Содержание
Технологии резки металла | ТД СпецСплав
За долгие годы развития металл превратился из материала для оружия в неотъемлемую часть обустройства социума. Промышленность, кораблестроение и автомобилестроение, строительство даже внешнее оборудование дома требует значительной доли этого материала. Налаженная добыча и процесс производства постоянно наполняют отечественную экономику свежей партией металла, который благодаря высокотехнологичному оборудованию превращается в любую форму. Оборудование этой сферы всего несколько лет назад можно было встретить только в книгах жанра научная фантастика, а сегодня оно успешно эксплуатируется. Резка металла – это процесс, который требует постоянного инновационного развития с целью повышения продуктивности производства. Ежегодно запросы в потреблении металла растут, а резка является важной составляющей любого процесса обработки этого материала. Вместе с продуктивностью соседствует оперативность и удобство, такие требования выдвигает современное производство к процессу обработки листа металла.
Металл является очень прочным материалом, и это качество позволило ему стать незаменимым во многих производственных сферах. Для того чтобы придать металлу желаемую форму, его необходимо разрезать.
Резка металла подразумевает процесс отделения частей от литого, сортового или листового металла. Существует несколько возможных способов разделения металла на части, каждый из которых отличается по способу, скорости, эффективности.
Механческая резка — просто и бюджетно
Самым доступным способом является механическая резка (ножницами или пилой по металлу, резцами, «болгаркой»). Данный вариант является малоэффективным и используется чаще всего для резки металла в бытовых целях, либо для листового металла, толщина которого не превышает шести миллиметров (строительство ограды, забора, замена труб, работа с металлической сеткой и проволокой и прочее). Основное преимущество заключается в том, что разрезать металл можно самостоятельно. Однако разрезать можно только не толстый металл.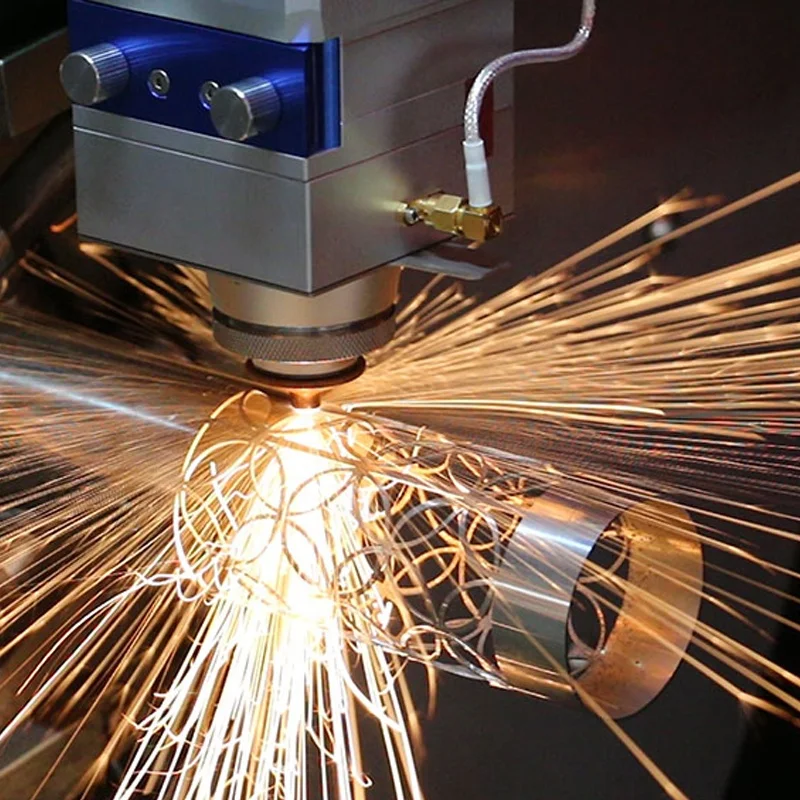
В механической резке существует несколько типов ножниц, их еще называют гильотины. Суть заключается в том, что деление на части осуществляется ножом (ножницами), при этом металл необходимо зафиксировать на столе. Края получаются достаточно ровными. Основное преимущество заключается в том, что получить кривой срез невозможно.
Ленточнопильная резка — точность и эффективность
Ленточнопильная резка основана на использовании специального станка, состоящего из ленточной пилы, натянутой на шкивы. Станок управляется электроникой, все параметры задаются в компьютер, при этом необходимо точно выбирать шаг зубьев режущего полотна. Основными преимуществами такого станка являют возможность резки металла под определенным углом, простое обслуживание, сравнительно невысокая стоимость и вполне хорошая производительность.
Газокислородная резка — скорость и мощь без альтернатив
Газокислородная резка относится к термическому виду. Суть заключается в резке предварительно нагретого металла кислородом, одновременно он ликвидирует появляющиеся оксиды. Необходимо правильно подбирать параметры расхода воздуха и газа, скорость передвижения сопла. Преимущества заключаются в очень высокой производительности, возможности резки до пятисот миллиметров металла, а также в достаточно ровной поверхности реза.
Необходимо правильно подбирать параметры расхода воздуха и газа, скорость передвижения сопла. Преимущества заключаются в очень высокой производительности, возможности резки до пятисот миллиметров металла, а также в достаточно ровной поверхности реза.
Плазменная резка – шаг навстречу будущему
К этому же виду относится плазменная резка. Суть заключается в резке металла путем его расплавления теплом от сжатой электродуги с последующим удалением остатков жидкого металла потоком плазмы (ионизированного газа). Преимущества заключаются в очень высокой производительности, более «чистой» резке, отсутствии необходимости заправлять газовые баллоны.
