Содержание
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
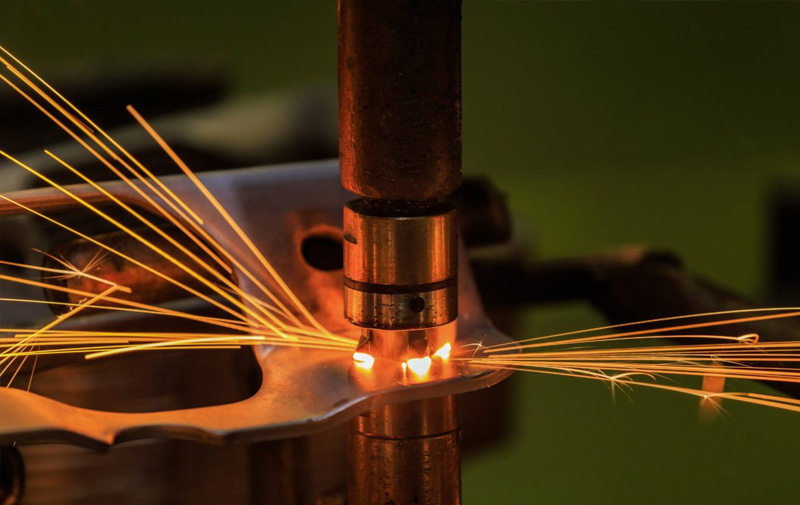
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.

- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.

Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т. д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 д., что снижает расходы и экономит время;
д., что снижает расходы и экономит время;
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.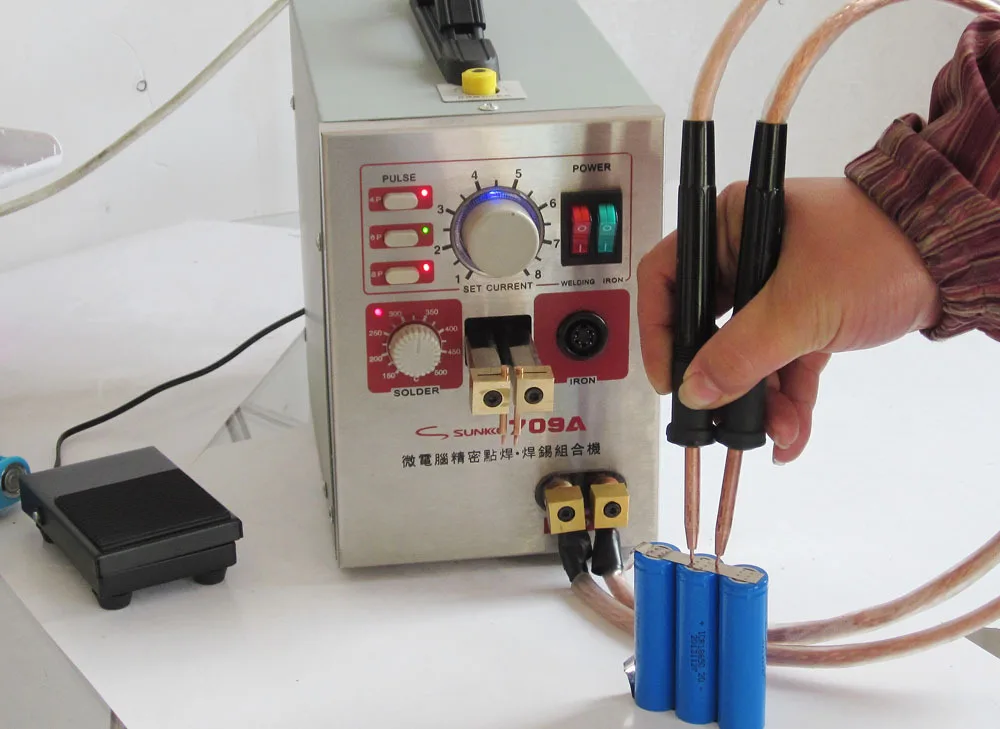
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 3
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.
Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен. Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 Скорость формирования сварных точек может достигать несколько сот за минуту.
Скорость формирования сварных точек может достигать несколько сот за минуту.
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции. Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 3
Что это? И как это работает?
Точечная сварка обычно используется для сварки листового металла. Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Это простой процесс, но есть много причин, по которым что-то может пойти не так, если у вас нет опыта точечной сварки.
Эта статья расскажет вам об основах процесса точечной сварки и о том, как он работает, о типичных применениях, подходящих материалах и типичных проблемах, с которыми вы можете столкнуться.
Что такое точечная сварка?
Электроды медные для точечной сварки
Точечная сварка — это процесс сварки сопротивлением, используемый в основном для сварки двух или более металлических листов вместе. Это достигается приложением давления и электрического тока к зоне точечной сварки. Необходимое тепло вырабатывается внутренним сопротивлением металла электрическому току.
Электрический ток и давление подаются электродами из медного сплава, наконечники которых расположены на противоположных сторонах металлических деталей. Вырабатываемое тепло плавит металл, в то время как давление электродов сжимает расплавленный металл, образуя сварной шов.
Это называется точечной сваркой, потому что этот метод сварки создает крошечный точечный сварной шов, который выглядит как точка. Сварной шов, созданный между медными электродами, также иногда называют самородком.
Сварной шов, созданный между медными электродами, также иногда называют самородком.
Для чего используется точечная сварка?
Роботизированная точечная сварка для сборки каркаса кузова автомобильной детали
Точечная сварка используется для соединения электропроводящих металлических листов и проволочных сеток. Обычно он используется для сварки тонких металлов, но толщина более 1 дюйма возможна только при использовании специального оборудования для тяжелых условий эксплуатации.
В основном используется для производства автомобилей. У одного автомобиля обычно более 1000 точечных сварных швов на панелях кузова. С помощью роботов для точечной сварки это делается за считанные секунды. Но мастерские по обработке листового металла используют менее изощренные методы при работе с кузовом автомобиля.
Точечная сварка сопротивлением также используется в таких отраслях, как аэрокосмическая, железнодорожная, обрабатывающая, электронная, строительная, аккумуляторная и других. Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Почти повсеместно роботы для точечной сварки завершают этот процесс сварки в промышленных условиях.
Ручной аппарат для точечной сварки является полезным дополнением к любому сварочному цеху. Хотя он не автоматизирован, он может помочь вам создавать сложные формы с меньшими усилиями по сравнению со сваркой TIG или MIG. Кроме того, большинство работ, требующих контактной точечной сварки, трудно выполнить без нее.
Pros
- Точечная сварка сопротивлением позволяет за короткое время передать высокую энергию в сосредоточенное место
- Сваривает любой токопроводящий металл
- Относительно прост в исполнении – снижает требуемые навыки оператора
- Экономит время и усилия по сравнению с другими процессами сварки
- Наилучший метод для достижения надлежащей прочности сварного шва с тонким металлом без прожога
- Доступно множество типов электродов для точечной сварки для сварки различных металлических сплавов
- Обеспечивает быструю и эффективную сварку
- Электроды решают проблему теплопроводности, отводя тепло от места сварки
- Сварка сопротивлением создает контролируемые воспроизводимые сварные швы
- Это проверенный и проверенный временем процесс сварки с большим количеством доступной литературы
- Высокоэффективное использование сварочного тока
Минусы
- Нельзя точечно сваривать металл, если одна сторона недоступна
- Точечная сварка сопротивлением может упрочнить самородок и материал вокруг него, что приведет к трещинам
- Может повлиять на химические и физические свойства металла заготовки. Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
- Выдает очень маленькое напряжение (1-20В). Таким образом, любое колебание может повлиять на качество точечной сварки
- В зависимости от типа и толщины металла может потребоваться частый ремонт
 Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металлов
Коррозионная стойкость может быть снижена при использовании нержавеющей стали, алюминия и других металловКак работает точечная сварка?
