинчатый радиатор отопления. Для удобства использования общая длина радиатора обрезана наполовину.
С помощью косынок усилены сварные швы. При сварке использован специальный кондуктор, который обеспечил перпендикулярное расположение сварных заготовок между собой.
Станина покрашена грунтовкой на алкидной основе. Поверх нанесена алкидная эмаль.
Использован швеллер № 18. Выполнена разметка под верхнюю планшайбу. Просверлены отверстия для установки планшайбы миксера на вертикальной стойке станины.
В нижней части стойки видны отверстия для крепления нижней опоры. К ним будет крепиться основа под цилиндрическую вращающуюся опору.
Полная высота стойки составляет 980 мм. При проектировании были смоделированы условия фрезерования возможных деталей. После анализа трехмерных моделей определены оптимальные размеры стойки.
На нижней опоре видны отверстия. В них будут устанавливаться трубчатая опора и корпус подшипника для механизма привода вертикального перемещения рабочего стола.
Ширина нижней опоры составляет 550 мм, в глубину опора имеет размер 500 мм. На подставке будет предусмотрено пространство для установки подобной опоры.
Измерение глубины опорной плоскости.
Вид снизу. По углам приварены болты. К ним будут крепиться резиновые башмаки. С их помощью будет устраняться вибрация станка.
Имеются роликовые натяжители цепи, их роль будет описана при установке цепного привода в механизме вертикального перемещения стола.
Резиновые башмаки крепятся на резьбе. Внутри башмака методом вулканизации закреплена гайка М10.
Длина болта выбрана так, чтобы она составляла 60% от высоты резинового башмака. Эластичная опора будет надежно удерживаться на основании станины.
Показаны элементы трубчатых опор. Одна вставляется в другую. Цилиндр с фланцем предназначен для крепления сверху пластины стола.
Нижняя опора имеет приваренную перпендикулярно трубу с фланцем. Он необходим для дополнительного крепления основы опоры к вертикальной стойке. Подобная конструкция обеспечивает дополнительную жесткость всей конструкции станка.
Внутри трубчатой опоры имеется опора. К ней устанавливается ходовой винт. При его вращении будет перемещаться внутренняя труба.
Вместо фланца приварена звездочка, на нее можно установить цепь. Будет организован цепной привод. С его помощью внутренняя труба со столом сможет перемещаться по вертикали вверх и вниз.
Установка опоры на нижнюю плоскость. Дополнительная фиксация ее к вертикальной стойке станины.
Виден дополнительный фиксатор. Он необходим для последующей фиксации трубчатого подъемника в определенном положении.
Теперь установлен и трубчатый подъемник рабочего стола. Сверху располагается фланец. Он будет нужен для установки пластины стола.
Еще один вид. На нижней опоре видно отверстие. Оно необходимо для установки механизма управления вертикальным перемещением стола.
Рабочий стол – это пластина, которая будет закреплена к фланцу на трубе. Выше будут размещаться координатные тиски.
Процесс установки пластины на трубчатый подъемный элемент.
Показано, как будет производиться установка координатных тисков. Маховичок привода перемещения расположен за пределами пластины, при его вращении будет обеспечено продольное горизонтальное перемещение.
Тиски будут удерживать обрабатываемую деталь, не позволяя ей смещаться.
Теперь нужно подумать о том, как управлять положением стола по высоте. Устанавливается корпус подшипника. Через него пройдет вал, сверху будет установлен маховик.
Вот это валик пройдет через подшипник. На одном конце имеется шпоночный паз для крепления маховика, на другом – приварена цепная звездочка.
Вращая маховик, можно управлять вертикальным положением рабочего стола. Найден эбонитовый маховичок. Рукам будет приятно касаться его поверхности при работе на станке.
Сам маховичок устанавливается поверх опорной пластины. Им будет несложно пользоваться в процессе эксплуатации оборудования.
Снизу соединяется цепь. Маленькая звездочка управляет большой. Поэтому маленькая – это ведущая, а большая – это ведомая.
Теперь видно, как работают натяжители цепи. Они поддерживают требуемое натяжение, что не позволяет цепи падать вниз.
Настал черед установки фрезерной головки. Доработанный миксер размещается на вертикальной стойке.
Планшайба миксера крепится к отверстиям, просверленным в стойке. Дополнительно изготовлена рамка, она помогает разместить рабочую головку в положении перпендикулярном к рабочему столу.
Для визуального контроля над положением стола устанавливается микрометрическая головка. Она поможет оператору выставлять нужную глубину обработки металла.
Станок выставляется на специальную тумбу. Видно, что рабочий стол ненамного возвышается над поверхностью верстака. При эксплуатации фрезеровщику не нужно высоко поднимать руки. Размеры оборудования подобраны правильно.
Закрепив уголок в координатных тисках, можно на нем фрезеровать паз. Используется пальчиковая фреза диаметром 8 мм.
Подобные операции часто выполняются на валах. В последующем на них устанавливают шестерни или шкивы. Операция востребована для редукторов.