Изначально станки для плазменной резки были слишком громоздкими и сложными в работе, это определило их как малопривлекательных для массового использования. Но со временем эта технология изменялась и модернизировалась и теперь плазменная резка металла относиться к наиболее популярным способам. Сущность этого процесса заключается в разделении металла с помощью огромных температур, которых удается достичь, используя электричество. Под огромным напряжением электрическая дуга нагревает металл в месте соприкосновения, после чего тот легко поддается резке. Температура плазменной резки достигает отметки в 20 000 градусов, что позволяет разделять разные виды металлов. Плазменная резка отличается высокой точностью, небольшой кромкой разреза и отсутствием дополнительного загрязнения и деформации металла. Однако, этот вид относится к одному из наиболее затратных по энергии, что не позволяет определить его в качестве экономичного способа.
Под огромным напряжением электрическая дуга нагревает металл в месте соприкосновения, после чего тот легко поддается резке. Температура плазменной резки достигает отметки в 20 000 градусов, что позволяет разделять разные виды металлов. Плазменная резка отличается высокой точностью, небольшой кромкой разреза и отсутствием дополнительного загрязнения и деформации металла. Однако, этот вид относится к одному из наиболее затратных по энергии, что не позволяет определить его в качестве экономичного способа.
Лазерная резка металла — передовые технологии
Одним из самых распространенных является лазерная резка металла. Суть заключается в резке лазерным лучом металла на части. Основными преимуществами являются: очень маленький размер реза, высокая степень производительности, отличное качество разрезанной поверхности, края получаются идеально ровные, без шероховатостей или заусенцев.
Если плазменную резку можно назвать инновационной, то лазерная относится к технологиям будущего. Благодарю лазеру, резка металла происходит невероятно быстро и эффективно. Наименьшая ширина разреза позволяет рассчитывать на потрясающую точность работ, а возможность выбора как перманентного, так и импульсного луча позволяет подогнать продуктивность труда под требования каждого предприятия в отдельности. Этот способ имеет лишь один недостаток, который, впрочем, может стать определяющим для большинства предприятий. Речь идет о цене оборудования. Стоимость такого способа резки очень высока и непосильна для предприятий с единичными или мелкосерийными заказами.
Благодарю лазеру, резка металла происходит невероятно быстро и эффективно. Наименьшая ширина разреза позволяет рассчитывать на потрясающую точность работ, а возможность выбора как перманентного, так и импульсного луча позволяет подогнать продуктивность труда под требования каждого предприятия в отдельности. Этот способ имеет лишь один недостаток, который, впрочем, может стать определяющим для большинства предприятий. Речь идет о цене оборудования. Стоимость такого способа резки очень высока и непосильна для предприятий с единичными или мелкосерийными заказами.
Гидроабразивная резка — минимум недостатков
Ценовой фактор зачастую является определяющим в выборе технологии резки металла. Зачастую высокая стоимость определена дефицитностью составляющих процесса. В этом случае был разработан иной способ, который эффективно проводил резку металла, оставаясь при этом экономичным в денежном эквиваленте. Гидроабразивная резка базирована на использовании воды, что поддается под огромным давлением. Эта технология позволяет направить воду небольшой упругой струей, превращая безобидную влагу в эффективный резак. Для мягких материалов вода поддается абсолютно чистой, для более твердых заготовлен специальный песок, песчинки которого на огромной скорости разделяют материал. Резка с помощью воды отличается экономичностью, точностью, отсутствием дополнительного требования к оборудованию. Единственным же недостатком этого способа является потребность в запасах воды, особенно это важно, если речь идет о масштабном производстве.
Эта технология позволяет направить воду небольшой упругой струей, превращая безобидную влагу в эффективный резак. Для мягких материалов вода поддается абсолютно чистой, для более твердых заготовлен специальный песок, песчинки которого на огромной скорости разделяют материал. Резка с помощью воды отличается экономичностью, точностью, отсутствием дополнительного требования к оборудованию. Единственным же недостатком этого способа является потребность в запасах воды, особенно это важно, если речь идет о масштабном производстве.
Описание различных способов резки металла — лазерный, плазменный, ацетиленокислородный, механический, ручной
Резка металла представляет собой слесарную операцию разделения металлических изделий и заготовок на части. Резке подвергают листовые и профильные материалы различной толщины и размеров, трубы и круги, резьбовые шпильки и проволоку. В зависимости от вида оборудования, а также формы, размера и структуры материала операцию выполняют, используя такие технологии.
· Лазерная, плазменная и газом
· Механическая
· Ручная
Различают продольную и поперечную резку металлических заготовок и изделий. Операция может проводиться со снятием стружки и без ее снятия.
Лазерная резка представляет собой современную точную технологию раскроя металла с помощью луча лазера высокой мощности. Этот метод основан на воздействии сфокусированного луча лазера на подвергаемую обработке поверхность. В процессе происходит возгорание, плавление и испарение металла с удалением продуктов горения с помощью продувки.
Методом плазменной резки, в котором режущим инструментом является струя плазмы, можно вырезать объекты сложной формы из листов металла толщиной до 20 мм. Метод обеспечивает высокую производительность, узкий рез и предохраняет металл от деформации.
Ацетиленокислородным способом производят резку труб различного диаметра. Этот метод потребляет значительно больше энергии, чем лазерная или плазменная.
Для механической резки металла существует много различных машин, станков и оборудования. Ленточнопильные станки используют в основном для труб и кругов. Угловые шлифовальные машины (болгарки) с отрезными кругами по металлу применяют для резьбовых шпилек, толстой проволоки, проволочной сетки и профильного металла. Труборезы с режущими стальными дисками – для труб различного диаметра. Гильотины имеют предназначение для раскроя листового металла. Токарные станки превосходно выполняют порезку металлических прутков шестигранного и круглого сечения. Стационарные дисковые циркулярные пилы хорошо себя проявляют при их использовании на металлических профилях, трубах, кругах и квадратах, заготовках из цветных металлов.
