Содержание
Что такое контактная сварка
Впервые контактной сваркой, как методом соединения металлов, воспользовался английский физик Уильям Томсон в 1856 г. Сейчас технология активно применяется в машиностроении, авиастроении, выпуске корпусов различной техники, авторемонте и т. д. Метод сварки один из наиболее быстрых, легко автоматизируется, качество соединения не зависит от опытности сварщика. Рассмотрим принцип работы аппаратов контактной сварки, виды этого метода, необходимые расходные материалы.
В этой статье:
- Принцип работы аппаратов контактной сварки
- Виды контактной сварки
- Дефекты сварки и контроль качества
- Машины для контактной сварки
- Расходные материалы
- Меры предосторожности
- Обозначение контактной сварки на чертеже
Принцип работы аппаратов контактной сварки
Аппараты контактной сварки имеют электрическую и механическую часть. Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Электрическая состоит из источника тока, который понижает напряжение (V) и повышает количество ампер (A). Сварочный ток достигает сотен и даже тысяч ампер, благодаря чему происходит быстрый нагрев и прочное соединение. Механическая часть реализована в виде сварочных клещей и обеспечивает сведение сторон, их прижим в месте, где требуется соединение.
Сварка происходит следующим образом:
- Две заготовки (прутки, пластины и пр.) сводятся клещами друг к другу до соприкосновения в одной точке
- На концах рабочей части клещей расположено два медных электрода, обладающих разной полярностью. К ним подается сварочный ток
- Дуга не загорается, поскольку детали плотно сведены друг к другу. Сварочная маска не требуется
- За счет прохождения тока от минуса к плюсу в месте стыковки возникает повышенное сопротивление, ведь стороны просто сведены
- От этого поверхность в месте соприкосновения начинает нагреваться. Электрическая энергия преобразуется в тепловую.

- Нагрев длится до тех пор, пока поверхность сторон не станет пластичной. За счет прижима клещами происходит смешивание металлов на уровне кристаллической решетки
- После этого сварочный ток отключается, а тепло быстро рассеивается по остальной части изделия
- Стык остывает и получается неразъемное соединение без видимого шва и присадочного металла

Длительность подачи сварочного тока и его сила настраиваются в зависимости от толщины соединяемых сторон. Например, для контактной сварки двух прутков сечением 1.5 мм (1.5+1.5), понадобится сила тока 1500 А и продолжительность воздействия 1-2 секунды.
Виды контактной сварки
Хотя принцип действия везде один, ГОСТ 15878-79 выделяет несколько разновидностей контактной сварки. Они определяют размеры соединения, прочность стыка, области применения. Оборудование для разных видов контактной сварки тоже имеет свои особенности.
Точечная сварка
Подразумевает соединение металла путем плавления в одной точке.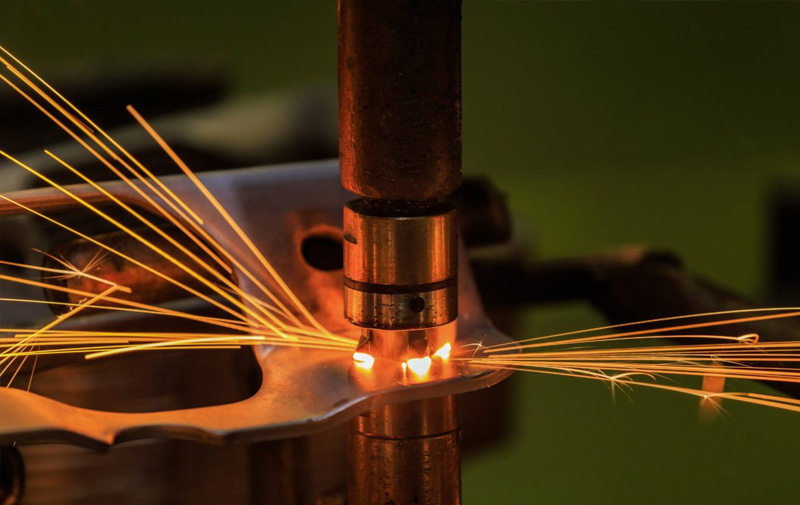 В зависимости от оборудования и исполнительных механизмов подразделяется на:
В зависимости от оборудования и исполнительных механизмов подразделяется на:
 Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Задействовано сразу несколько электродов с каждой стороны и спаренные трансформаторы. Ток подается одновременно на каждый рабочий элемент, поэтому точечное соединение образуется сразу в нескольких местах.
Рельефная сварка
Разновидность точечной сварки, но отличается формой свариваемой поверхности. Вместо плоских сторон деталей, в заготовках заранее создаются выпуклости (выступающие полусферы, шпильки). Они предусматриваются еще на этапе литья деталей. Затем стороны соединяются между собой, к ним подводится электрический ток и выступающие части плавятся, образуя точечные соединения. Возможны длинные кольцевые или продольные швы этим методом, если изначально предусмотреть рельеф нужной формы.
Метод сварки наиболее востребован в машиностроении, поскольку обеспечивает прочное соединение, чем обычная точечная сварка.
Шовная сварка
Разновидность контактной сварки, при которой выполняются длинные продольные швы. В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
В отличие от рельефной, ток подается не на изделие, а на два подвижных ролика. Они располагаются над и под листовыми заготовками. Металл, оказавшись между ними, нагревается от прохождения тока, и соединяется. По мере продвижения роликов образуется сплошное шовное соединение.