Поверхностное фрезерование с помощью торцевой фрезы. Такие операции нужны для придания деталям плоских поверхностей. Чаще всего подобная операция нужна при обработке алюминиевого или чугунного литья.
При необходимости можно установить простейший механический привод для вращения маховика координатных тисков. Его часто оснащают простейшим ЧПУ. Тогда работа будет частично автоматизирована. Фрезеровщику останется только устанавливать и снимать детали на столе.
Видео: фрезерный станок по металлу своими руками.
Заключение
- Выполнен анализ конструкций фрезерных станков, изготавливаемых своими руками, для оснащения домашних мастерских.
- Представлена пошаговая инструкция изготовления простейшего станка.
Republished by Blog Post Promoter
Самодельный фрезерный станок по металлу своими руками
Домашний станок для фрезерования – незаменимое оборудование для обработки металла и других материалов своими руками. Если задаться целью, можно соорудить мини-копию промышленного оборудования, значительно сэкономив на комплектующих, при этом станок можно дополнительно наделить и токарными функциями. Самодельный фрезерный станок по металлу изготавливается достаточно несложно, в процессе изготовления необходимо лишь запастись терпением и иметь под рукой подробные чертежи, свойственные серийному оборудованию.
Содержание
- Самодельный фрезерный станок по металлу
- Конструкция и принцип работы
- Мини-фрезерный станок по металлу своими руками
- ЧПУ фрезерный станок по металлу своими руками
- Фрезерный станок по металлу своими руками: видео
Самодельный фрезерный станок по металлу
Самодельный фрезерный станок по металлу своими руками
Домашний фрезер является отличным помощником для обработки металлических или деревянных изделий в тех случаях, когда использование ручного инструмента не принесет желаемого результата. Можно в таком случае обратиться в мастерскую, но такие услуги не всегда стоят дешево. Обладая определенными навыками, можно собрать своими руками фрезерный станок по металлу простейшего типа или более сложную модель. Соответственно, у более простого типа станка, собранного на основе обычной дрели, функционал будет скромнее, чем у более сложного, оснащенного большим количеством комплектующих и работающего на основе электродвигателя. Если следовать инструкциям и чертежам, на основе которых собирают промышленные образцы фрезеров, для домашней мастерской можно соорудить станок, способный выполнять сложные технологические операции: вырезать изделия из металла или дерева, обрабатывать поверхности различной конфигурации, изготавливать пазы, фальцы, шлицы и т.п. При сборке станка можно опираться на видео-инструкции, которые можно найти в большом количестве в интернете.
Но перед тем, как вы приступите к сборке самодельного станка, хотели бы предупредить, что, не зная всех тонкостей сборки устройства, в итоге оно может оказаться небезопасным для эксплуатации. Поэтому если возникают сомнения в работе устройства, собранного своими руками, обратите внимание на фрезерно-гравировальные станки с ЧПУ от отечественного производителя MULTICUT, которые имеют гарантию качества и большую производительность.
Конструкция и принцип работы
Фрезерный станок по металлу своими руками чертежи
Основой фрезеровочного станка является станина, которая должна быть жестко закрепленной и достаточно прочной для того чтобы выдерживать необходимую нагрузку.
Вторым важным элементом является ручная дрель или электродвигатель, выполняющие функцию привода для рабочего инструмента, которым служит остро заточенная фреза. Для фиксации заготовок из металла или дерева, а также их размещения для обработки используется фрезеровочный стол, оснащенный специальными креплениями. Все комплектующие должны быть высокого качества, поскольку от этого будет зависеть эффективность работы станка. Мощность фрезера, так же, как и его производительность, зависят от мощности привода и максимального числа его оборотов. Минимальная мощность домашнего станка должна составлять 500 вт, а для работы с более твердыми металлами понадобится двигатель мощностью 1,2-2 квт.
Работа оборудования может осуществляться вручную или автоматически. Второй тип станка оборудован модулем ЧПУ, позволяющим свести к минимуму участие человека при обработке, заточке и прочей работе с металлом.