Ручными ножницами выполняют резку тонких металлических листов и полос из стали толщиной 0,5-1,0 мм, оцинкованных профилей для гипсокартона, вязальной проволоки, металлических сеток и цветных металлов толщиной не более 1,5 мм. Для движения по прямой линии и по окружности с большим радиусом используют ножницы по металлу с криволинейными лезвиями. Для резки металла по прямой линии рекомендуется использовать левые ножницы.
Для резки металла по прямой линии рекомендуется использовать левые ножницы.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является
публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
© Компания Машкрепёж — основной поставщик крепежа в России, 1998-2019
Резка металлов: значение, история и принципы
РЕКЛАМА:
Прочитав эту статью, вы узнаете о:- 1. Значение резки металла 2. История резки металла 3. Типы процессов резки 4. Факторы 5. Методы 6. Принципы 7. Скорости.
Резка металлов :
Резка металла — это «процесс удаления нежелательного материала в виде стружки из блока металла с помощью режущего инструмента». Человек, который специализируется на механической обработке, называется машинистом. Помещение, здание или компания, где производится механическая обработка, называется механическим цехом.
Основные элементы, участвующие в этом процессе:
РЕКЛАМА:
(i) Металлический блок (заготовка).
(ii) Режущий инструмент.
(iii) Станки.
(iv) Смазочно-охлаждающая жидкость.
РЕКЛАМА:
(v) Скорость резания (основное движение).
(vi) Подача (вторичное движение).
(vii) Чипсы.
(viii) Закрепление и крепление.
ОБЪЯВЛЕНИЙ:
(ix) Рассеивание силы и энергии и
(x) Отделка поверхности.
Обязательными условиями для успешной резки металла являются:
(a) Относительное движение между заготовкой и режущим инструментом.
РЕКЛАМА:
(b) Материал инструмента должен быть тверже рабочего материала.
(c) Работа и инструмент должны жестко удерживаться приспособлением и приспособлениями.
(d) Острая Режущая кромка режущего инструмента.
(e) Первичное движение (скорость резания).
РЕКЛАМА:
(f) Вторичное движение (режущая подача).
Почти все продукты, произведенные методом удаления металла, прямо или косвенно. Основными недостатками способа являются потери материала в виде стружки.
История металлообработки:
История резки металла началась в Египте, где вращающееся устройство, называемое тетивой, использовалось для сверления отверстий в камнях.
История резки металла приведена в таблице 9.1:
Типы процессов резания (операций):
Механическая обработка — это не просто один процесс; это группа процессов. Существует множество видов механообработки. Каждый из них специализируется на создании определенной геометрии детали и качества обработки поверхности.
Некоторые из наиболее распространенных процессов резки показаны на рис. 9.1:
(i) Токарная обработка:
ОБЪЯВЛЕНИЙ:
Токарная обработка используется для создания цилиндрической формы. В этом процессе заготовка вращается, а режущий инструмент удаляет нежелательный материал в виде стружки. Режущий инструмент имеет одну режущую кромку. Скоростное движение обеспечивается вращающейся заготовкой, а движение подачи достигается за счет медленного перемещения режущего инструмента в направлении, параллельном оси вращения заготовки.
Режущий инструмент имеет одну режущую кромку. Скоростное движение обеспечивается вращающейся заготовкой, а движение подачи достигается за счет медленного перемещения режущего инструмента в направлении, параллельном оси вращения заготовки.
(ii) Бурение:
Сверление используется для создания круглого отверстия. В этом процессе режущий инструмент вращается и подается к заготовке, закрепленной в удерживающем устройстве. Режущий инструмент обычно имеет две или более режущие кромки. Инструмент подается в направлении, параллельном его оси вращения, в заготовку, чтобы сформировать круглое отверстие.
(iii) Сверление:
Растачивание используется для увеличения уже просверленного отверстия. Это тонкая отделочная операция, используемая на заключительном этапе производства продукта.
(iv) Фрезерование:
РЕКЛАМА:
Фрезерование применяется для снятия слоя материала с рабочей поверхности. Он также используется для создания полости в рабочей поверхности. В первом случае это известно как фрезерование слябов, а во втором — как торцовое фрезерование. В основном процесс фрезерования используется для получения плоской или прямой поверхности. Используемый режущий инструмент имеет несколько режущих кромок. Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
В первом случае это известно как фрезерование слябов, а во втором — как торцовое фрезерование. В основном процесс фрезерования используется для получения плоской или прямой поверхности. Используемый режущий инструмент имеет несколько режущих кромок. Скорость движения обеспечивается вращающейся фрезой. Направление движения подачи перпендикулярно оси вращения инструмента.
(v) Отрезка:
Отрезка предназначена для разрезания металла на две части. В этой операции заготовка вращается, а режущий инструмент перемещается радиально внутрь, чтобы разделить компоненты.
Факторы, влияющие на процесс резки металла:
Различные факторы или параметры, влияющие на процесс резания и, следовательно, качество поверхности и точность геометрии детали, приведены в таблице 9.2:
Независимые переменные:
РЕКЛАМА:
Основные независимые переменные:
(a) Материал режущего инструмента, форма, геометрия, углы.
(b) Материал заготовки, состояние, температура.
(c) Параметры резания, такие как скорость, подача и глубина резания.
(d) Смазочно-охлаждающие жидкости.
(e) Технические характеристики станков.
РЕКЛАМА:
(f) Закрепление и крепление.