Существует несколько техник выполнения шовной сварки контактным способом:
Ролики в сварочных аппаратах контактной сварки могут быть оба ведущими или один ведущий, а второй — ведомый. Последний движется за счет протягивания заготовки. Метод подходит для сборки бочек, емкостей.
Метод подходит для сборки бочек, емкостей.
Стыковая сварка
Реализуется одним из двух способов: сопротивлением или оплавлением. Стыковая сварка сопротивлением подразумевает подвод тока к двум деталям, сжатым с усилием. В месте стыковки образуется сопротивление и повышенный нагрев. Затем сжатие резко усиливают (происходит осадка деталей) и получается стыковое соединение.
Контактная стыковая сварка оплавлением проводится путем сведения двух заготовок стыками между собой. К деталям подается сварочный ток, разогревающий торцы изделия. После этого силу тока снижают, но продолжают подавать электричество. В местах контакта происходит оплавление и получается сварочное соединение. Если держать стороны сведенными дольше и одновременно подавать сварочный ток, жидкий металл даже выступит наружу из зазора, а шов станет сплошным. Этот метод обеспечивает более прочное соединение и экономию электроэнергии, чем технология соединения сторон сопротивлением. Подходит для сварки арматуры встык.
Подходит для сварки арматуры встык.
Подготовка поверхностей
При выполнении контактной сварки качество соединения отчасти зависит от правильности подготовки поверхности. Чтобы стороны надежно сварились между собой, необходимо обеспечить их плотный прижим. Для этого убирают мусор, окалины, грязь и ржавчину в месте стыковки, а также на соседней зоне, расположенной в этой плоскости (там, где выступающий мусор помешает сведению сторон). Коррозию зачищают шлифовальными машинами.
Контактной сваркой разрешено соединять стороны, у которых толщина не отличается друг от друга более чем на 15%. Иначе одна пластина разогреется сильно, а вторая не успеет прогреться — соединение будет слабым, возможны деформации изделия.
Для стыковой сварки методом сопротивления плоские стороны требуется подогнать между собой по форме, чтобы не было просветов. Жаропрочные стали и легированные нуждаются в обезжиривании.
Дефекты сварки и контроль качества
Хотя шва, в его классическом понимании здесь нет, у соединения возможны дефекты. Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
Один из них — это непровар. Точка обеспечивает схватывание сторон, но при динамических нагрузках «склейки» оказывается недостаточно и стык распадается. Чаще всего дефект наступает из-за слишком короткого импульса сварочного тока или недостаточной силы тока.
«Родственный» непровару дефект — сварная точка уменьшенного диаметра. Соединение выполнено путем перемешивания материалов на уровне кристаллической решетки, но диаметра точки недостаточно, чтобы удержать стороны определенной толщины и веса под нагрузкой.
Противоположным дефектом является перегрев материала. Если подать повышенный сварочный ток или передержать изделие клещами, точка может разогреться очень сильно. Это приведет к уменьшению толщины металла в зоне контакта, выдавливанию жидкого металла в стороны, деформациям поверхности. При сильном перегреве возможны прожоги, когда вместо сварной точки будет дырка.
Контроль качества осуществляется визуальным путем. Сварщик или уполномоченное лицо осматривает поставленные точки через лупу на предмет трещин, деформаций, выдавливания металла.
Методом разрушающего контроля испытываются тестовые образцы. Сваренные точками стороны пытаются разделить зубилом и молотком, провернуть между собой, оторвать монтировкой. После отрыва исследуют стороны. Качественное соединение будет иметь следы разорванного металла однородной структуры без пор и трещин. Затем, установив на каком режиме выполнялось соединение с приемлемым качеством, подобные настройки применяют для серийного выпуска продукции.
Машины для контактной сварки
Машины для контактной сварки бывают ручные (переносные), подвесные, настольные и напольные. Во всех имеется:
Источник видео: Telwin Viet Nam
Сварочные клещи подойдут для сборки корпусов и кузовов, чтобы подлазить к труднодоступным местам. Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
Такие аппараты удобны для транспортировки и даже работы в полевых условиях. Машины контактной сварки востребованы в цехах, мастерских, чтобы вести серийный выпуск изделий. С ними возрастает скорость производства и качество соединений. Есть версии с полностью ручным управлением (время прижима задает мастер) и с автоматическим (после установки силы тока и длины импульса машина сама сжимает изделие и выполняет сварку).
При выборе машин контактной сварки обращайте внимание на следующие параметры:
 5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
5-2 мм), пневматическим, гидравлическим, электрическим, электромагнитным. Есть управление ногой (педаль) или рукой (кнопка).
Еще при выборе обращайте внимание на размер плеч сварочных клещей. Длина определяет, как далеко от края листа получится выполнить сварочное соединение. Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Высота раскрытия клещей влияет на способность заводить в них неровные конструкции с выступающими частями.
Немаловажен бренд оборудования. Практика показывает, что установки марок Foxweld, Telwin надежно служат в самых суровых производственных условиях.
Расходные материалы
Среди расходных материалов для машин контактной сварки и сварочных клещей чаще всего требуют замены только медные электроды. Медными они кажутся снаружи, а на самом деле отливаются из кадмиевой или хромовой бронзы. Расходники рассчитаны на температуру 600 градусов и давление 5 кг\мм кв.
От работы они перегреваются, оплавляются, деформируются. При замене электродов подбирают аналогичные по длине и диаметру. Порой может понадобиться заменить комплект плечей. Тогда можно купить такие же или с большей длиной, высотой раскрытия. Есть плечи с воздушным и водяным охлаждением.