Давайте рассмотрим процесс точечной сварки, начав с обзора типичного аппарата ручной точечной сварки. Это простой трехэтапный процесс, но он также имеет много переменных, о которых я расскажу ниже.
Основные сведения о точечной сварке
Сердце всех аппаратов для точечной сварки состоит из блока питания и сварочных электродов. Трансформатор увеличивает выходную силу тока примерно до 10-12 000 А, но снижает напряжение где-то между 1-20 В. Цифры будут различаться в зависимости от типа, марки и модели аппарата для точечной сварки.
Типичный переносной аппарат для точечной сварки, который вы, вероятно, будете использовать, также будет включать в себя трансформатор, электрододержатели, электроды, рычаг и баллон давления.
Эти ручные машины имеют меньшую мощность, чем промышленное оборудование для точечной сварки сопротивлением.
Выравнивание заготовок и металлических листов
Перед выполнением первой контактной точечной сварки необходимо выровнять заготовки. Имейте в виду, что возможны деформации и искажения.
Первые несколько точечных сварных швов должны быть расположены стратегически. Если возможно, расположите их так, чтобы одна мешала другой деформировать металл.
Повторное использование листового металла затруднено, если сварной шов смещен. Лучше начинать со свежих металлических кусочков, чтобы заготовка покоробилась.
Применение давления электрода
Далее вы должны выбрать тип электрода и приложить давление к точке, где вы хотите сделать точечную сварку. В большинстве случаев вы можете использовать стандартные медные электроды. Но в зависимости от свариваемого металла может потребоваться использование вольфрамово-медных, вольфрамовых или молибденовых электродов.
Существуют также медно-хромовые и медно-хромо-циркониевые электроды, применяемые при сварке высоко- и низкоуглеродистых сталей. Стандарт ISO 5182 подробно описывает все электроды для контактной сварки.
После того, как вы точно поместите кончики электродов на металл, вам нужно применить давление. Вы достигаете этого, используя рычаг при работе с переносным аппаратом для точечной сварки.
Пропускание тока через электроды
Щелчок переключателя позволяет току проходить через электроды в металлические детали. Внутреннее сопротивление плавит металл, а давление электродов затвердевает.
Количество тепла, выделяемого металлом, зависит от электрического сопротивления металла, теплопроводности и продолжительности подачи тока. Теплота выражается следующим уравнением:
Q = I2Rt
«Q» — тепло, «I» — ток, «R» — электрическое сопротивление, а буква «t» обозначает продолжительность приложенного тока.
Переменные для точечной сварки
Весь процесс точечной сварки можно изменить, применяя различное давление, электрическую мощность и продолжительность тока. Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Эти модификации позволяют сваривать разные виды металла, толщину и добиваться разных результатов точечной сварки.
Сила электрода
Сила электрода сжимает металлические листы вместе, и вам придется приложить значительное усилие, чтобы получить качественный сварной шов. Чем сильнее приложенная сила, тем ниже сопротивление из-за лучшего контакта и меньшего выделения тепла. Поэтому, если проект требует более высокого усилия на электроде, вам необходимо увеличить ток, чтобы компенсировать более низкое сопротивление металла.
Типичное усилие составляет около 90 Н на мм2. Однако благодаря «грибовидному» наконечнику электрода на аппарате для точечной сварки площадь поверхности контакта между электродом и листовым металлом увеличивается по мере сварки. Это связано с тем, что поверхность металла будет трансформироваться, чтобы соответствовать форме наконечника электрода, и стороны наконечника также будут соприкасаться с металлом. Таким образом, чтобы сохранить одинаковое усилие электрода на детали во время процесса сварки, вам необходимо постепенно увеличивать приложенное усилие.
Время сжатия
Время сжатия — это интервал между моментом, когда вы прикладываете усилие к электроду, и началом протекания тока. Задержка сварочного тока необходима, потому что она позволяет достичь надлежащего усилия на электроде. Это также помогает при износе электродов, искрении и межфазном вытеснении.
Хотя увеличение времени обжатия улучшает качество точечной сварки, оно увеличивает стоимость точечной сварки. В основном это связано с тем, что это занимает больше времени и приводит к уменьшению количества сварных швов в единицу времени.