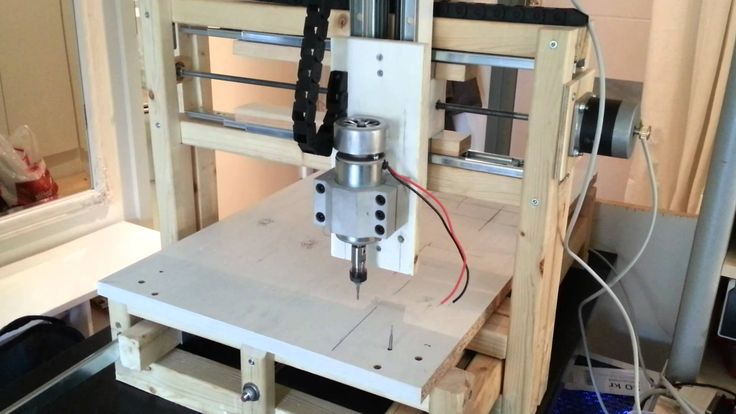
Мини-фрезерный станок по металлу своими руками
Мини фрезерный станок по металлу своими руками
Мини- фрезер ручной сборки состоит из электропривода из дрели, прикрепленной к станине. Чтобы собрать мини-фрезер, понадобятся следующие материалы:
- Металлические уголки № 25
- Швеллер
- Автомобильный домкрат
- Квадратная труба профилем на 20
- Штырьки из металла для осей
- Плотная фанера
- Конус Морзе
- Электропривод мощностью 400 вт
- Сверлильный патрон
Первым делом необходимо изготовить станину из швеллера, в итоге должна получиться сварная конструкция в виде буквы П. Далее, из металлического уголка, который прикрепляется болтами к колонне, изготавливаются вертикальные направляющие для передвижения фрезерной консоли. Непосредственно вертикальное передвижение консоли фрезера будет осуществляться с помощью автомобильного ромбовидного домкрата по амплитуде в 10см. Направляюще консоли изготавливаются из профильной трубы, к которой прикрепляются штырьки из металла с резьбой. Амплитуда перемещения вбок составляет 13 см, а по горизонтали – примерно 9 см.
Из толстой фанеры изготавливается рабочий стол, который закрепляется к металлическому каркасу винтами. Чтобы добиться максимальной прочности рабочей поверхности, фанеру облицовывают текстолитом. Для этого вырезается заготовка в соответствии с размерами фанеры с припусками 25 мм. На текстолитовую деталь, а также на поверхность фанеры наносится клей, после склеивания процедура повторяется на оборотной стороне.
Из уголка и профильной квадратной трубы нужно сварить тиски, которые устанавливаются на столешницу, прикрепляясь саморезами. К приваренным перемычкам в станине прикрепляется дрель шпинделем книзу. К нему присоединяется конус Морзе со сверлильным или цанговым патроном. С помощью такого мини-агрегата можно обрабатывать или изготавливать изделия из мягких металлов – бронзы, алюминия.
Данная модель фрезера отличается тем, что сама дрель неподвижна, а перемещается только консоль с деталью. Существует второй вариант подобного фрезера, когда изделие находится неподвижно, а дрель перемещается с помощью лифта вдоль станка. Чтобы изготовить лифт, необходимо вырезать из текстолита опорную пластину, установить на столешницу. К пластине прикрепляется пара параллельных стоек, по которым будет передвигаться каретка (с помощью толкающего механизма) с прикрепленным мини-фрезером. Лифт должен быть устойчивым, жестким, чтобы не возникало ни малейшего люфта, который может испортить изделие при обработке.
ЧПУ фрезерный станок по металлу своими руками
Чпу фрезерный станок по металлу своими руками
Станок ЧПУ технологически является более сложным, чем мини-фрезер, инструментом, состоящим из следующих комплектующих:
- Шарико-винтовая передача. Она используется для изменения вращательных движений в возвратно-поступательные и наоборот.
- Вертикальные, поперечные и продольные направляющие. Они предназначены для приведения в движение портала со шпинделем по вертикали, рабочего стола вправо-влево и передвижения его по станине.
- Основание для крепления всей оснастки.
- Шпиндель, в котором закрепляется фреза для обработки металлических изделий.
- Рабочая поверхность (стол)
- Охлаждающая система для фрезы и шпиндельного узла.
ЧПУ-фрезер работает с помощью программного обеспечения, установленного на компьютер. В программе создается будущее изделие, рассчитывается в специальные коды, распознаваемые контроллером. Затем команда поступает к шаговым двигателям, которые перемещают шпиндель или фрезер в соответствии с контурами заготовки. Сам станок собирается по следующим этапам:
- Первым этапом сборки чпу фрезера является сборка электропривода и станины, на которой будут располагаться комплектующие и сам станок. Она должна иметь прочную и жесткую конструкцию, располагаться на ровной поверхности. Мощность электропривода станка с чпу должна составлять 1-2 квт. В его роли можно использовать стационарный электромотор или электропривод из любого мощного ручного инструмента с большим количеством оборотов.
- Устанавливается фрезеровочная консоль, колонны, все направляющие и шаговые двигатели. На этом этапе необходимо следить за тем, чтобы скольжение по направляющим производилось плавно и гладко. Кроме того, на этом этапе сборки чпу фрезера проверяется надежность крепления всех механизмов и их работоспособность. Название и точное количество необходимых элементов необходимо смотреть в точной инструкции и чертежах.
- На заключительном этапе проверяется работоспособность всего станка в целом перед установкой программного обеспечения.
- Элементы контроллера подсоединяются друг к другу в соответствии со схемой, подключаются к компьютеру, на котором установлено программное обеспечение и все необходимые драйверы. Когда программное обеспечение будет установлено, необходимо загрузить нужные эскизы деталей. После этого выбирается нужный материал, устанавливаемый на рабочую поверхность, а также тип фрезы для этого материала.