Меры предосторожности
Контактная сварка — это разновидность электрической сварки, поэтому нельзя вести работы в мокрой одежде, сырых рукавицах. Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Прижим клещами осуществляется с большой силой, поэтому важно следить, чтобы между электродами не оказались пальцы. Хотя сварочной дуги здесь нет, при неплотном сдавливании сторон возможны искры. От таких вспышек глаза будут уставать, поэтому сдавливайте изделие плотно и только потом включайте подачу тока (касается машин с ручным приводом).
Следите за целостностью кабелей, не допускайте потертостей, оголенных токоведущих частей. Важно, чтобы машина контактной сварки была заземлена. Следите, чтобы ручки и держаки были заизолированы.
Сварщик должен устойчиво стоять на ровном месте, а органы управления (педаль или кнопка) располагаться в легком доступе.
Обозначение контактной сварки на чертеже
Если работаете с чертежами, то пригодится знание обозначений контактной сварки. На рисунке она изображается крестом (+), указывая на место соединения сварочной точкой. Стрелкой делается вынос ГОСТа 15878-79 с дополнительным указанием вида соединения («К» — контактная, «т» — точечная). Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Если шов видимый, то письменные данные приводятся над линией (полкой) выноса, а если шов невидимый — под линией.
Ответы на вопросы: что такое контактная сварка и как с ней работать
Как соединить две детали толщиной 5 и 10 мм?
СкрытьПодробнее
На практике такое соединение невозможно. Сила тока расплавит сторону 5 мм или не прогреет 10 мм. Чтобы качественно соединить контактной сваркой две детали с такой разницей в сечении, необходимо сточить толщину стороны 10 мм до 6 мм в месте простановки сварных точек.
Как узнать, сколько по времени подавать сварочный ток?
СкрытьПодробнее
Сперва нужно потренироваться на черновых образцах такого же сечения, что и основное изделие. Поэкспериментируйте на разных токах, добившись неразрывного соединения, которое не будет иметь выраженных внешних деформаций. С подобранными настройками переходите к сборке изделия.
С подобранными настройками переходите к сборке изделия.
Подходит ли контактная сварка для алюминия?
СкрытьПодробнее
Да, подходит. Но сперва нужно удалить оксидную пленку. Это достигается механическим путем (болгаркой, щеткой по металлу) или химическим (травлением).
С каким управлением удобнее работать на машине контактной сварки?
СкрытьПодробнее
Удобнее с ножным. Две руки остаются свободными для подачи и поддержания заготовок, производительность выше.
Что такое цикл точечной сварки?
СкрытьПодробнее
Циклом называют процесс сжатия деталей, подачу импульса сварочного тока, снятие давления, выключение тока.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Контактная сварка | Рудетранс
Контактная сварка — это процесс образования соединения в результате нагрева металла проходящим через него электрическим током и пластической деформации зоны соединения под действием сжимающего усилия.
Родоначальник контактной сварки — английский физик Уильям Томсон (лорд Кельвин), который в 1856 г. впервые применил стыковую сварку. В 1877 г. в США Томсон самостоятельно разработал стыковую сварку и внедрил ее в промышленность. В том же 1877 г. в России Н.Н.Бенардос предложил способы контактной точечной и шовной (роликовой) сварки. На промышленную основу в России контактная сварка была поставлена в 1936 г. после освоения серийного выпуска контактных сварочных машин.
Преимущества контактной сварки перед другими способами:
- Высокая производительность (время сварки одной точки или стыка составляет 0,02. .. 1,0 с)
- Малый расход вспомогательных материалов (воды, воздуха)
- Высокое качество и надежность сварных соединений при небольшом числе управляемых параметров режима, что снижает требования к квалификации сварщика
- Это экологически чистый процесс, легко поддающийся механизации и автоматизации
 .. 1,0 с)
.. 1,0 с)
Основные способы контактной сварки
Основные способы контактной сварки — это точечная, шовная (роликовая) и стыковая сварка.
Машины для контактной сварки
Машины для контактной сварки бывают стационарными, передвижными и подвесными (сварочные клещи). По роду тока в сварочном контуре могут быть машины переменного или постоянного тока от импульса тока, выпрямленного в первичной цепи сварочного трансформатора или от разряда конденсатора. По способу сварки различают машины для точечной, рельефной, шовной и стыковой сварки.
Любая машина для контактной сварки состоит из электрической и механической частей, пневмо- или гидросистемы и системы водяного охлаждения (рис. 1).
1).
Рис. 1. Типовые схемы машин для контактной точечной (а), шовной (б) и стыковой (в) сварки: 1 — трансформатор; 2 — переключатель ступеней; 3 — вторичный сварочный контур; 4 — прерыватель первичной цепи; 5 — регулятор; 6 — привод сжатия; 7 — привод зажатия деталей; 8 — привод осадки деталей; 9 — привод вращения роликов; 10 — аппаратура подготовки; 11 — орган включения
Электрическая часть включает в себя силовой сварочный трансформатор 1 с переключателем ступеней 2 его первичной обмотки, с помощью которого регулируют вторичное напряжение, вторичный сварочный контур 3 для подвода сварочного тока к деталям, прерыватель 4 первичной цепи сварочного трансформатора 1 и регулятор 5 цикла сварки, обеспечивающий заданную последовательность операций цикла и регулировку параметров режима сварки.
Механическая часть состоит из привода сжатия 6 точечных и шовных машин, привода 7 зажатия деталей и привода 8 осадки деталей стыковых машин. Шовные машины снабжены приводом 9 вращения роликов.
Шовные машины снабжены приводом 9 вращения роликов.