Время сварки
Время сварки – это период, в течение которого через металлические детали протекает активный электрический ток. Он рассчитывается с использованием циклов линейного напряжения. Время сварки трудно определить, поскольку оно зависит от реакции точки сварки.
Факторы, которые необходимо учитывать при определении времени сварки:
- Время сварки должно быть как можно короче. Это предотвращает проплавление, коробление и защищает электроды
- При сварке толстого листа должна получиться крупка большого диаметра
- Если ваше оборудование не может обеспечить необходимый сварочный ток и усилие электрода, вы можете компенсировать это увеличением времени сварки до точки
- При сварке листового металла толщиной более 2 мм может потребоваться разделение времени сварки на несколько импульсов во избежание перегрева
 Это предотвращает проплавление, коробление и защищает электроды
Это предотвращает проплавление, коробление и защищает электроды.
Время выдержки
Время выдержки необходимо для затвердевания сварного шва. Этот период начинается после окончания времени сварки, а электроды еще приложены к металлу.
Электроды охлаждают сварной шов, отводя тепло от пятна. Не следует перебарщивать со временем выдержки, поскольку слишком большой приток тепла к электродам может ускорить их износ. Кроме того, если свариваемый металл имеет высокое содержание углерода, длительное время выдержки может привести к хрупкости сварных швов.
Точечная сварка различных материалов
Возможна точечная сварка ряда металлов и сплавов. Но для достижения качественных контактных сварных швов требуется особый подход для каждого типа металла.
Углеродистая сталь
Низкоуглеродистая сталь используется во всех процессах сварки, включая контактную точечную сварку. Благодаря высокому электрическому сопротивлению и низкой теплопроводности мягкая сталь идеально подходит для точечной сварки.
Стали с более высоким содержанием углерода (>0,4 %) плохо поддаются точечной сварке. Они имеют тенденцию образовывать твердые и хрупкие микроструктуры при сильном тепловом воздействии. Поэтому требуется специальная термообработка после сварки, чтобы уменьшить вероятность растрескивания. Это делает высокоуглеродистую сталь непригодной для точечной сварки.
Оцинкованная сталь покрыта цинком и требует более высокого электрического тока, чем сталь без покрытия. Это сложная задача для точечных сварщиков, потому что медные электроды быстро разрушаются при контакте с цинковыми сплавами. Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Электроды приходится часто заменять или «заправлять» резаком. С помощью резака удаляются загрязненные поверхности и изменяется форма электрода.
Нержавеющая сталь
Нержавеющая сталь чувствительна к высоким концентрированным источникам тепла. Но можно точечной сваркой. Существует множество методов и переменных, которые необходимо правильно настроить в зависимости от типа нержавеющей стали, толщины и требований к отделке. При работе с этим металлом всегда полезно получить спецификацию производителя и проверить предлагаемые требования к сварке.
Медно-кобальт-бериллиевые электроды часто используются для точечной сварки нержавеющей стали. Они обеспечивают оптимальную прочность на растяжение и электропроводность.
Алюминий
Алюминий является наиболее сложным металлом для точечной сварки. Это потому, что это отличный проводник тепла и электричества. Электричество проходит через него без особого сопротивления, и выделяется меньше тепла. Кроме того, тепло быстро рассеивается от сварного шва и затрудняет формирование жидкой лужи.
Единственный способ точечной сварки алюминия — использовать в два-три раза больший сварочный ток, чем при сварке стали. Вот почему для этого требуется аппарат для точечной сварки с трехфазным входом. Кроме того, аппарат точечной сварки должен иметь конденсаторную систему. Это позволяет ему «заряжаться» и накапливать электричество, а затем мгновенно разряжать значительное количество энергии. В результате генерируемая мощность будет выше, чем может проводить алюминий, и листы будут сплавляться друг с другом.
Точечная сварка сопротивлением любого алюминиевого сплава значительно ухудшает качество электродов уже после нескольких сварок. Поэтому точечная сварка алюминия в больших объемах не является приемлемым вариантом.
