Содержание
Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
- Виды электросварки
- Технология ручной дуговой сварки
- Как самостоятельно научиться варить электросваркой
- Основные ошибки
- Советы начинающему сварщику
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется. Шов может получиться неравномерным по ширине, высоте, глубине провара. При работе трансформатором нередко просаживается напряжение во всей сети, чем можно вызвать негодование соседей.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка.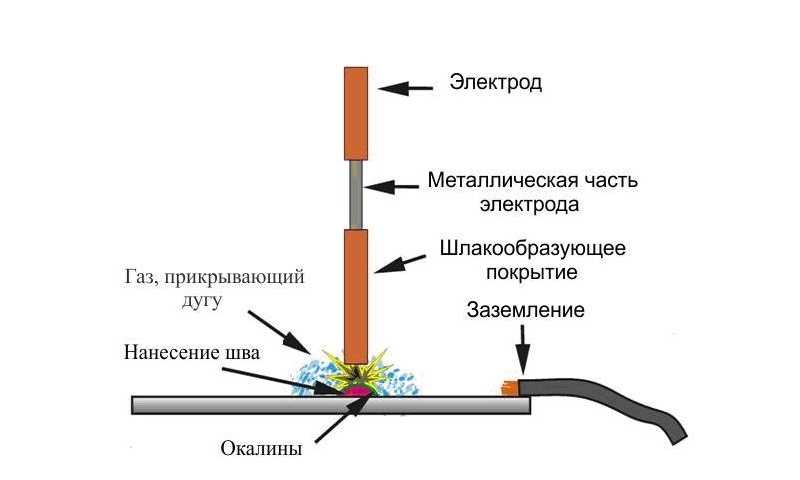 Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Приспособления для сварки
Сварочные электроды
Средства защиты сварщика
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата. Если выбрать слишком слабый ток, основной металл не проплавится, присадочный останется на поверхности, стык получится хрупким, не герметичным. Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Слишком большая сила тока приводит к подрезам, прожиганию, дугу трудно контролировать.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
|
Толщина металла, мм |
Диаметр электрода, мм |
Сила тока, А |
|---|---|---|
|
1-2 |
1.6 |
25-60 |
|
3 |
2-3 |
60-120 |
|
4 |
3 |
120-160 |
|
5-6 |
4 |
160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 (хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
(хоть и очень хочется проверить качество соединения). Дайте ему немного остыть. Так Вы не повредите шов, а отлетевший горячий шлак, попавший на кожу, не причинит ожога.
Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Как сделать самодельный электрод для сварки меди? — Сварочные электроды
Медь – один из древнейший известных металлов, которым пользовались еще несколько тысяч лет назад. Многие его считают универсальным и до сих пор, поэтому широкое применение меди в наше время никого не удивляет. Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Медь обладает рядом прекрасных качеств, которые не свойственны другим металлам. К ним относится высокая электро — и теплопроводность, коррозионная устойчивость и пластичность. Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Итак, сварка меди – это очень востребованное дело, потому что медь имеет широкое применение. Однако электроды для сварки меди стоят немалых денег, и многие люди находят выход в изготовлении самодельных электродов, для собственного пользования. Для того чтобы произвести сварку меди Вам нужно очистить медную поверхность металла от окисления, потому что медь – это сильноокисляемый металл. Также при сварке меди Вам нужно использовать всевозможные присадки, например кремний или фосфор.
Так как у меди плохие литейные свойства, то рекомендуется использовать присадочные материалы. В основном используются материалы, в которых в большом количестве содержится фосфор, цинк, иногда серебро и т. п. Для сварки меди практически всегда используются угольные электроды, которые славятся своей невысокой ценой и качеством.
Для того чтобы сделать электроды для сварки меди своими руками Вам нужно, прежде всего, запастись всеми материалами, которые нужны для того, чтобы сделать правильное покрытие. Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Нанести слой покрытия Вы можете, просто окунув его в раствор или сделать специальное приспособление, которое будет оппресовывать стержень. Однако многие люди не идут на такие жертвы и покупают обычные угольные электроды или наносят покрытие способом окунания стержня в жидкую массу покрытия. После нанесения покрытия на электрод ему нужно дать время на засыхание, а потом его требуется поместить в специальную печь для прокалки электродов при температуре 500 – 600 градусов в течение 50 минут или одного часа.
После прокалки электроды должны остыть от оптимальной температуры и полностью готовы к использованию. Однако многим людям кажется, что изготавливать электроды самостоятельно сложно и долго. поэтому они готовы купить их у нас. Если относите себя к этим людям, то можете оформить покупку у наших заводов-изготовителей. которые выпускают только качественную продукцию. Для того чтобы оформить заказ перейдите в пункт меню «Контакты» и сделайте необходимый заказ по разумной цене.