Пневмогидравлическая система состоит из аппаратуры 10 подготовки (фильтры, лубрикаторы, которые смазывают движущиеся части), регулирования (редукторы, манометры, дросселирующие клапаны) и подвода воздуха к приводу 6 (электропневматические клапаны, запорные вентили, краны, штуцера).
Система водяного охлаждения включает в себя штуцера разводящей и приемной гребенок, охлаждаемые водой полости в трансформаторе 1 и вторичном контуре 3, разводящие шланги, запорные вентили и гидравлические реле, отключающие машину, если вода отсутствует или ее мало.
Все машины снабжены органом включения 11. У точечных и шовных машин это ножная педаль с контактами, у стыковых — это комплект кнопок. С органов управления поступают команды на сжатие «С» электродов или зажатие «3» деталей, на включение «Т» и отключение «О» сварочного тока, на вращение «В» роликов, на включение «а» регулятора цикла сварки.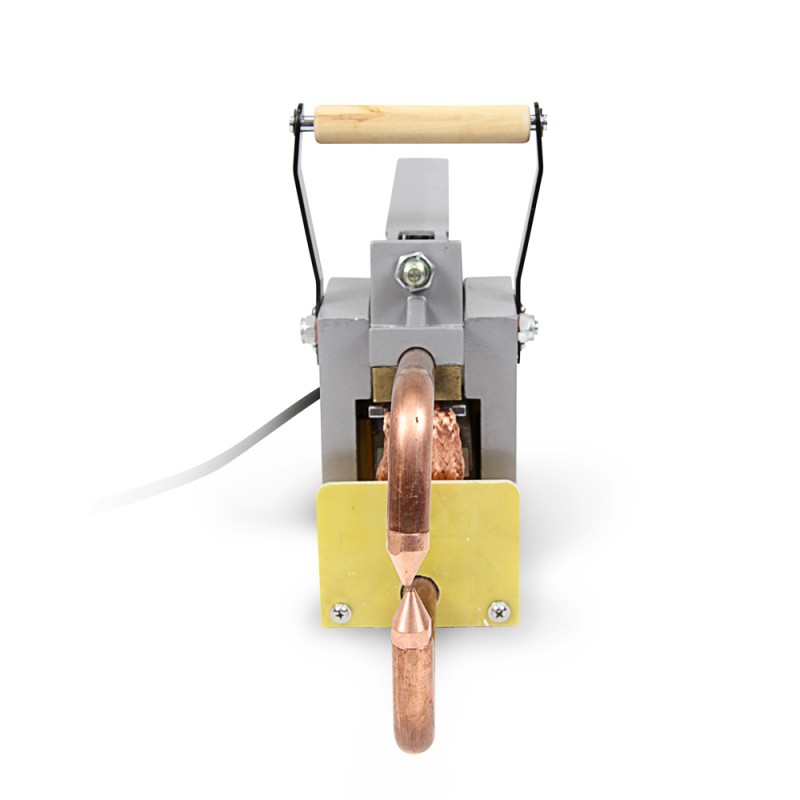 Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Эти команды отрабатываются соответствующими блоками машины, обеспечивая выполнение операций цикла сварки.
Кроме универсальных применяются специальные машины, приспособленные для сварки конкретных конструкций и типов размеров изделий. Примером могут служить машины для контактной точечной сварки кузовов автомобилей, встроенные в автоматические линии, машины для стыковой сварки оплавлением продольных швов труб в прокатном производстве.
Электроды в контактной сварке
Электроды в контактной сварке служат для замыкания вторичного контура через свариваемые детали. Кроме этого при шовной сварке электроды-ролики перемещают свариваемые детали и удерживают их в процессе нагрева и осадки.
Важнейшая характеристика электродов — стойкость, способность сохранять исходную форму, размеры и свойства при нагреве рабочей поверхности до температуры 600 0С и ударных усилиях сжатия до 5 кг/мм2. Электроды для точечной сварки — это быстроизнашивающийся сменный инструмент сварочной машины.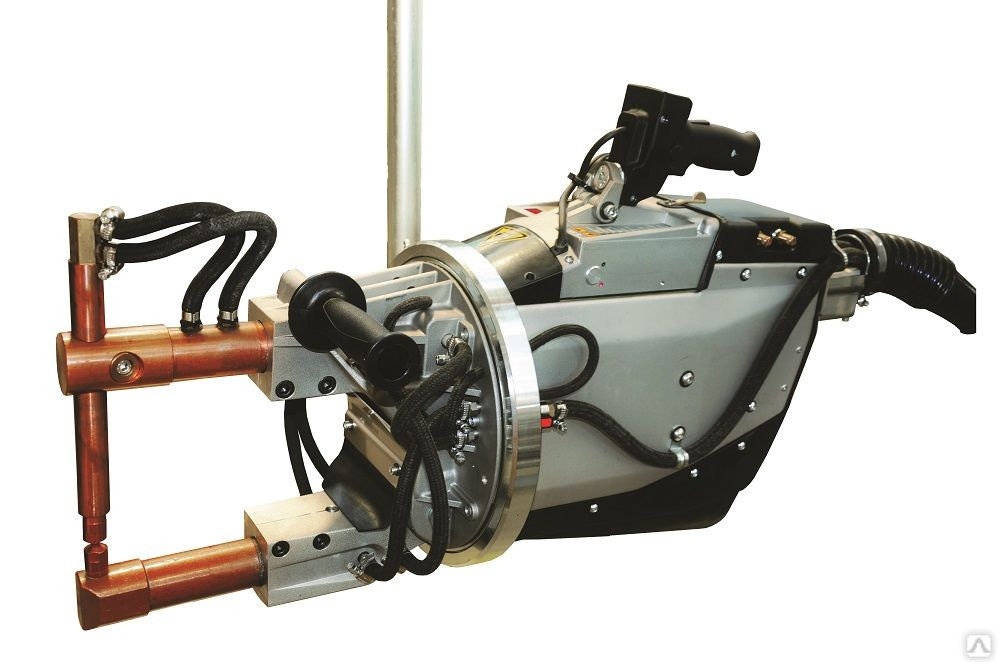 Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация.