Зависимые переменные:
На зависимые переменные влияют изменения независимых переменных.
Основные зависимые переменные:
(a) Типы образовавшейся стружки.
(b) Температурная зона на границе рабочего инструмента.
РЕКЛАМА:
(c) Износ и отказы инструмента.
(d) Поверхностная обработка.
(e) Сила и энергия в процессе резания.
Методы резки металлов :
Существует два основных метода резки металла, основанных на режущей кромке и направлении относительного движения между инструментом и заготовкой:
(i) Процесс ортогональной резки (двумерный)
РЕКЛАМА:
(ii) Процесс наклонной резки (трехмерный)
(i) Процесс ортогональной резки:
В процессе ортогонального резания режущая кромка перпендикулярна (90 градусов) направлению подачи.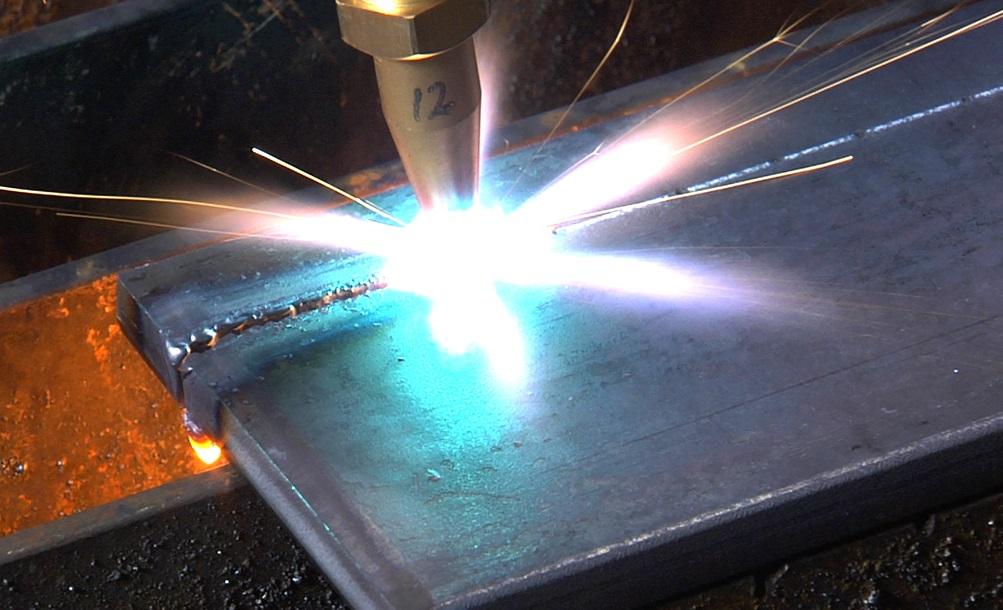 Стружка стекает в направлении, нормальном к режущей кромке инструмента. Идеально острый инструмент разрежет металл на поверхности стойки.
Стружка стекает в направлении, нормальном к режущей кромке инструмента. Идеально острый инструмент разрежет металл на поверхности стойки.
Процесс ортогональной резки показан на рис. 9.3. (а):
(ii) Процесс косой резки:
При косом резании режущая кромка наклонена под острым углом (менее 90 градусов) к направлению подачи. Чип стекает в сторону длинным завитком. Стружка стекает под углом к нормали к режущей кромке инструмента.
Некоторые из основных сравнительных характеристик обоих процессов приведены в таблице 9..3:
Принцип резки металла :
Типовой процесс резки металла одноточечным режущим инструментом показан на рис. 9.2. При этом клиновидный инструмент перемещается относительно заготовки под углом а. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига АВ.
Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига АВ.
Плоскость сдвига на самом деле представляет собой узкую зону и простирается от режущей кромки инструмента до поверхности заготовки. Режущая кромка инструмента образована двумя пересекающимися поверхностями.
Подробное описание различных терминов приведено ниже:
(i) Поверхность стойки:
Это поверхность между стружкой и верхней поверхностью режущего инструмента. Это поверхность, по которой чип движется вверх.
(ii) Боковая поверхность:
Это поверхность между заготовкой и нижней частью режущего инструмента. Эта поверхность предусмотрена, чтобы избежать трения с обработанной поверхностью.
(iii) Угол стойки (α):
Угол между поверхностью рейки и нормалью к заготовке. Угол стойки может быть положительным или отрицательным.
(iv) Задний угол/задний угол/задний угол (γ):
Угол между боковой поверхностью и горизонтальной обработанной поверхностью. Предусмотрен некоторый зазор между боковой поверхностью и обработанной поверхностью заготовки, чтобы избежать трения режущего инструмента об обработанную поверхность.
Предусмотрен некоторый зазор между боковой поверхностью и обработанной поверхностью заготовки, чтобы избежать трения режущего инструмента об обработанную поверхность.
(v) Зона первичной деформации:
Это зона между вершиной инструмента и плоскостью сдвига AB.
(vi) Зона вторичной деформации:
Зона между поверхностью зубчатой рейки инструмента и стружкой.
(vii) Зона третичной деформации:
Это зона между боковой поверхностью инструмента и обрабатываемой поверхностью заготовки.
Почти все процессы резания основаны на одной и той же теории деформации сдвига. Режущий инструмент, используемый в процессе резки, может быть одноточечным или многоточечным. Токарная обработка, нарезание резьбы и формование, растачивание, снятие фасок и торцовка — это некоторые операции резания, выполняемые одноточечным режущим инструментом. Фрезерование, сверление, шлифование, развертывание и протягивание — это некоторые операции резания, выполняемые многоточечным режущим инструментом.