Если относите себя к этим людям, то можете оформить покупку у наших заводов-изготовителей. которые выпускают только качественную продукцию. Для того чтобы оформить заказ перейдите в пункт меню «Контакты» и сделайте необходимый заказ по разумной цене.
This entry was posted in Без рубрики. Bookmark the <a href=»http://smetod.ru/kak-sdelat-samodelnyj-elektrod-dlya-svarki-medi/» title=»Permalink to Как сделать самодельный электрод для сварки меди?» rel=»bookmark»>permalink</a>.
Химия сварочного стержня
Введение До этого года я понятия не имел, что такое сварочный электрод, но в настоящее время я посещаю занятия по сварке в Billings Career Center. Мы учимся множеству вещей, например, как правильно использовать машину, как сваривать определенные соединения и как выполнять сварку в различных положениях. Сварочный электрод — это стержень, который формирует валик металла с помощью электрического тока сварочного аппарата. Я надеюсь, что этот курс даст мне достаточно опыта, чтобы продолжить это хобби на протяжении всей моей жизни.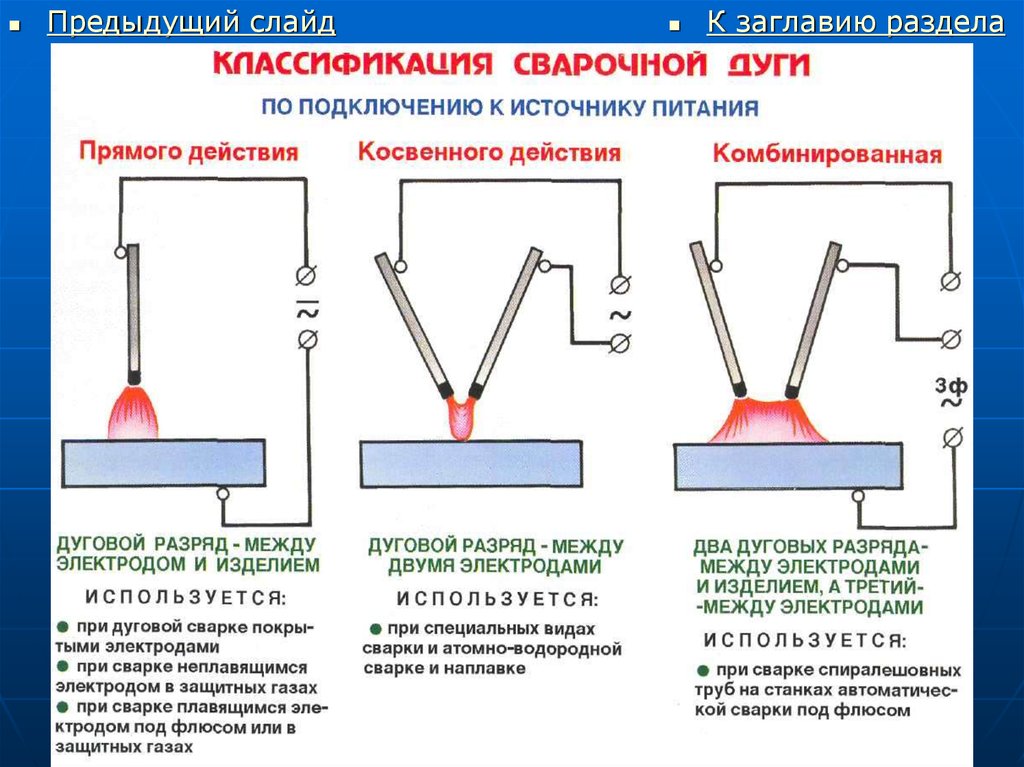
Состав …
Сварочный электрод состоит из двух частей: самого металла и флюсового покрытия. Металл может варьироваться от мягкой стали, чугуна, нержавеющей стали, высокопрочной стали, меди, бронзы, латуни или алюминия. Затем металл покрывают флюсовым покрытием, состоящим из смеси целлюлозы, которая используется растениями для придания им гибкости, железного порошка и водорода. Он также смешан с небольшим количеством натрия, титана и калия. Флюсовое покрытие обеспечивает более равномерное прохождение электрического тока во время сварки.
Основные химические вещества, соединения, компоненты
Двумя основными ингредиентами сварочной проволоки являются железо (Fe) и целлюлоза (C6h20O5), представляющая собой углевод. Железо — прочный, твердый, магнитный металл серебристо-серого цвета, химический элемент с атомным номером 26, переходный элемент, широко распространенный в виде руд. Целлюлоза представляет собой нерастворимое вещество, которое является основным компонентом клеточных стенок растений и растительных волокон, таких как хлопок. Это полисахариды.