Для изготовления электродов используют медь и жаропрочные медные сплавы — бронзы. Это может быть хромоциркониевая бронза БрХЦрА; кадмиевая БрКд1; хромистая БрХ; бронза, легированная никелем, титаном и бериллием БрНТБ или кремний-никелевая бронза БрКН-1-4. Последние две бронзы обладают повышенной износостойкостью, из них можно изготавливать электроды-губки стыковых машин. Материалы для электродов должны обладать также высокой электро- и теплопроводностью, чтобы их нагрев в процессе сварки был меньше. Температура разупрочнения бронз не превышает 0,5 их температуры плавления, а рабочая поверхность электрода нагревается до 0,6 Тпл. При таких условиях электродные бронзы относительно быстро разупрочняются. Повысить износостойкость электродов можно, используя технологические факторы. Сварку алюминиевых и магниевых сплавов лучше производить на конденсаторных машинах, а не на машинах переменного тока. Вместо механической зачистки нужна химическая очистка поверхности, травление и пассивация. Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Расстояние l от рабочей поверхности до дна охлаждающего канала (рис. 2) не должно превышать 10…12 мм, увеличение его до 15 мм повышает износ электрода в 2 раза. При сварке черных металлов стойкость электродов можно повысить в 3…4 раза только за счет сферической заточки электрода и снижения темпа сварки до 40…60 точек в минуту.
Рис. 2. Схемы электродов для точечной сварки: а — с наружным посадочным конусом; б — колпачковых
Электрод должен иметь минимальную массу, удобно и надежно устанавливаться на сварочной машине. Диаметр D должен обеспечивать устойчивость электрода против изгиба при сжатии его усилием сварки, а также возможность захвата инструментом для снятия. Внутренний диаметр должен обеспечивать ввод трубки с охлаждающей водой и выход воды, обычно d0 = 8 мм. Длина конусной части для крепления электрода в свече машины l1 <= 1,2 D. Угол конусности 1:10 при D < 25 мм и 1 : 5 при D > 32 мм. Диаметр рабочей части электрода выбирают в зависимости от толщины кромок свариваемых деталей dэ = 3S. Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Стойкость электродов с наружным посадочным конусом (рис. 2, а) обычно не превышает 20 000 сварок. Стойкость колпачковых электродов (рис. 2, б) с внутренним посадочным конусом достигает 100 000 сварок вследствие лучших условий охлаждения. Для сварки деталей сложной конфигурации в труднодоступных местах применяют фигурные электроды.
Электроды для рельефной сварки конструктивно приближаются к форме изделия. В простейшем случае это плиты с плоской рабочей поверхностью.
Электроды-ролики шовных машин имеют форму дисков. Ширина рабочей поверхности ролика В и его толщина Н зависят от толщины S свариваемой детали.
Токоведущие губки стыковых машин по форме и размерам должны соответствовать поперечному сечению свариваемых деталей. Длину губок выбирают такой, чтобы обеспечить соосность деталей и предотвратить их проскальзывание при осадке. При сварке стержней она составляет 3…4 их диаметра, а при сварке полос — не менее 10 толщин полосы.
Подготовка поверхностей к контактной сварке
При подготовке поверхностей к контактной сварке должны выполняться три основных требования: в контактах электрод-деталь должно быть обеспечено как можно меньшее электрическое сопротивление Кэ-д —> min), в контакте деталь-деталь сопротивление должно быть одинаковым по всей площади контакта. Сопрягаемые поверхности деталей должны быть ровными, плоскости их стыка при сварке должны совпадать.
Выбор конкретного способа подготовки поверхностей определяется материалом деталей, исходным состоянием их поверхностей, характером производства. Для штучного и мелкосерийного производства необходимо предусмотреть операции правки, рихтовки, обезжиривания, травления или зачистки, механической обработки. В условиях крупносерийного и массового производства, где обеспечивается высокое качество исходных материалов в заготовительном и штампопрессовом производствах, подготовку поверхностей перед сваркой можно не делать. Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Исключение составляют детали из алюминиевых сплавов, требующих обработки поверхности не ранее чем за 10 ч до сварки.
Критерием качества подготовки поверхности является величина контактных сопротивлений Rэ-д и Rд-д. Для их измерения детали зажимают между электродами сварочной машины, но сварочный ток не включают. Сопротивление измеряют микроомметром при помощи щупов. Для сталей сопротивление более 200 мкОм свидетельствует о плохом качестве поверхности. Высокое Rэ-д приводит к перегреву электродов и подплавлению поверхности деталей, вследствие чего происходит наружный и внутренний выплеск металла и образуется чрезмерная вмятина под электродами.
Основные параметры режима всех способов контактной сварки
Основные параметры режима всех способов контактной сварки — это сила сварочного тока, длительность его импульса и усилие сжатия деталей. Теплота в свариваемом металле выделяется при прохождении через него импульса тока Iсв длительностью t в соответствие с законом Джоуля-Ленца:
Q= Iсв2Rсвt,
где за Rсв принимают сопротивление столбика металла между электродами. При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
При расчете сварочного тока, времени импульса, сварочного трансформатора Rсв — исходный параметр, так как его легко рассчитать, зная материал детали, ее толщину и требуемую температуру сварки. При этом сопротивлениями в контактах между деталями и между электродами и деталями пренебрегают.