Медь
Медь можно сваривать точечной сваркой. Но неудивительно, что стандартные медные электроды для точечной сварки не работают. Молибденовые и вольфрамовые электроды являются основным выбором для точечной сварки меди. Эти металлы имеют высокое электрическое сопротивление и температуру плавления.
Распространенные проблемы при точечной сварке
Некоторые из наиболее заметных проблем при точечной сварке:
- Брызги ухудшают внешний вид
- Стоимость электродов может быстро возрасти
- Снижение качества сварки из-за смещения электрода
- Холодные сварные швы исключительно слабые
- Вдавление электрода на металлической поверхности
- Сварка слишком близко к краю может ухудшить качество сварки
Завершение сварки
Точечная сварка — это специализированный процесс, используемый в основном для листового металла, который хорошо подходит для определенных применений. Но в отличие от сварки MIG или TIG, она не подходит для широкого спектра применений.
Шовная сварка представляет собой аналогичный процесс, основанный на тех же принципах, но обеспечивающий линейный сварной шов. Область контактной сварки шире и использует дисковые или «роликовые» электроды. Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Таким образом, точечная сварка — не единственный метод, основанный на внутреннем сопротивлении металла для выделения тепла.
Другие методы сварки
Холодная сварка
Что такое точечная сварка? Тщательное понимание
Последнее обновление
Точечная сварка, также известная как сварка электрическим сопротивлением, считается одной из старейших форм сварки. Сварщики считают этот метод наиболее эффективным при соединении двух или более металлических листов. Этот метод включает применение огромного давления, тепла и электрического тока через металлические листы. Делая это, вы устраните сопротивление металлических листов, что приведет к плавлению.
Точечная сварка на протяжении многих лет используется в различных отраслях народного хозяйства. Такие предприятия, как разработка автомобилей в обрабатывающей промышленности, используют точечную сварку листового металла.![]() По завершении листового проката полученный сварной шов используется для изготовления кузовов транспортных средств.
По завершении листового проката полученный сварной шов используется для изготовления кузовов транспортных средств.
Как работает точечная сварка?
Во-первых, давайте разберемся с этапами процесса точечной сварки. Вот обзор.
1. Выравнивание заготовок и металлических листов
Перед началом сварки все заготовки и металлические листы выравниваются соответствующим образом. Это действие имеет решающее значение, поскольку после того, как листы будут сварены вместе, их отсоединение будет невозможно. Если вы не выровняете свои заготовки правильно, вам может потребоваться повторить процедуру заново, используя новые металлические листы.
2. Прижимные электроды
Процесс прохождения электродов включает в себя выбор подходящих электродов для сварки ваших заготовок. Большинство сварщиков предпочитают использовать электроды из чистой тугоплавкой меди из-за их повышенной способности сопротивляться окислению и удерживать тепло. Эти электроды также идеальны, так как они содержат части молибдена (Mo). Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслаивания.
Известно, что МО имеет высокую температуру плавления, достаточную для предотвращения расслаивания.
3. Обеспечение протекания тока через электроды
В этом процессе вам необходимо расположить электроды в правильно отведенных для них местах. Наступите на правую кнопку на вашем сварочном аппарате, чтобы произвести необходимый электрический ток. Ступенька будет генерировать электрический ток высокого напряжения. Затем ток течет через электроды и металлические стержни в металлические листы. В результате сопротивления металла электрическому току выделяется тепло для расплавления металлического листа и образования сварного шва.
Вырабатываемое тепло ограничивается только площадью контакта между электродом и сварным швом. Прижимайте электроды к металлическим листам с разумной силой, чтобы получить качественный выход. На этапе выдержки выключите ток, поддерживая давление, чтобы сваренный самородок остыл.
Тип деталей, с которыми вы будете работать во время точечной сварки, будет определять тип и величину используемого тока. Например, количество времени, в течение которого протекает ток, определяется толщиной заготовки. Как только все ваши листы будут точно сварены, снимите и переместите электроды, чтобы подготовиться к новому сеансу сварки.