Механика формирования стружки:
Типичный процесс резки металла одноточечным режущим инструментом показан на рис. 9.5. При этом клиновидный инструмент перемещается относительно заготовки под углом α. Когда инструмент соприкасается с металлом, он оказывает на него давление. Из-за давления, оказываемого вершиной инструмента, металл будет срезаться в виде стружки по плоскости среза АВ. Стружка образуется перед режущим инструментом за счет непрерывной деформации и срезания материала вдоль плоскости сдвига AB.
Микроскопическое исследование показывает, что стружка образуется в процессе резки. Процесс сдвига при формировании фишек подобен движению карт в колоде, скользящих друг относительно друга, как показано на рис. 9.5. Сдвиг происходит по зоне сдвига (плоскости сдвига). Плоскость сдвига на самом деле представляет собой узкую зону. Он простирается от режущей кромки инструмента до поверхности заготовки.
Эта плоскость находится под углом, называемым углом сдвига (φ), с поверхностью заготовки.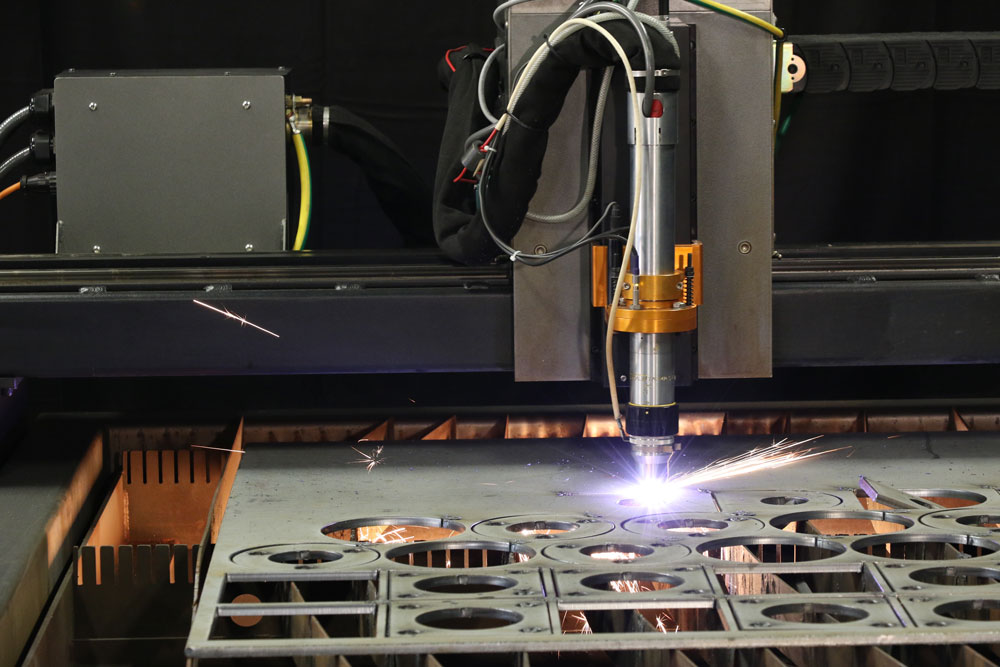 Зона сдвига оказывает большое влияние на качество обрабатываемой поверхности. Ниже плоскости сдвига заготовка недоформована, а над плоскостью сдвига стружка уже сформировалась и движется вверх к поверхности инструмента.
Зона сдвига оказывает большое влияние на качество обрабатываемой поверхности. Ниже плоскости сдвига заготовка недоформована, а над плоскостью сдвига стружка уже сформировалась и движется вверх к поверхности инструмента.
Отношение толщины стружки перед резанием (t o ) к толщине стружки после реза (t c ) называется коэффициентом толщины стружки.
Обычно обозначается буквой r, которая может быть выражена как:
Толщина стружки после реза (t c ) всегда больше, чем толщина стружки до реза (t o ). Поэтому значение r всегда меньше единицы. Величина, обратная r, известна как коэффициент сжатия стружки или коэффициент сокращения стружки (1/r). Коэффициент уменьшения стружки является мерой того, насколько толстой стала стружка по сравнению с глубиной резания (t 0 ). Таким образом, коэффициент уменьшения стружки всегда больше единицы.
Вывод для расчета углов сдвига:
Рассмотрение процесса ортогонального резания для получения выражения для расчета угла сдвига, как показано на рис. 9.6. Режущий инструмент определяется передним углом (α) и зазором или задним углом (γ). Стружка образуется перпендикулярно режущей кромке инструмента.
9.6. Режущий инструмент определяется передним углом (α) и зазором или задним углом (γ). Стружка образуется перпендикулярно режущей кромке инструмента.
Ниже приведены некоторые допущения относительно механики образования стружки:
(i) Инструмент должен коснуться стружки своей передней поверхностью.
(ii) Рассмотрены условия простой деформации. Это означает отсутствие бокового схода стружки во время резания.
(iii) Зона деформации очень тонкая (порядка от 10 -2 до 10 -3 мм) рядом с плоскостью сдвига AB.
В вышеуказанном 9.6. используются следующие символы:
α – Передний угол
γ – Задний (задний) угол
φ – Угол сдвига
AB – Плоскость сдвига
t 0 – Толщина необрезанной стружки
t c – Толщина стружки (деформированная)
Area DEFG – Площадь неразрезанной стружки
Area HIJK – Площадь стружки после резки.
Это необходимое соотношение для расчета угла сдвига (φ). Это соотношение показывает, что φ зависит от t 0 , t c и α (передний угол). Это означает, измеряя t 0 , t c и a инструмента, угол сдвига (φ) можно определить, используя приведенное выше выражение.
Отношение толщины стружки (r) может быть определено следующими методами:
(i) Используя уравнение непрерывности
(ii) Путем взвешивания стружки известной длины.