Согласно закону Джоуля-Ленца увеличение Rсв должно увеличивать количество выделяющейся теплоты. Но по закону Ома
Iсв=U2/Z,
где U2 — напряжение на вторичном контуре сварочной машины, a Z — полное сопротивление вторичного контура, в которое входит Rсв. Поэтому при увеличении Rсв уменьшится Iсв, а он входит в закон Джоуля-Ленца в квадрате. Следовательно, увеличение Rсв не всегда увеличивает количество выделяющейся при сварке теплоты, многое зависит от соотношения Rсв и полного сопротивления вторичного контура сварочной машины. Отсюда следуют несколько практических выводов. С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов.
С ростом общего сопротивления вторичного контура от 50 до 500 мкОм тепловыделение в зоне сварки уменьшается по мере падения Rсв примерно в 10 раз. Недостаток тепла компенсируется увеличением мощности (U2) или времени сварки. Сварка на контактных машинах с малым сопротивлением вторичного контура (~ 50 мкОм) сопровождается интенсивным ростом нагрева по мере падения Rсв в процессе увеличения сварного ядра. При достижении равенства Rсв = Z нагрев достигает максимума, а затем, по мере еще большего снижения Rсв (по достижении требуемого размера ядра), уменьшается. Таким образом, сварка на контактных машинах с малым сопротивлением вторичного контура (а их большинство) сопровождается нестационарным нагревом и нестабильным качеством соединений. Уменьшить этот недостаток можно надежным сжатием зачищенных деталей, обеспечивающим поддержание Rсв на минимальном уровне, либо поддерживая высокий уровень Rсв за счет слабого сжатия деталей и разделения импульса сварочного тока на несколько коротких импульсов. Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
Последнее еще и экономит энергию и обеспечивает прецизионное соединение с остаточной деформацией 2…5 %.
При сварке на машинах с большим сопротивлением вторичного контура (> 500 мкОм) снижение Rсв в процессе сварки практически не влияет на выделение теплоты, нагрев остается стационарным, что характерно для сварки на подвесных машинах с длинным кабелем во вторичном контуре. Сваренные на них соединения обладают более стабильным качеством.
Качество сварных соединений
Качество сварных соединений, выполненных контактной сваркой, определяется подготовкой поверхностей к сварке, а также правильным выбором параметров режима и их стабильностью. Основной показатель качества точечной и шовной сварки — это размеры ядра сварной точки. Для всех материалов диаметр ядра должен быть равен трем толщинам S более тонкого свариваемого листа. Допускается разброс значений глубины проплавления в пределах 20…80 % S. За меньшим из этих пределов следует непровар, за большим — выплеск. Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Глубина вмятины от электрода не должна превышать 0,2 S. Размер нахлестки в точечных и шовных соединениях должен выбираться в пределах 2,5…5,0 диаметров ядра.
Основные дефекты сварных соединений при точечной и шовной сварке — это непровар, заниженный размер литого ядра, трещины, рыхлоты и усадочные раковины в литом ядре и выплеск, который может быть наружным, из-под контакта электрод — деталь, и внутренним, из-под контакта между деталями. Причины этих дефектов — недостаточный или избыточный нагрев зоны сварки из-за плохой подготовки поверхностей и плохой сборки деталей или из-за неправильно выбранных параметров режима сварки.
При стыковой сварке по тем же причинам могут возникать непровары. Перегрев зоны сварки может вызвать структурные изменения (укрупнение зерна) и обезуглераживание сталей. Это ухудшает механические свойства соединений.
Контролируют качество контактной сварки чаще всего внешним осмотром, а также любыми методами неразрушающего контроля. Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Сложность контроля состоит в том, что этими методами непровар не выявляется, так как поверхности деталей плотно прижаты друг к другу, в их контакте образуется «склейка», проникающие излучения, магнитное поле и ультразвук не отражаются и не ослабляются. Наиболее оперативный метод контроля — разрушение контрольных образцов в тисках молотком и зубилом. Если непровара нет, разрушение происходит по целому металлу одной из деталей, можно измерить диаметр литого ядра при точечной и шовной сварке.
Basic Switch: Причины контактной сварки | Часто задаваемые вопросы | Австралия
Компания Omron использует файлы cookie для улучшения вашего опыта на этом веб-сайте. Продолжая использовать веб-сайт, вы тем самым соглашаетесь с нашей Политикой конфиденциальности и использования файлов cookie
.
Ведущий контент
FAQ № FAQ02182
Основное содержание
Вопрос
Что вызывает контактную сварку и что с этим делать?
Ответить
Причины:
Перегрузка, не соответствующая коммутационной способности контактов
Пусковой ток выше номинального
Ток отключения выше номинального
Частота переключения превышает допустимую рабочую частоту
Использование в местах, подверженных постоянной вибрации
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Защитная цепь необходима для правильного использования таких нагрузок, как реле, двигатели, лампы накаливания и соленоиды.
Причина:
Перегрузка, не соответствующая коммутационной способности контактов
Контрмеры:
Переключение нагрузки с помощью реле или контактора.
Вставьте цепь защиты контактов.