Например, количество времени, в течение которого протекает ток, определяется толщиной заготовки. Как только все ваши листы будут точно сварены, снимите и переместите электроды, чтобы подготовиться к новому сеансу сварки.
Материалы, используемые при точечной сварке
Существуют различные виды сырья для точечной сварки. Помимо металлических, вы можете использовать сталь, никелевые сплавы, титан и проволочную сетку. Сталь широко используется в автомобильной промышленности из-за ее высокого электрического сопротивления и плохой проводимости. Автомеханики предпочитают низкоуглеродистую сталь высокоуглеродистой стали, потому что она не трескается.
Точечная сварка также может быть затруднена из-за различных факторов. Самые распространенные из них включают использование оцинкованной стали и алюминия. Эти материалы требуют высокого уровня электрического тока для сварки и более длительного времени сварки, в отличие от сварки стали.
Другим фактором является неподходящая толщина сварочных материалов. Точечная сварка требует использования материалов толщиной близкой к 3 мм. Если вы используете листы разных размеров, всегда соблюдайте соотношение 3:1, чтобы получить качественные сварные швы.
Точечная сварка требует использования материалов толщиной близкой к 3 мм. Если вы используете листы разных размеров, всегда соблюдайте соотношение 3:1, чтобы получить качественные сварные швы.
Авторы и права: Fusionstudio, Shutterstock
Параметры точечной сварки
1. Сила электродов
Сила электродов относится к количеству энергии, необходимой для слияния или сплавления металлических листов. Чем выше количество энергии, тем больше тепла будет выработано. В этом случае инженеры должны быть предельно осторожны, чтобы не поставить под угрозу качество сварного шва.
Иногда требуется увеличить сварочный ток, чтобы увеличить усилие сварки. Убедитесь, что увеличение находится на умеренном уровне, чтобы уменьшить образование брызг между листами и электродами. В случае образования брызг электроды прилипнут к металлическим листам и испортят окончательный шов.
Точечная сварка также требует применения минимального давления. Минимальное давление помогает сохранить электрический ток и тепло, выделяемое металлическими листами и электродами. Приложение большого давления создает маленькое пятно, которое снижает проварную способность сварного шва.
Приложение большого давления создает маленькое пятно, которое снижает проварную способность сварного шва.
2. Время сжатия
Время сжатия, также называемое запрограммированным временем сжатия, представляет собой разницу между начальным усилием электрода и начальным током на заготовке. Этот параметр действует путем стабилизации сварочного наконечника перед подачей на него электрического тока. Пропуск этого шага может привести к искривлению, преждевременному износу электрода или межфазному выталкиванию.
Увеличение продолжительности обжатия необходимо для получения качественных сварных швов. С другой стороны, это расширение также может привести к увеличению эксплуатационных расходов и уменьшению количества сварных швов за сеанс. Ограничение времени обжатия может привести к выбросу металла или получению некачественных сварных швов. Убедитесь, что вы заранее запрограммировали время сжатия перед началом сварки. Программирование осуществляется от источника питания, чтобы обеспечить эффективную стабилизацию силы электрода.
3. Время сварки
Время сварки – это продолжительность подачи электрического тока на заготовки или металлические листы. Это время обычно рассчитывается с использованием циклов линейного напряжения. Однако точно рассчитать время сварки сложно. Он в значительной степени зависит от активности, проводимой вокруг места сварки.
При определении времени сварки необходимо учитывать следующие факторы:
- Тип и сила тока должны обеспечивать качественный сварной шов
- Убедитесь, что время сварки очень короткое
- При сварке толстых листов время сварки необходимо для получения крупки большого диаметра
- Выберите параметры, снижающие вероятность износа электродов
- Изменить продолжительность сварки во время автоматической зачистки наконечника и сохранить постоянное значение контактной поверхности электрода
4. Время выдержки
Время выдержки — это период после сеанса сварки. В это время электроды остаются прикрепленными к металлическому листу для постепенного охлаждения зоны сварки. После того, как расплавленная масса затвердеет, перед началом нового сеанса снимите свариваемые детали с поверхности сварки.