(iii) Зная скорость стружки (V c ) и скорость заготовки (V).
(i) Используя уравнение непрерывности:
Первоначальный вес щепы до резки = вес стружки после резки.
(ii) Путем взвешивания стружки известной длины:
Если длина реза неизвестна напрямую, то ее можно оценить путем взвешивания стружки известной длины; затем
вычислить «r» и ɸ из приведенных выше уравнений.
(iii) Зная скорость стружки (V C ) и скорость заготовки (V):
Применение уравнения непрерывности как:
Поставив значение r и α, мы можем получить угол сдвига (φ).
Скорости в процессе резки металла:
Из-за относительного движения между режущей кромкой инструмента и заготовкой и удаляемой стружкой возникают три типа скоростей.
Это следующие:
(i) Скорость резания или скорость (V):
Скорость режущего инструмента относительно заготовки.
(ii) Скорость сдвига (V s ):
Скорость стружки относительно заготовки. Другими словами, скорость, с которой происходит сдвиг.
(iii) Скорость стружки (V c ):
Скорость стружки вверх по поверхности инструмента (передней поверхности) во время резания.
Рис. 9.7. Скорости процесса резки металла.
На рис. 9.7 показаны три скорости и их соотношения:
Пусть V — скорость резания
В с – Скорость сдвига
В c – Скорость стружки
φ – Угол сдвига
α – Передний угол
r – Коэффициент толщины стружки
γ – Задний угол
Согласно уравнению непрерывности объем съема металла до и после одинаков, следовательно:
Vt = V с т с
В с/В = т/т с = р
На рис. 9.7, используя правило синусов для векторов скорости, мы можем записать:
Из теории кинематики относительная скорость двух тел (инструмента и стружки) равна разности векторов между их скоростями относительно эталонного тела (заготовки), тогда
В = В С + В С
Силы, действующие на чип:
Различные силы, действующие на стружку при ортогональном резании металла, показаны на рис. 9.8:
9.8:
(i) Сила сдвига (F s ):
Действует вдоль плоскости сдвига. Это сопротивление сдвигу металла.
(ii) Нормальное усилие (F n ):
Он перпендикулярен плоскости сдвига, создаваемой заготовкой.
(iii) Нормальное усилие (Н):
Оказывает острие инструмента на чип.
(iv) Относительная сила сопротивления (F):
Воздействует на стружку и препятствует движению стружки вдоль торца инструмента.
На рис. 9.8 (б) показана схема свободного тела стружки, находящейся в равновесии под действием равнодействующих сил, равных и противоположных по величине и направлению.
Таким образом,
Поскольку чип находится в равновесном состоянии, то можно сказать, что
Типы стружки, производимой при механической обработке:
Стружка, полученная в процессе резки металла, неодинакова. Тип образующейся стружки зависит от обрабатываемого материала и условий резания.
Эти условия включают:
(а) Тип используемого режущего инструмента.
(b) Скорость и скорость резания.
(c) Геометрия инструмента и углы резания.
(d) Состояние машины.
(e) Наличие/отсутствие смазочно-охлаждающей жидкости и т. д.
Изучение производимой стружки очень важно, поскольку тип производимой стружки влияет на чистоту поверхности заготовки, срок службы инструмента, вибрацию, вибрацию, требования к усилию и мощности и т. д.
Важно отметить, что чип имеет две поверхности:
(а) Блестящая поверхность:
Это поверхность, соприкасающаяся с передней поверхностью инструмента. Его блестящий вид вызван трением стружки, когда она движется вверх по поверхности инструмента.
(b) Шероховатая поверхность:
Это поверхность, которая не соприкасается ни с каким твердым телом. Это исходная поверхность заготовки. Его грубый вид вызван действием сдвига, как показано на рис. 9..9.
Это исходная поверхность заготовки. Его грубый вид вызван действием сдвига, как показано на рис. 9..9.
Обычно на практике встречаются три типа чипов, как показано на рис. 9.9:
Они обсуждаются ниже:
(i) Непрерывная стружка.
(ii) Непрерывная стружка с наростом на кромке.
(iii) Прерывистая или сегментная стружка.
(i) Непрерывная стружка:
Непрерывная стружка образуется при обработке более пластичных материалов, таких как мягкая сталь, медь и алюминий.
Из-за большой пластической деформации, возможной при использовании более пластичных материалов, образуется более длинная непрерывная стружка. Это связано с хорошими углами инструмента, правильными скоростями и подачами, а также с использованием смазочно-охлаждающих жидкостей.
Преимущества:
1. Как правило, они обеспечивают хорошее качество поверхности.
2. Они наиболее желательны, потому что силы стабильны, а работа становится менее вибрации.
3. Обеспечивают высокую скорость резания.
Ограничения:
1. С непрерывной стружкой трудно обращаться и утилизировать.
2. Непрерывная стружка скручивается в спираль и закручивается вокруг инструмента, работает и даже может травмировать оператора, если внезапно вырвется.
3. Непрерывная стружка остается в контакте с поверхностью инструмента в течение более длительного периода времени, в результате чего используется больше тепла трения, чтобы разбить сплошную стружку на мелкие части, чтобы стружка не могла закручиваться вокруг режущего инструмента.
Самая простая форма стружколома изготавливается путем шлифовки канавки на торце инструмента в нескольких миллиметрах позади режущей кромки. Иногда в качестве стружколома используется небольшой металлический стержень с режущей поверхностью.
Благоприятные условия резания:
Благоприятные условия резания для производства непрерывной стружки следующие:
я. Обработка более пластичных материалов, таких как медь, алюминий.