Работа на оборудовании должна производиться только после ознакомления с правилами техники безопасности. Это касается как чпу фрезера, так и мини-агрегата. Во-первых, необходимо использовать средства защиты глаз и открытых частей тела от попадания металлической стружки. Во-вторых, нужно следить за тем, чтобы фрезерный узел не перегревался, иначе он может разлететься на куски, причинив вред здоровью. В-третьих, вся электроника и сеть должны иметь заземление, а электрическая сеть должна быть защищена от возникновения короткого замыкания.
Фрезерный станок по металлу своими руками: видео
13 практических проектов по механообработке для студентов и начинающих – сделай из металла
Когда я пошел в школу по механообработке, я работал над множеством различных проектов, которые научили меня основам профессии. От брелков до молотков, я делал все стандартные вещи.
Одна вещь, которую я узнал после программы, это то, что шахматные фигуры и брелки были быстро потеряны, но инструменты, которые я сделал, все еще находятся в моей коробке и используются ежедневно 12 лет спустя. Когда вы можете использовать отличные инструменты, которые вы сделали сами, это добавляет определенный элемент гордости вашей работе.
Я составил список практических проектов для начинающих машинистов, чтобы они могли отточить свои навыки. Это не декоративные элементы, вроде кубиков Тернера или случайных штучек. Все они — инструменты, которые вы, скорее всего, будете использовать каждую неделю, если не каждый день.
Для каждого я рассмотрю спецификацию, необходимое оборудование и предоставлю вам чертежи. Большинство из них я сделал сам, а некоторые из них являются обновленными версиями, чтобы сделать их более полезными в качестве инструментов.
Содержание
Скользящий молоток
Если вы работаете с выдвижными дюбелями, которые являются обычным крепежным элементом во многих магазинах, вам понадобится один из них в вашем наборе инструментов.
Это красивый и простой проект, который отлично подходит для начинающих. Это не займет много времени, но даст возможность изучить основы токарной обработки.
Этот инструмент — именно то, что вам нужно, чтобы вытащить 1/2 дюбеля из узких отверстий. Чтобы он прослужил дольше, есть сменный установочный винт 1/4-20, который используется для удержания дюбеля. Мой до сих пор в идеальной форме, если не считать нескольких потертостей и вмятин, и я использую его каждый день.
Лично мне нравится делать инструменты из нержавеющей стали, где это возможно, так как они прослужат дольше, чем я. Однако, если бюджет ограничен или выбор ограничен, вы можете так же легко использовать сталь или алюминий.
Вот спецификация:
- Ø 2,0″ x 4-5/8″, длинная нержавеющая сталь (1 шт.)
- Ø 0,50″ x 12-1/8″ длинная нержавеющая сталь (1 шт.)
- Ø 1,0″ x 1,0″ 5/8″, нержавеющая сталь (1 шт.)
- 1/2″ Е-образный зажим (1 шт.)
- 1/2-13 x 1″ длинный установочный винт с головкой под торцевой ключ (1 шт.)
А вот и чертежи:
ПРОЕКТ ТЯГОВОГО МОЛОТКАСкачать
Молоток механика
Я не знаю ни одного механика, который не сделал бы такого.
Фактический дизайн зависит от школы, но все они выглядят одинаково.
Я изменил дизайн того, что сделал более десяти лет назад, основываясь на вещах, от которых я не был в восторге. Например, у этого есть лыска на ручке. Меня всегда раздражало, что с полностью круглой рукояткой нельзя держать молот прямо наощупь — нужно было смотреть на него. Теперь это исправлено.
Для фрезерования квартир я жду, пока молоток будет закончен и собран. Затем я втыкаю его в фрезерные тиски, набираю головку молотка, фрезерую одну сторону и добавляю фаску. Затем я переворачиваю его, используя нижнюю сторону в качестве приводки для второй плоскости и фаски.
Я также просверлил отверстие в нижней части ручки. Я использую его для шестигранных ключей, так что я могу использовать молоток в качестве небольшого мошеннического стержня. Это несколько раз спасло мои суставы. Вы можете сделать его мельче или глубже, чтобы получить баланс молотка, который вам подходит.
Я отрегулировал баланс между головкой и рукояткой так, чтобы мне было удобнее легко постукивать, для чего чаще всего используется этот тип молотка. Некоторым людям нравится иметь один конец из латуни и один конец из алюминия, хотя я предпочитаю две латунные вставки — это конец, который я всегда использую. И, поскольку латунь значительно тяжелее алюминия, я считаю, что она приятнее на ощупь.
Это хороший проект для ознакомления с нарезанием конуса на токарном станке. Для нарезания самоудерживающихся конусов для вставок я обычно фиксирую составной упор под углом и использую одну установку для нарезки обоих конусов. Если вы получите гладкую поверхность, этот конус будет держаться вечно. Для рукоятки можно использовать либо конусное крепление, либо метод смещения задней бабки.
Вот спецификация:
- Ø 1,25″ x 10,125″ длинной стали (1 шт.)
- Ø 1,25″ x 2,125″ длинной стали (1 шт.)