После того, как расплавленная масса затвердеет, перед началом нового сеанса снимите свариваемые детали с поверхности сварки.
Превышение времени выдержки приведет к ненужному распространению тепла по сварному шву. Это распространение тепла может привести к нагреву электродов и их износу. Высокоуглеродистые материалы требуют небольшого времени выдержки. Такие материалы начинают трескаться и становятся хрупкими при длительных сеансах выдержки. Удаление электродов до затвердевания зерен может привести к разрыву сварных швов или к получению непрочных сварных швов.
Авторы и права: Прафан Джампала, Shutterstock
Применение точечной сварки
1. Производство электроники
Точечная сварка широко используется для изготовления таких изделий, как газовые датчики, солнечные панели, переключатели, высоковольтные кабели и печатные платы. Известно, что этот метод обладает высоким электрическим сопротивлением, что делает его идеальным для изготовления сложных и чувствительных электронных изделий.
2. Наплавление гвоздей
Значительная часть населения не осведомлена о том, что точечная сварка является одним из способов соединения рулонов гвоздей. Приварка стальной проволоки к гвоздям обычно выполняется на высоких скоростях с использованием пневматических магазинов для гвоздезабивных пистолетов. Чтобы увеличить количество производимых гвоздей, сварщики могут использовать круги для шовной сварки. Использование этих колес гарантирует производительность около 1200 гвоздей в минуту.
Перед тем, как начать процесс сплавления гвоздей, убедитесь, что подается точный электрический ток. Фокус вашего электрического тока должен быть в основном в точке, где гвоздь находится под сварочным кругом. Пристальное внимание к электрическому току приведет к точной фиксации гвоздей в готовности к сплавлению.
3. Автомобильная промышленность
Точечная сварка широко известна в автомобилестроительной отрасли, поскольку ее стоимость невелика и легкодоступна. Этот метод также является быстрым и обеспечивает эффективный и простой способ сварки листового металла для производства автомобилей. Производители также могут извлечь выгоду из небольшого времени, затрачиваемого на использование этого метода, и разработать больше автомобилей за смену, что приведет к максимизации прибыли.
Производители также могут извлечь выгоду из небольшого времени, затрачиваемого на использование этого метода, и разработать больше автомобилей за смену, что приведет к максимизации прибыли.
Точечная сварка не требует особых навыков. Этот метод может эффективно использоваться даже обученным персоналом или запрограммированными роботами, что обеспечивает бесперебойную работу производственного процесса.
4. Лечение зубов
Точечная сварка применяется в зуботехнических лабораториях для нескольких видов лечения. Этот метод используется для нагрева или ремонта ортодонтических материалов с помощью электропайки. Ортодонт может использовать аппарат для точечной сварки для отжига проволоки, используемой для крепления зубных имплантатов.
5. Производство аккумуляторов
Электрическое сопротивление используется для точечной сварки полос с никель-металлогидридными, литий-ионными аккумуляторами или никель-кадмиевыми элементами при производстве аккумуляторов. Точечная сварка приваривает тонкие никелевые полоски к клеммам аккумулятора. Этот метод широко предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Точечная сварка приваривает тонкие никелевые полоски к клеммам аккумулятора. Этот метод широко предпочтительнее обычного процесса пайки, поскольку он предотвращает частый нагрев батареи.
Преимущества использования точечной сварки
- Быстрый метод
Известно, что точечная сварка дает результаты за короткое время. При точечной сварке выделяемого тепла достаточно для равномерного и быстрого последовательного соединения двух металлических листов. Несмотря на быстроту метода, заготовки никогда не деформируются.
- Легко понять
Точечная сварка является одним из старейших и хорошо известных способов сварки. Этот метод хорошо определен и легко применим для сварки различных тонких металлов, таких как никель и нержавеющая сталь. Поскольку этот метод прост для понимания и применения, он широко используется в нескольких секторах, таких как авиация, автомобилестроение, строительство.