Это полисахариды.
Роль химии
При сварке сварочным электродом определенного соединения или куска металла электрический ток, поступающий от сварочного аппарата к держателю стержня, к заземленному участку, в котором производится сварка, к стержню, нагревается и плавится стержень и флюс, создающие валик. Затем валик затвердевает на основном металле, скрепляя соединения.
Базовые исследования
Сварочная проволока бывает разных размеров. Наиболее распространенными сварочными электродами, которые мы используем на занятиях в Центре карьеры, являются E6010 и E7018. Цифры 60 и 70 говорят вам о прочности стержня на растяжение. Третье число, равное 1, в обоих этих кодах говорит о том, что стержни можно использовать для сварки во всех положениях (потолочном, вертикальном, горизонтальном и плоском). Прежде чем приступить к сварке, вам нужно знать, какой тип стержня использовать в зависимости от толщины вашего металла и силы тока, необходимой для сжигания электрода.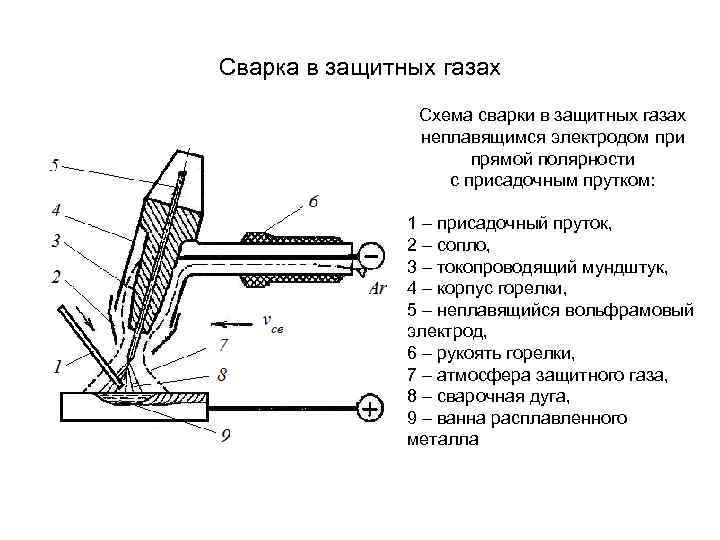 Вот диаграмма, чтобы дать вам пример того, что я имею в виду.
Вот диаграмма, чтобы дать вам пример того, что я имею в виду.
В приведенной выше таблице показано, что чем больше диаметр электродов, тем больше требуется ампер и тем толще используемая металлическая пластина.
Также в Центре карьеры мы учимся сваривать в разных положениях. Четыре основных положения сварки: плоское, горизонтальное, вертикальное и потолочное. Мы также учимся сваривать пять основных соединений, а именно: Т-образное соединение, угловое соединение, стыковое соединение, краевое соединение и соединение внахлестку.
Уход за сварочным электродом
Необходимо хранить в теплых сухих местах, например, в стержневой печи. Выкрашивание флюса приводит к недостаточному провару шва. Уход за электродами, безусловно, обязателен, потому что вы не сможете получить наилучший сварной шов из стержня, за которым неправильно ухаживали.
Уход за электродами, безусловно, обязателен, потому что вы не сможете получить наилучший сварной шов из стержня, за которым неправильно ухаживали.
Ресурсы
http://www.metalwebnews.com/howto/weldrod.html
http://www.red-d-arc.com/pdf/Welding%20Electrode%20Classifications.pdf
http://www.weldingelectrodes.org/welding-electrodes/
Одет, Аллен. Курс сварщика. Производственный дизайн. Центр карьеры Биллингса, Биллингс, штат Монтана.
2011-2012 учебный год.
Об авторе
Джози Пинч учится в старшей школе Биллингса. Она играла в волейбол за свою среднюю школу в течение трех лет. Она также посещает Центр карьеры Биллингса, и ей это нравится. Она никогда не думала, что сварка станет одним из ее увлечений, но ей это нравится, и она надеется, что это хобби останется на всю жизнь. Она очень общительная девушка, так что не бойтесь сказать привет! Она любит тусоваться со своими друзьями и всегда готова хорошо провести время вне школы. На протяжении всей старшей школы она была в списках почетных гостей и изо всех сил старалась получить пятерки за свой младший год. Она очень взволнована летом и не может дождаться выпускного года старшей школы!