- Ø 1,5
2″ 2″ длинной стали
Вот чертежи:
МОЛОТОК МАШИНИСТСкачать
Тиски инструментального мастера
Этот вариант подходит для более продвинутых учащихся. Традиционно это был проект для производителей инструментов и штампов. Целевыми навыками являются планирование работы с поправкой на шлифовку и порядок операций. Используемые машины включают мельницы, печи для термообработки, шлифовальные и токарные станки.
Тиски, безусловно, сложный проект, но хорошо сделанные тиски — это произведение искусства. В качестве дополнительной задачи попробуйте выгравировать на станке ЧПУ имя ученика на корпусе тисков перед термообработкой и постарайтесь, чтобы буквы отображались даже после шлифовки.
Я предпочитаю делать это из А2, так как он стабилен и закален на воздухе, а это значит, что тиски будут красивыми и чистыми. Некоторые школы предпочитают использовать 4140, но это может сильно демотивировать, когда учащийся грубо обрабатывает деталь, а затем должен делать это снова, потому что она треснула при закалке в масле.
Вот спецификация:
- 2,5″ x 2,5″ x 6,125″ Инструментальная сталь A2 (1 шт.)
- 2,5″ x 2,5″ x 1,4375″ Инструментальная сталь A2 (1 шт.) 2,0″ Ø 5″ 6126 900 ″ long 4140 HTSR (1 шт. )
- 3/8-16 x 2,25 SHCS (1 шт.)
- Сферическая шайба CL-2-SW (1 шт.)
На этом чертеже я не спешил. Во многих школах он покрыт GD&T. Лично мне это нравится, так как помогает обеспечить рабочую часть в конце дня. Если вы хотите добавить требования GD&T к этому чертежу, вы обычно обнаружите, что эта часть везде покрыта выносками перпендикулярности и параллельности 0,0003″. Используйте свое усмотрение с тем, что ваши студенты могут разумно измерить.
TOOLMAKER VISE PROJECTЗагрузить
Подставка для микрометра
На самом деле это не совсем обычный школьный проект, но это определенно удобный инструмент. Независимо от того, проверяете ли вы стандарт или пытаетесь измерить неудобную маленькую деталь с точностью до 0,0002 дюйма, стоит иметь под рукой микрофонную стойку.
Что мне нравится в этом проекте, так это то, что он на самом деле довольно прост, но выглядит очень красиво, если вы можете получить хорошую отделку поверхности. К тому же мне всегда нравится, как выглядит сочетание латуни и стали.
В целом, этот проект поможет новичку научиться базовым вещам, таким как нарезание пазов на фрезерном станке и нарезание резьбы на токарном станке. Есть много некритических функций, которые носят чисто косметический характер, но есть несколько, которые просто нужно сделать правильно, чтобы эта штука работала гладко.
Вот BOM:
- 1,5 ″ x 2,5 ″ x 4,625 ″ стали (1 шт.)
- 0,75 ″ x 0,75 ″ x 2,0 ″ (1 ПК)
- Ø 0,625 ″ x 1,875 ″ (1 ПК) )
- Ø 1,5″ x 0,75″, длинная латунь (1 шт.)
- Установочный винт 1/4-20 x 1″ (1 шт.)
Я использую установочный винт 1/4″ просто для упрощения проекта, чтобы можно было нарезать отверстия. Если вы затяните этот установочный винт небольшим количеством резьбового фиксатора, этого будет более чем достаточно.
Вот чертежи:
СТЕНДА ДЛЯ МИКРОМЕТРОВЗагрузить
Насадка для циферблатного индикатора глубины
Отличная насадка, позволяющая сделать простой циферблатный индикатор еще более полезным. Это действительно хороший способ проверить глубину неглубоких ступенек или посмотреть, насколько глубока поврежденная область на детали.
Это более простое из двух глубинных приспособлений. Это очень простой проект для знакомства с мельницами и токарными станками. Вы сможете нарезать резьбу на токарном станке и научитесь делать аккуратную выточку. Вы также можете использовать его как возможность заточить некоторые режущие инструменты из быстрорежущей стали для нарезания резьбы и подрезки.
Фрезерная часть очень проста. Даже перпендикулярность отверстия к нижней поверхности основания не настолько критична, чтобы реально влиять на функциональность этого инструмента.
Вот спецификация:
- Плоский стержень из мягкой стали 1″ x 1″ x 2,125″ (1 шт.)
- Длинный латунный стержень Ø 0,625″ x 0,625″ (1 шт.)
А вот и чертежи:
ЦИФРОВОЙ ИНДИКАТОР ГЛУБИНЫ ПРИСОЕДИНЕНИЕЗагрузить
Приставка для измерения глубины
Простая, удобная маленькая приставка для штангенциркуля, подходит для моделей Mitutoyo 6 и 8 дюймов. Он также подойдет для большинства других брендов, но я не даю никаких обещаний.