Обработка более пластичных материалов, таких как медь, алюминий.
ii. Высокая скорость резания с тонкой подачей.
III. Больший передний угол.
ив. Более острая режущая кромка.
v. Эффективная смазка.
(ii) Непрерывная стружка с наростом:
Непрерывная стружка с наростом (BUE) образуется при обработке пластичных материалов при следующих условиях:
я. Высокая локальная температура в зоне резания.
ii. Экстремальное давление в зоне резания.
III. Высокое трение на границе инструмент-чип.
Вышеупомянутые условия обработки приводят к тому, что рабочий материал прилипает или прилипает к режущей кромке инструмента и образует наросты (BUE). Нарост на кромке генерирует локальное тепло и трение, что приводит к ухудшению качества поверхности и потере мощности.
Нарост часто наблюдается на практике. Нарост меняет свой размер в процессе резки. Она сначала увеличивается, затем уменьшается, затем снова увеличивается и т. д. Этот цикл является источником вибрации и плохой чистоты поверхности.
д. Этот цикл является источником вибрации и плохой чистоты поверхности.
Преимущества:
Хотя нарост на кромке, как правило, нежелателен, обычно желателен тонкий, прочный BUE, поскольку он снижает износ, защищая переднюю поверхность инструмента.
Ограничения:
я. Это чип, которого следует избегать.
ii. Это явление приводит к ухудшению качества поверхности и повреждению инструмента.
Благоприятные условия резания:
Благоприятные условия резания для производства сплошной стружки с наростом следующие:
я. Низкая скорость резания.
ii. Низкий передний угол.
III. Высокая подача.
ив. Недостаточная подача охлаждающей жидкости.
v. Более высокое сродство (склонность к образованию связи) между инструментальным и рабочим материалом.
Сокращение или ликвидация BUE:
Тенденция к формированию BUE может быть уменьшена или устранена любым из следующих методов:
я. Увеличение скорости резки.
Увеличение скорости резки.
ii. Увеличение переднего угла.
III. Уменьшение глубины резания.
ив. Использование эффективной смазочно-охлаждающей жидкости.
v. Использование острого инструмента.
VI. Легкие сокращения на более высоких скоростях.
(iii) Прерывистая или сегментная стружка:
Прерывистая стружка образуется при обработке более хрупких материалов, таких как серый чугун, бронза, латунь и т. д., с малыми передними углами. Этим материалам не хватает пластичности, необходимой для заметной пластической деформации стружки. Материал разрушается в результате хрупкого разрушения перед кромкой инструмента вдоль зоны сдвига. Это приводит к небольшим сегментам прерывистой стружки. В этих обстоятельствах нет ничего плохого в этом типе чипов.
Преимущества:
я. Поскольку стружка распадается на мелкие сегменты, трение между инструментом и стружкой уменьшается, что приводит к улучшению качества поверхности.
ii. Эти чипсы удобно собирать, обрабатывать и утилизировать.
Ограничения:
я. Из-за прерывистого характера образования стружки силы постоянно изменяются в процессе резания.
ii. Требуется большая жесткость или жесткость режущего инструмента, держателя и удерживающего устройства из-за различных сил резания.
III. Следовательно, при недостаточной жесткости станок может начать вибрировать и стучать. Это, в свою очередь, отрицательно влияет на чистоту поверхности и точность детали. Это может привести к повреждению режущего инструмента или чрезмерному износу.
Благоприятные условия резания:
Благоприятные условия резания для производства прерывистой стружки следующие:
я. Обработка хрупких материалов.
ii. Небольшие передние углы.
III. Очень низкая скорость резания.
ив. Низкая жесткость станка.
v. Увеличенная глубина резов.
VI. Неподходящая смазка.
VII. Материалы, содержащие твердые включения и примеси.
Руководство по резке металлов
Опубликовано AAA Metals Company | Оставить комментарий
Резка металла — это производственный процесс, при котором больший кусок материала разделяется на более мелкие куски или части. Существует множество доступных методов резки металла, каждый из которых имеет свои преимущества и ограничения, которые делают его пригодным для различных производственных проектов. Ниже мы выделяем некоторые из наиболее распространенных, описывая, как они работают, какие у них есть преимущества и недостатки, какие типы металлов они режут и в каких областях они используются, чтобы помочь профессионалам отрасли выбрать лучший метод для своих нужд:
- Пиление/распиловка
- Лазерная резка
- Гидроабразивная резка
- Стрижка
Распиловка, также иногда называемая распиловкой, представляет собой метод распиловки, при котором используется пильный диск, т. е. инструмент с острыми металлическими зубьями, для разрезания материала на более удобные части или определенные формы и размеры. Основными типами резки, используемыми производителями, являются резка циркулярной и ленточной пилой. При резке циркулярной пилой используется круглое лезвие, которое режет материал по мере его вращения, а при резке ленточной пилой используется удлиненное прямое лезвие, обеспечивающее непрерывное равномерное действие.
е. инструмент с острыми металлическими зубьями, для разрезания материала на более удобные части или определенные формы и размеры. Основными типами резки, используемыми производителями, являются резка циркулярной и ленточной пилой. При резке циркулярной пилой используется круглое лезвие, которое режет материал по мере его вращения, а при резке ленточной пилой используется удлиненное прямое лезвие, обеспечивающее непрерывное равномерное действие.
Предлагаемые преимущества
Этот метод резки имеет ряд преимуществ по сравнению с некоторыми другими методами резки металла. Например, он позволяет выполнять резку с жесткими допусками, что снижает количество отходов, образующихся при резке. Кроме того, он предлагает как высокую скорость резки, так и высокое качество резки, что приводит к более быстрой обработке без необходимости дополнительных процедур чистовой обработки. В целом это приводит к снижению общей стоимости проекта для некоторых приложений.