- Доказано и протестировано
Точечная сварка отличается высокой совместимостью, эффективностью и однородностью. По сей день все заинтересованные стороны в области точечной сварки проделали большую работу, чтобы проверить и доказать, что этот метод является лучшим.
- Энергоэффективность
Сварка методом электрического сопротивления требует минимального количества энергии и электричества. Этот метод обеспечивает гораздо более эффективное использование электричества и энергии, чем другие методы сварки, такие как MIG и TIG.
- Экономичный
Точечная сварка снижает производственные затраты инженеров, поскольку она относительно дешева в эксплуатации. Этот процесс также позволяет вам включать роботов, которые увеличивают производственные мощности. По этой причине точечная сварка легко сочетается с другими сложными методами производства, особенно в таких областях, как сборочная линия производства.
Недостатки сварки трением
- Требуется большая рабочая зона
Точечная сварка не может выполняться в небольшом или ограниченном рабочем пространстве. Метод предполагает использование большого количества тепла и вредных газов. Таким образом, этот метод требует, чтобы у вас была большая и хорошо вентилируемая рабочая зона.
- Может быть опасным
Сварочные пистолеты, используемые для точечной сварки, тяжелые и требуют большой силы при их использовании. Такие характеристики делают метод очень опасным, особенно для пожилых сварщиков. Большое количество тепла, выделяемое во время сварки, может вызвать серьезные ожоги при попадании на кожу сварщика.
Сварщики также всегда находятся рядом с опасными дымами и искрами, которые представляют значительный риск для их здоровья. К другим рискам для сварщиков относятся аварии и травмы, особенно рук и пальцев.
- Точечная сварка может быть слабой
Точечная сварка не подходит для сварки более толстых материалов. Окончательный сварной шов будет низкого качества, так как точечный сварной шов не проварится должным образом. Из-за этой слабости проекты, выполненные с использованием точечной сварки, легко ломаются, что требует регулярного ремонта.
Окончательный сварной шов будет низкого качества, так как точечный сварной шов не проварится должным образом. Из-за этой слабости проекты, выполненные с использованием точечной сварки, легко ломаются, что требует регулярного ремонта.
Часто задаваемые вопросы
1. Возможна ли точечная сварка толстых материалов?
Точечная сварка в основном используется для соединения тонких материалов толщиной около 3 миллиметров. При сварке компонентов разных размеров следите за тем, чтобы соотношение толщин не превышало 3:1. Прочность окончательного сварного шва будет зависеть от количества и размера каждого материала. Конечный продукт должен иметь диаметр точечной сварки от 3 мм до 12,5 мм.
2. Можно ли точечной сваркой алюминия?
С годами сварочная промышленность постепенно перешла от использования стали к использованию алюминия. Эта замена произошла во многих приложениях, таких как производство автомобилей, где вес является важным компонентом. Большинство сварщиков предпочитают использовать трехфазную электроэнергию для точечной сварки и изготовления легких алюминиевых изделий.
Большое количество электроэнергии, необходимой для такой сварки, делает точечную сварку наиболее подходящим методом. Время оборота, в течение которого точечная сварка подает электрический ток, составляет 0,1 секунды или меньше.
3. Как работает аппарат для точечной сварки?
Сварка сопротивлением связана с сопротивлением материала протеканию тока. В этом процессе окончательный сварной шов формируется путем сочетания давления, времени и тепла. Сопротивление материала приведет к образованию локализованного тепла для плавления материалов. Свариваемые детали обычно удерживаются давлением, оказываемым наконечниками электродов и щипцами.
Наконечники электродов и щипцы также служат проводниками, по которым протекает электрический ток во время цикла сварки. Несколько факторов обычно определяют продолжительность сварки. К этим факторам относятся:
- Толщина материала
- Площадь поперечного сечения контактных поверхностей сварочного наконечника
- Тип и величина тока
Заключение: точечная сварка
Точечная сварка лучше всего применяется, когда вам нужны сварные швы с малым поперечным сечением.