Этот проект даст вам немного опыта как на фрезерном, так и на токарном станке. Конкретные навыки, которые необходимо отточить, — это соблюдение перпендикулярности, токарная обработка и нарезание резьбы на мелких деталях, а также создание круга болта (хотя это чисто косметический эффект).
Что хорошо в этом проекте, так это то, что в нем не используется много материала, и он на 100% сделан своими руками — никаких аппаратных средств не требуется.
Проект также можно изменить, чтобы попрактиковаться в термообработке и шлифовке, если вам нужен корпус из закаленной стали. Вы также можете научиться полировать латунь. Делайте все, что делает вас счастливым.
Вот перечень материалов:
- Плоский стержень из мягкой стали 1,5″ x 0,5″ x 3,125″ (1 шт.)
- Длинный латунный круглый стержень Ø 5/8″ x 0,625″ (2 шт.)
- Штангенциркули ( 1 шт.)
Если вы хотите закалить и отшлифовать его, замените мягкую сталь на 4140 или A2.
Вот чертежи:
КРЕПЛЕНИЕ ДЛЯ ИЗМЕРЕНИЯ ГЛУБИНЫ ЗАГРУЗКИ Скачать
Приспособление для измерения расстояния до центра измерителя
Это очень простая небольшая работа, но она требует точности. Что в этом крутого, так это то, что для оценки студенческих проектов вы можете просто просверлить пластину с отверстиями в известных местах, а затем сравнить то, что вы получаете на штангенциркуле.
Поскольку материалов требуется так мало, это хороший и недорогой проект, над которым может работать весь класс. Нижняя часть прорези совмещена с центром конуса, поэтому идея состоит в том, что вы должны иметь возможность держать свои штангенциркули такими, какие они есть, вместо того, чтобы обнулять их для основных измерений.
Это действительно удобная насадка для измерения таких вещей, как окружности болтов. Единственным недостатком является то, что верхняя часть отверстия должна быть в хорошем состоянии.
В целом, вы можете попробовать поработать с цангой на токарном станке (в идеале) и иметь возможность очень точно выровнять и прорезать паз на валу. Вы также сможете попробовать вырезать несколько действительно маленьких отверстий от 4 до 40.
Вот спецификация:
- Ø 0,375″ x 1,875″ длинная круглая ложа TGP из нержавеющей стали (2 шт.)
- 4-40 x 0,125″ длинные установочные винты с полукруглой головкой UNC (4 шт.)
А вот и
чертеж:
РАСПРЕДЕЛЕНИЕ ЦЕНТРАЛЬНОЙ РАСПОРКИ СУППОРТАЗагрузить
V-образные блоки
Это основные инструменты, которые вы будете серьезно использовать все время.
Этот проект позволит отточить навыки планирования работ, фрезерования, термообработки и шлифования. Если вы решите изготовить зажимы с помощью ленточной пилы, у вас также будет возможность попрактиковаться в разметке и немного поработать на верстаке.
Если вы преподаете курс механической обработки, было бы неплохо начать с зажимов на ранней стадии, а затем сделать V-образные блоки отдельным проектом. Таким образом, учащиеся могут бросить вызов уровню своих навыков в обоих аспектах проекта.
Вот спецификация:
- 2″ x 2″ x 2″ 4140 сталь (x2)
- 2,5″ x 2,5″ x 0,5″ мягкая сталь (x2)
- длинный шестигранный болт 1/4-20 x 2″ (x2) – не забудьте обработать наконечник в виде половины выступа, чтобы он не застревал в зажиме
Вот чертежи:
VEE BLOCKSЗагрузить
Кромочные зажимы
Это удобный небольшой набор зажимов, особенно когда вы работаете с более длинными кусками полосового проката или пластин.
Если вы можете сохранить точную толщину в 1″, вы также можете использовать блоки 123 для поддержки вашей заготовки.
Вот как они работают: Когда вы ослабляете их и прижимаете к заготовке, губки смещаются от осевой линии потайного отверстия. Когда вы их затягиваете, винт с плоской головкой пытается выровнять челюсть, чтобы она могла правильно сидеть. В результате получается прижимная сила.
Я бы порекомендовал сделать их наборами по 6 штук. Это может быть отличной небольшой работой с ЧПУ, так как нужно запустить пару штук.
Этот проект хорош для тех, кто хочет научиться таким вещам, как нарезание пазов на фрезе, сверление, нарезание резьбы и зенкерование. Губки и корпус термообработаны и отшлифованы.
Это также открывает для вас более творческие способы работы; не все нужно делать в фрезерных тисках. Вы можете перевернуть их, чтобы приспособить различные операции и части.
Если вы хотите, чтобы под деталью был зазор для сквозного сверления, попробуйте установить зажимы под углом 45 градусов, чтобы только небольшая часть основания поддерживала деталь. Для более толстых заготовок их можно использовать так же, как стандартный тугозажим.
Для большего укуса можно наклонить губки под углом в тисках и использовать концевую фрезу для обработки зубьев с одной стороны.
В конечном счете, помимо хорошей практики для нескольких фрезерных и шлифовальных операций, эти зажимы могут быть хорошим способом обучения решению проблем, когда дело доходит до закрепления заготовки.