На протяжении всей старшей школы она была в списках почетных гостей и изо всех сил старалась получить пятерки за свой младший год. Она очень взволнована летом и не может дождаться выпускного года старшей школы!
Выбор проволоки для сварки MIG, настройки и классификация
Руководство по выбору проволоки для сварки MIG
Это подробная страница о выборе проволоки для сварки MIG. Он охватывает большинство электродов, которые обычно используются в полевых условиях для:
- Углеродистая сталь
- Нержавеющая сталь
- Алюминий
Электрод для сварки MIG
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив информация о зачислении.
Наиболее широко используемые размеры электродов для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры, используемые большинством сварщиков:
Наиболее распространенные размеры, используемые большинством сварщиков:
- .023
- .030
- .035
- .045
Для большинства производственных цехов наиболее распространенным является размер .035 с. Если вы сварщик в домашних условиях, используйте электроды небольшого диаметра, когда это возможно. Чем меньше электрод, тем меньше энергии вам нужно от вашей машины для работы. Просто помните, когда дело доходит до сварки MIG, один размер электрода позволяет сваривать широкий диапазон толщин металла, потому что именно настройка машины определяет толщину свариваемого металла.
MIG Welding Electrode Guide Direction Direction
MIG Welding Electry Selection ChartLincoln MIG Сварочный электрод и настройки сбора газа
Сварные углеродные стали и мягкие стали
- AWS Electrode Classification: ER70S-6
- AWS Electrode Classification: ER70S-6
- AWS Electrode Classification: ER70S-6
- AWS.
 : C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2
: C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2
 : C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2
: C25 (25 % углекислого газа и 75 % аргона) или 100 % Co2Сварочная нержавеющая сталь
Марки нержавеющей стали: 301, 302, 304, 305 и 308.
- Классификация электродов AWS: ER308L и ER308LSI
- ЭКС -газ: C2 или 2% углекислый газ и 98% Argon
Оценка из нержавеющей стали: 309 Stainless и
777 . Легированная сталь
- Классификация электродов AWS: ER309L
- Защитный газ: C2 или 2 % двуокиси углерода и 98 % аргона
Марки нержавеющей стали: 304,305, 308, 310, 312, 314, 316, 317, 321, 347 and 348.
- AWS Electrode Classification: ER316L and ER316LSi
- Shielding Gas: C2 or 2% Carbon Dioxide and 98% Argon
Welding Aluminum
Aluminum Grades: 2014, 3003, 3004, 4043, 5052, 6061, 6062 and 6063. It may also be used to weld cast Aluminum grades 43, 214, 355 and 356.
It may also be used to weld cast Aluminum grades 43, 214, 355 and 356.
- Классификация электродов AWS: ER4043
- Экранирующий газ: 100% Argon
Алюминиевые классы: 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456.
- . Electrde Classifice: 5.Leckicifive: 39393539353535353553553.leshifice: 3939393935393539355.Lear43.lersifice. Газ: 100% аргон
Выбор электрода из углеродистой стали
Сварка MIG углеродистой или малоуглеродистой стали обычно выполняется электродом ER70s-6″ с использованием либо 100% углекислого газа, либо газа C25, содержащего 25% углекислого газа. и 75% смеси аргона. Если вы свариваете углеродистую сталь более высокого качества, обычно изменяется минимальный предел прочности при растяжении. Например, если вы свариваете высокопрочную сталь, «ER70S-6» будет «ER9».0S-6″. Изменение прочности стали будет отличаться.
Сварка низкоуглеродистой стали, выполненная электродом ER70S-6 и газом C25.
Углеродистая сталь ER70S-6 Электрод Обозначение этикетка
ER70S-6 представляет следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG 4,0
- минимум 7 фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S — Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде. Это медное покрытие на электроде и тоже бывает разных видов.
Метка проволочного электрода MIG Значение для этикетки ER70S-6
Выбор и выбор электрода для сварки MIG нержавеющей стали
Для сварки MIG нержавеющей стали используются различные электроды, поскольку она используется в широком диапазоне проектов, требующих различных типов нержавеющей стали. оценки. Его также обычно приваривают к углеродистой стали на тех же работах. Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
Например, скоба из нержавеющей стали, приваренная к зданию, в котором находятся трубы из нержавеющей стали. Вот различные типы электродов из нержавеющей стали. Нержавеющая сталь обычно сваривается электродами следующих классов:
- ER308L
- ER309L
- ER316L
ER308L и ER308LSI MIG Сварки. Это не тот блестящий материал, который большинство людей считают нержавеющей сталью. Обычно он используется в промышленных целях, и время от времени на нем появляются пятна ржавчины. На изображении слева нержавеющая сталь 304, сваренная проволокой серии ER308L. Обозначение провода следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 308 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
 По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.Сварка MIG из нержавеющей стали с использованием электрода 308L в газе C2.