Используемые материалы
Пиление подходит для различных металлов, включая, помимо прочего, алюминий, латунь, бронзу, медь, жаропрочные сплавы, никелевые сплавы, нержавеющую сталь и титан. Он может резать эти материалы в виде стержней, пластин, труб и труб. Тем не менее, он лучше всего подходит для резки материалов большой толщины или различного поперечного сечения, поскольку у оборудования могут возникнуть трудности с сохранением стабильности тонкого плоского материала во время резки.
Он может резать эти материалы в виде стержней, пластин, труб и труб. Тем не менее, он лучше всего подходит для резки материалов большой толщины или различного поперечного сечения, поскольку у оборудования могут возникнуть трудности с сохранением стабильности тонкого плоского материала во время резки.
Обслуживаемые отрасли
Некоторые отрасли промышленности, которые регулярно используют распиловку для производства своих деталей и продуктов, включают аэрокосмическую, архитектурную, биотехнологическую, химическую, пищевую, морскую, упаковочную и фармацевтическую отрасли.
Лазерная резка — это метод резки, в котором используются мощные сфокусированные лучи света для нагрева, расплавления и разрезания материала, не касаясь его напрямую. Он может использовать различные механизмы резки и удаления, чтобы соответствовать различным материалам и требованиям резки. Помимо разделения больших деталей на более мелкие части или части, лазерная технология также может использоваться для травления или гравировки материалов в функциональных и эстетических целях.
Предлагаемые преимущества
Сегодня многие технологии лазерной резки поставляются с компьютеризированным управлением. Эти системы помогают точно и аккуратно позиционировать и перемещать лазер по материалу, гарантируя, что вырезанная деталь имеет правильную форму и размер. В дополнение к высокой точности и правильности резки другие преимущества лазерной резки по сравнению с некоторыми другими методами резки металла включают меньшие затраты на техническое обслуживание и замену, меньшую вероятность загрязнения материала и большую безопасность на рабочем месте.
Используемые материалы
Этот метод резки металла можно использовать для широкого диапазона материалов. Он часто используется для резки пластин и листов из алюминия, латуни, меди, никеля, нержавеющей стали и титана. Он не подходит для использования с термочувствительными или отражающими материалами, так как первые могут деформироваться, а вторые могут повредить оборудование.
Обслуживаемые отрасли
Лазерная резка находит применение в производственных операциях самых разных отраслей промышленности. Некоторые из отраслей, которые регулярно используют его, включают аэрокосмическую, архитектурную, биотехнологическую, химическую, пищевую, морскую, упаковочную и фармацевтическую.
Некоторые из отраслей, которые регулярно используют его, включают аэрокосмическую, архитектурную, биотехнологическую, химическую, пищевую, морскую, упаковочную и фармацевтическую.
Гидроабразивная резка — это метод резки металла, в котором используется вода под давлением для придания материалу желаемой формы и размера. Потоки воды под высоким давлением, т. е. водометы, могут также содержать абразивы, такие как оксид алюминия или гранат, чтобы облегчить процесс резки, гарантируя полную резку даже очень толстых или очень твердых материалов.
Предлагаемые преимущества
Гидроабразивная резка — это метод холодной резки, то есть он не требует нагревания или напряжения материала с помощью машин. В результате он создает меньшую зону термического влияния (ЗТВ) во время операций резки, что снижает риск термической деформации материала. Кроме того, по сравнению с лазерной резкой, он режет более толстые материалы с более жесткими допусками и производит меньше побочных продуктов шлака.
Используемые материалы
Этот метод резки металла хорошо работает с различными материалами, такими как алюминий, латунь, медь, никель, сталь и титан. Его можно использовать для резки плит и листов толщиной до 6 дюймов.
Обслуживаемые отрасли
Гидроабразивная резка позволяет выполнять 2D- и 3D-резки в зависимости от оборудования. Это качество позволяет производителям изготавливать простые и сложные компоненты для различных отраслей промышленности. Примеры деталей и изделий, вырезанных с помощью гидроабразивной резки, включают двигатели, лопатки турбин и панели управления для аэрокосмической промышленности, а также трубы и насосы для морской промышленности.
Резка — это метод резки металла, при котором для резки материала используется движущееся верхнее лезвие и неподвижное нижнее лезвие, которые слегка смещены друг относительно друга. При опускании верхнего лезвия материал прижимается к нижнему лезвию. Оказываемое давление деформирует материал, в конечном итоге заставляя его напрягаться и поддаваться. Это формирует разрез.
Это формирует разрез.
Предлагаемые преимущества
По сравнению с другими методами резки стрижка более универсальна. Помимо резки, ножницы также можно использовать для гибки, штамповки и прессования металлических материалов. Процесс также практически не производит отходов, поскольку во время операций резки не образуется стружка, что может помочь снизить общие затраты на материалы.
Используемые материалы
Этот метод резки лучше всего подходит для пластин и листовых материалов. Для резки толстых материалов может потребоваться слишком большое усилие, в то время как полые материалы могут деформироваться при резке. Типичные используемые материалы включают алюминий, латунь, бронзу, медь, никель, нержавеющую сталь и титан.
Обслуживаемые отрасли
Детали из металла, подвергшиеся резке, используются в различных отраслях промышленности. Примеры включают авиационные двигатели, диски, трубы, насосы, кольца и трубки.
Услуги по резке металла на заказ от AAA Metals
Нужна ли вам резка пилой, лазерная резка, гидроабразивная резка или резка для вашего проекта, AAA Metals поможет вам! Мы можем разрезать широкий спектр металлов на различные формы, размеры и количества в соответствии со строгими спецификациями.