Спецификация:
- 1,25″ x 1,25″ x 4,125″ 4140 сталь (x1 на хомут)
- 1,5″ x 1,5″ x 0,5″ UN 4140 сталь (x1 ″ x 1 ″ 7 ″ на хомут)
″ длинный винт с плоской головкой под торцевой ключ (x1 на зажим)
ЗАЖИМ ДЛЯ КРАЯСкачать
123 SuperBlocks
Вы спросите, что это за темное волшебство?
Это не фокус магии САПР. Вы действительно можете сделать это со 123 блоками.
Чередуя расточенные резьбовые отверстия, вы можете использовать винт с головкой под торцевой ключ с большой выемкой, чтобы скрепить эти 123 блока вместе. Лучшее в этом то, что головки болтов полностью находятся внутри блоков, поэтому нет никаких помех, когда вы делаете творческую настройку.
Имейте в виду, что эти болты не очень прочные. Они не будут конкурировать с прижимным хомутом со шпилькой 1/2 и выполнять тяжелую обработку. Но они очень удобны, когда вы хотите использовать эти блоки в настройках машины и не хотите, чтобы они перемещались между циклами. Или если вам нужно стабилизировать деталь таким образом, с которым не согласуется гравитация. Или если вам нужно творческое приспособление для осмотра. Вы поняли идею.
Справедливое предупреждение: их изготовление занимает немного больше времени, чем более традиционные (и менее полезные) 123 блока. Но это время потрачено не зря. Им будут завидовать все в магазине, и они просто очень крутые. Вот почему я называю их 123 суперблоками.
Большинство людей собирают наборы из 123 блоков попарно. Я действительно рекомендую сделать как минимум 4 таких набора. Я бы даже сделал 6, если это возможно. Поскольку их можно штабелировать, чем их больше, тем лучше.
Лично мне нравится использовать A2 для таких работ, так как это воздушная закалка и очень стабильная. Я использовал O1, когда учился в школе, и он работал нормально, но не очень хорошо. Он более склонен к растрескиванию, особенно вокруг острых углов и резьбы, поэтому некоторым парням пришлось начинать все сначала. Тем не менее, это сработает, если это все, что вы можете себе позволить.
Вот спецификация:
- 1″ x 2″ x 3″ Сталь A2 увеличенного размера 0,035″ (1 шт. на блок)
- 1/4-20 x 1/2″ винт с головкой под торцевой ключ (2 шт. на блок) )
Вы также можете убедиться, что используете большой кран (h21) вместо более распространенных h4 или H5, особенно если вы используете O1. Он имеет тенденцию немного сжиматься и деформироваться при термообработке, поэтому в противном случае вы не сможете использовать нитки.
Вот чертежи:
123 СУПЕРБЛОКСкачать
Tap Guide
Это очень простой проект для чего-то, что на самом деле очень полезно.
Этот инструмент поможет вам держать метчик прямо над пластиной или валом. В нем просверлены отверстия для установки метчиков от № 6 до 1/2″. На чертежах указана мягкая сталь, но вы можете использовать инструментальную сталь и подвергнуть ее термообработке, если хотите, чтобы она прослужила дольше. Если это так, 4140 будет работать отлично.
Несмотря на то, что это простая фрезерная работа, это хорошая возможность попрактиковаться в точности. Отверстия должны быть совмещены с V-образным вырезом на дне. Это может быть отличным упражнением, демонстрирующим, как точно определить местонахождение V-образной формы с помощью штифта и микрофона глубины для измерения. Вы можете использовать это, чтобы проверить, как он выравнивается по внешним краям, а также проверить глубину.
Это хорошая работа для тренировки выравнивания тисков. Если вы делаете это на ЧПУ, вам также нужно загрузить кучу сверл, так что есть некоторая повторяющаяся практика. Самое приятное в этом то, что это удобный инструмент и практичный проект, который практически не требует материала.
Вот спецификация:
- 1″ x 1″ x 4,125″ сталь (1 шт.)
Да. Довольно простой.
Вот чертеж:
НАПРАВЛЯЮЩАЯ ЗАГРУЗКА ЗАГРУЗИТЬ
Винтовые домкраты
Еще одна классика. Я сделал свой на курсе ЧПУ в колледже. Одна вещь, которая мне не нравилась в наборе, который я сделал, это то, что они были действительно ограничены в количестве путешествий, которые вы могли получить от них.
Вот почему в этот набор я включил чертежи подступенков. Это должно дать вам действительно хороший охват, чтобы сделать их достойными хранения в вашем наборе инструментов.
Если запрограммировать их на ЧПУ, то можно получить действительно хороший набор. Технически минимум, который будет полезен, — это 3 единицы, но я бы рекомендовал сделать больше. Кажется, я всегда использую около 6 одновременно.