Электроды для сварки MIG ER309L и ER309Si Назначение и применение (сварка разнородных металлов)
Серия 309 имеет универсальное обозначение, поскольку она используется для сварки нержавеющей стали с низкоуглеродистой или нержавеющей стали с углеродистыми или низколегированными сталями. Он сваривает нержавеющие стали марок от 304 до 310, когда это необходимо, или сваривает разнородные металлы вместе, где это необходимо. Недостатком использования этого электрода для сварки стали с нержавеющей сталью является шероховатость внешнего вида сварного шва. Он выполняет свою работу, но независимо от того, насколько сильно вы включаете машину, кажется, что она холодная. Независимо от того, что вы делаете, сварные швы кажутся грубыми по сравнению со сваркой нержавеющей стали с нержавеющей сталью. Чаще всего используется тот же газ C2 или 2% углекислого газа и 98% аргон. Есть много других вариантов (некоторые лучше) для газа, но чаще всего используется C2. Вот обозначение электрода:
- ER — Электрод или присадочный стержень, который используется либо при сварке MIG, либо при сварке TIG с подачей проволоки.
- 309 – Марка электрода из нержавеющей стали.
- L – Низкоуглеродистый.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Электроды для сварки MIG ER3016L и ER316LSi Назначение и применение
Эти электроды из нержавеющей стали в основном используются для сварки высококачественных нержавеющих сталей, главным образом, в пищевой промышленности и в судостроении. Основными металлами сварных швов ER316 являются нержавеющие марки 304, 305, 308, 310, 312, 314, 316, 317, 321, 347 и 348. Что касается газов, то наиболее широко используется С2 (2% двуокиси углерода и 98% аргона). Есть много других смесей на выбор, и все зависит от того, что может предложить поставщик сварки. Обозначение проводов для ER316L и ER316LSI следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 316 – Марка электрода из нержавеющей стали. Это пищевой и настоящий морской сорт. Но нигде не лучший сорт нержавейки.
- L – Низкоуглеродистый. Содержание углерода — это то, что вызывает пятна ржавчины на нержавеющей стали.
- Si – (опционально) Иногда добавляется «Si», что означает высокое содержание силикона. По сути, это помогает сварному шву лучше проникнуть в металл. Это как увеличить огонь и подержать стороны подольше.
Выбор алюминиевых электродов для сварки MIG и проволоки
Выбор алюминиевых электродов для сварки MIG довольно прост. Существует два типичных варианта:
Существует два типичных варианта:
- ER4043
- ER5350
Теперь есть и другие варианты, но редко когда требуются какие-либо другие электроды. Что касается выбора газа, это всегда 100% аргон. Если вы свариваете алюминий толще 1/2 дюйма, вы можете попробовать аргон-гелиевую смесь. В большинстве случаев 100% аргон — это то, что используют большинство верфей, электростанций и производственных цехов, независимо от толщины алюминия. Вот обозначения алюминиевых электродов:
ER4043 Электрод для сварки MIG Назначение и применение
ER4043 — наиболее часто используемая присадочная проволока для сварки MIG. Сваривает алюминий марок 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Может также использоваться для сварки литого алюминия марок 43, 214, 355 и 356. Используемый газ всегда 100% аргон и в редких случаях смесь гелия и аргона можно использовать на неблагородных металлах толще ½ дюйма. Электроды классифицируются и обозначаются следующим образом:
- ER – Электрод или присадочный стержень, который используется либо при сварке MIG с подачей проволоки, либо при сварке TIG.
- 4 – Серия алюминий. Этот электрод изготовлен из алюминия серии 4000.
- 043 – Этот номер указывает количество силикона, добавленного в электрод. В алюминиевые сплавы серии 4000 добавлен силикон.

ER5350 Сварочный электрод MIG Назначение и применение
ER4043 — наиболее часто используемая присадочная проволока MIG. Он сваривает алюминий марок 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454, 5456. В большинстве случаев используется 100% аргон, а в редких случаях смесь гелия и аргона может использоваться для сварки основных металлов толще ½ дюйма. Обозначение электродов следующее:
- ER – Электрод или присадочный стержень, используемый при сварке MIG с подачей проволоки или TIG.
- 5 – Серия алюминий. Этот электрод изготовлен из алюминия серии 5000.
- 356 – Этот номер указывает количество магния, добавленного в электрод. В алюминиевые сплавы серии 5000 добавлен магний, чтобы сделать этот сплав.