Типичные примеры цепей защиты от перенапряжения (ограничители перенапряжения)
| Circuit example | Applicable current | Feature | Element selection | ||||
| AC | DC | ||||||
| CR circuit | * Условный | Применимо | * При переключении переменного тока импеданс нагрузки должен быть ниже импеданса C и R. | C: от 0,5 до 1 мкФ на ток переключения (1 А) R: от 0,5 до 1 Ом на напряжение переключения (1 В) Значения могут меняться в зависимости от характеристик нагрузки. Конденсатор подавляет искровой разряд тока при разомкнутых контактах. Резистор ограничивает пусковой ток при повторном замыкании контактов. Рассмотрите роль конденсатора и резистора и экспериментально определите идеальные значения емкости и сопротивления. Используйте конденсатор с диэлектрической прочностью от 200 до 300 В. При переключении переменного тока убедитесь, что конденсатор не имеет полярности. Однако, если возможность управления дугой между контактами является проблемой для высокого напряжения постоянного тока, может быть более эффективным подключение конденсатора и резистора между контактами через нагрузку. Проверьте результаты, протестировав их в реальном приложении. | |||
| Применимо | Применимо | Время работы увеличится, если нагрузкой является реле или соленоид. Эффективно подключение цепи CR параллельно нагрузке при напряжении питания 24 или 48 В и параллельно контактам при напряжении питания от 100 до 200 В. | Не применимо к | Применимо | Энергия, накопленная в катушке, преобразуется в ток с помощью диода, подключенного параллельно нагрузке. Затем потребляется ток, протекающий по катушке, и выделяется джоулево тепло сопротивлением индуктивной нагрузки. Время задержки сброса в этом методе больше, чем в методе CR. | Диод должен выдерживать пиковое обратное напряжение, в 10 раз превышающее напряжение цепи, и прямой ток, равный или превышающий ток нагрузки. | |
| Диод и Стабилитрон Диод Метод | Не применимо к | Напряжение стабилитрона для стабилитрона должно быть примерно в 1,2 раза выше, чем у источника питания, так как при некоторых обстоятельствах нагрузка может не работать. | |||||
| Метод варистора | Применимо | Применимо | В этом методе используется характеристика постоянного напряжения варистора, поэтому на контакты не воздействует высокое напряжение. Этот метод вызывает большую или меньшую задержку времени сброса. Эффективно подключение варистора параллельно нагрузке при напряжении питания от 24 до 48 В и параллельно контактам при напряжении питания от 100 до 200 В. Этот метод вызывает большую или меньшую задержку времени сброса. Эффективно подключение варистора параллельно нагрузке при напряжении питания от 24 до 48 В и параллельно контактам при напряжении питания от 100 до 200 В. | Выберите варистор так, чтобы выполнялось следующее условие для напряжение отключения Vc. Для токов переменного тока значение необходимо умножить на √2. Vc > (Current Voltage × 1,5) Если Vc установлено слишком высокое, отключение напряжения для высоких напряжений больше не будет эффективным, уменьшая эффект. | |||
Не применяйте схему защиты контактов, как показано ниже.
| Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако емкость будет заряжена, когда контакты разомкнуты. Следовательно, когда контакты снова замкнуты, ток короткого замыкания от емкости может привести к сварке контактов. | |
Эта схема эффективно подавляет дуги, когда контакты разомкнуты. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов. Однако, когда контакты снова замыкаются, зарядный ток течет к конденсатору, что может привести к сварке контактов. |
Локальная навигация
Переключатели
Переключатели уровня
Основные переключатели
Концевые выключатели
Кнопки/индикаторы
Дисковые переключатели
Служба поддержки
- Центр автоматизации (АТЦ)
- Центр загрузки
- Служба поддержки клиентов
- Ремонтная служба
- Обучение
- Техническое руководство
- Часто задаваемые вопросы
- Сертификация стандартов
Что такое холодная сварка? (Преимущества, недостатки и области применения)
Холодная сварка, или контактная сварка, представляет собой процесс сварки в твердом состоянии, при котором для соединения двух или более металлов требуется небольшое количество тепла или плавление, или они вообще не требуются. Вместо этого энергия, используемая для создания сварного шва, имеет форму давления. Во время процесса холодной сварки, в отличие от процессов сварки плавлением, в соединении нет жидкой или расплавленной фазы, что можно наблюдать при других методах, включая дуговую сварку, сварку трением или лазерную сварку.
Вместо этого энергия, используемая для создания сварного шва, имеет форму давления. Во время процесса холодной сварки, в отличие от процессов сварки плавлением, в соединении нет жидкой или расплавленной фазы, что можно наблюдать при других методах, включая дуговую сварку, сварку трением или лазерную сварку.
Также известный как сварка холодным давлением, этот процесс соединения металлов без нагревания был впервые признан в 1940-х годов, хотя история холодной сварки уходит гораздо дальше. Широко используемый для соединения проводов, а также для соединения двух металлов в космосе, этот процесс нашел широкое применение в различных отраслях промышленности.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Как это работает?
- История
- Преимущества
- Недостатки
- Приложения
- Часто задаваемые вопросы
- Заключение
Прежде чем холодная сварка сможет соединить два или более металлов вместе, необходимо удалить оксидные слои с поверхностей материалов. Большинство металлов (при нормальных условиях) имеют на поверхности оксидный слой, который образует барьер, препятствующий связыванию атомов металла. Как только этот оксидный слой удален, металлы могут быть спрессованы вместе под высоким давлением для создания металлургических связей. Оксидный слой можно удалить проволочной щеткой, обезжириванием или другими химическими или механическими методами.