Если вы делаете набор из 6 штук, сделайте по два подступенка для каждого винтового домкрата. Если вы запускаете их на токарном станке с ЧПУ, вы сможете сделать каждую деталь за одну операцию. Единственным исключением является то, что вы можете захотеть перевернуть винт, чтобы он везде был красивым и гладким.
Это хороший проект для изучения токарных станков с ЧПУ, а также дает прекрасную возможность разобраться с зазорами и односторонними допусками. Вы можете почувствовать разницу между скользящей посадкой 0,005″ и 0,015″.
Спецификация для изготовления комплекта из 6 штук (2 стойки, 1 корпус, 1 винт на единицу):
- Ø 1,0″ x 8″ длина 4140 HTSR (x1)
- Ø 2,0″ x 40″ длина 4140 HTSR (x1)
Я вставил их в качестве длин стержней с небольшим запасом для сцепления ближе к концу прогона. Это связано с тем, что обычно это работа с ЧПУ, поэтому резка их всех на отдельные части просто приведет к трате материала и займет больше времени.
ВИНТОВОЙ ДОМКРАТ Скачать
Тормозные тиски
Это классный проект.
На самом деле самый распространенный способ согнуть кусок металла, когда у вас нет свободного доступа к надлежащему тормозу, — это засунуть его в тиски и стучать по нему молотком. Это просто делает это немного более профессиональным.
У него есть магниты, которые помогают ему просто защелкнуться в любых стальных тисках. Это инструмент, который может дать вам точные и чистые изгибы в самом простом магазине. Матрица состоит из трех секций, поэтому вы можете снять и отрегулировать по мере необходимости, если вы работаете с более мелкими деталями.
Это то, что большинство ваших приятелей-механиков, вероятно, даже никогда не видели, так что у него довольно высокий «фактор изящности».
Сам инструмент довольно прост в изготовлении и по большей части просто учит не правильно вставлять заготовку в фрезерные тиски. Что интересно в этом, так это то, что это хорошее, очень простое введение в инструмент и штамп. Это может быть способом изучения некоторых фундаментальных терминов и принципов формовки листового металла.
Поскольку это, вероятно, не то, что будет использоваться ежедневно, большинство парней просто делают его из мягкой стали. Если вы хотите что-то, что прослужит очень долго, сделайте это из стали 4140 и термически обработайте.
Спецификация:
- 2″ x 2″ x 6,125″ низкоуглеродистая сталь (2 шт.)
- 2″ x 0,25″ x 2,125″ низкоуглеродистая сталь (3 шт.) )
- Винты с головкой под торцевой ключ 1/4-20 x 1″ (9 шт.)
А вот и чертежи:
ТОРМОЗ ТИСКОВ Загрузить
Вот и все. 13 проектов по механической обработке для студентов и начинающих.
Определенно нет ничего плохого во многих проектах в стиле «безделушек», которые распространены во многих программах обработки. Вы можете быть очень сосредоточены на операциях, чтобы отточить действительно конкретные навыки.
Что хорошо в изготовлении инструментов, так это то, что мастерство вызывает большую гордость, и тот факт, что они вполне могут храниться в вашем ящике с инструментами через десять или двадцать лет.
Есть множество других инструментов, которые могут сделать новички. Вот еще несколько идей:
- Параллели
- Шарнирный рычаг циферблатного индикатора
- С-образные зажимы
- Измеритель вершины сверла
- Кромкомер
- Ручка метчика
- Магнитный экран
- Токарные упоры
- Центроискатель
- Центр задней бабки
- Фреза
- Устройство ЧПУ для установки высоты инструмента
- Набор инструментов для установки втулок, который вы добавили2 в этот список
900 проектов2 ? Добавьте их в комментариях ниже.Если вам понравилась эта статья и вы думаете, что она может быть полезна и другим, поделитесь ею в социальных сетях.
WEN 33013 4,5 A Однофазный компактный настольный металлообрабатывающий станок с регулируемой скоростью — Продукция WEN
4,3 / 5,0
10
Отзывы
отсутствует перевод: en.
product_price.item.price.range_htmlИсходная цена
1040,48 $
от 1040,48 $
Текущая цена
$1040,48
| /
Помните, когда вы могли удалять материал равномерно и точно? Обрабатывайте идеальные каналы и канавки в металле, дереве, пластике и т. д. с помощью компактного однофазного фрезерного станка WEN 4.5A с регулируемой скоростью. Этот универсальный 13-дюймовый поворотный инструмент помогает механикам и столярам создавать плоские поверхности, прямые отверстия, угловые края, пазы, карманы, контуры поверхности и многое другое. Конус R8 обеспечивает совместимость с широким спектром фрез, фрез и долот, предоставляя пользователям мощность сверления 1/2 дюйма, мощность концевой фрезы 5/8 дюйма и мощность торцевой фрезы 1-1/8 дюйма. Скосите режущую головку и колонну под углом 45 градусов влево или вправо. Работа с переменной скоростью варьируется от 100 до 1100 об/мин при низкой настройке и от 100 до 2500 об/мин при высокой настройке, чтобы удовлетворить потребности широкого спектра типов материалов.