Большинство металлов (при нормальных условиях) имеют на поверхности оксидный слой, который образует барьер, препятствующий связыванию атомов металла. Как только этот оксидный слой удален, металлы могут быть спрессованы вместе под высоким давлением для создания металлургических связей. Оксидный слой можно удалить проволочной щеткой, обезжириванием или другими химическими или механическими методами.
После очистки металлы можно спрессовывать, но материалы должны быть пластичными и не подвергаться сильному затвердеванию. В результате для холодной сварки часто предпочитают более мягкие металлы.
Процесс холодной сварки вызывал механические проблемы в ранних спутниках и других космических аппаратах, поскольку этот процесс не исключает относительного движения между соединяемыми поверхностями. Это означает, что адгезия, истирание и прилипание могут накладываться друг на друга, так что, например, холодная сварка и истирание могут происходить одновременно. Однако, с положительной стороны, возможность сплавлять металлы без жидкой или расплавленной фазы позволяет астронавтам быстро и эффективно работать вне космического корабля для выполнения любых необходимых ремонтных работ.
Холодная сварка также может выполняться в наномасштабе, при этом демонстрации показывают, что монокристаллические ультратонкие нанопровода из золота (диаметром менее 10 нм) могут быть соединены в течение нескольких секунд посредством механического контакта. Было показано, что результаты почти идеальны, с той же ориентацией кристаллов, электропроводностью и прочностью, что и остальная часть нанопроволоки. Такая высококачественная сварка достигается за счет наноразмерных размеров образца, механической поверхностной диффузии и ориентированных механизмов крепления. Наноразмерная холодная сварка была продемонстрирована для соединения золота с серебром и серебра с серебром.
Объясняя, как работает холодная сварка, Ричард Фейнман отметил в своих «Фейнмановских лекциях», что «причина такого неожиданного поведения заключается в том, что, когда соприкасающиеся атомы все одного и того же типа, атомы не могут «знать ‘, что они находятся в разных кусках меди. Когда есть другие атомы, в оксидах и жирах, а также в более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они не находятся на одной и той же части».
Холодная сварка впервые была признана явлением в 1940-х годов, но история методов холодной сварки уходит далеко в прошлое.
Археологи нашли инструменты бронзового века, которые соединялись с помощью холодной сварки, но первый научный эксперимент по этому методу не проводился до 1724 года, когда преподобный Джон Теофил Дезагюлье использовал два свинцовых шарика, чтобы проверить концепцию, скрепив их вместе и скрутив их в в этот момент он заметил, что они слиплись. Дальнейшие испытания показали, что образовавшаяся связь имеет ту же прочность, что и основной металл.
Холодная сварка имеет ряд преимуществ по сравнению с другими способами сварки, в том числе:
1. Без ЗТВ
Холодная сварка не создает зоны термического влияния (ЗТВ), что значительно снижает риск негативных химических или механических изменений в основные материалы соединяются.
2. Прочные, чистые сварные швы
Холодная сварка может обеспечить чистые сварные швы, которые по прочности не уступают самому слабому из исходных материалов. Этот процесс сварки не приводит к образованию хрупких интерметаллических соединений в месте соединения.
Этот процесс сварки не приводит к образованию хрупких интерметаллических соединений в месте соединения.
3. Соединение разнородных материалов
Разнородные металлы, которые трудно соединить другими методами, например алюминий и медь, можно соединить с помощью холодной сварки.
4. Сварка алюминия
Холодная сварка показывает свои преимущества не только при соединении меди с алюминием, поскольку этот метод также можно использовать для сварки алюминия серий 2xxx и 7xxx, что невозможно при использовании любого другого метода сварки металлов. .
Несмотря на то, что холодная сварка имеет ряд заметных преимуществ, у этой технологии также есть ограничения. Эти недостатки затрудняют рассмотрение холодной сварки в качестве основного метода соединения в большинстве случаев. Однако, как показано выше, в некоторых случаях холодная сварка все же может быть полезной. К проблемам и задачам холодной сварки относятся:
1. Чистота
Основная проблема с холодной сваркой заключается в том, что материалы должны быть чистыми и не содержать оксидов для получения удовлетворительного сварного шва. Это может быть труднодостижимым, а также дорогим и сложным в управлении в среде с большими объемами производства.
Это может быть труднодостижимым, а также дорогим и сложным в управлении в среде с большими объемами производства.
2. Типы материалов
Существуют ограничения на типы материалов, которые можно сваривать вместе холодной сваркой, поскольку металлы должны быть пластичными и не должны подвергаться процессам жесткой закалки. Кроме того, металлы, содержащие углерод в любой форме, не могут быть соединены с помощью этого метода.
3. Форма материала
Неровности на металлических поверхностях могут затруднить их соединение, даже если были предприняты все остальные шаги. Холодная сварка требует, чтобы материалы имели правильную форму и не имели неровностей на поверхности. Самые прочные холодные сварные швы получаются с плоскими, ровными поверхностями.
При всех проблемах, связанных с этой технологией, холодная сварка имеет целый ряд различных применений в различных отраслях промышленности.
Чаще всего этот метод применяется для сварки проволоки, где тепловая энергия может быть проблемой. Холодная сварка может обеспечить быстрое и прочное соединение проводов и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, серебряными сплавами и цинком.
Холодная сварка может обеспечить быстрое и прочное соединение проводов и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, серебряными сплавами и цинком.
Холодная сварка также подходит для соединения разнородных металлов, которые в противном случае было бы трудно эффективно сварить. Особенно полезен для соединения меди и алюминия, этот метод также может соединять вместе материалы серий 2xxx и 7xxx.
Холодная сварка, используемая в таких отраслях, как аэрокосмическая и автомобильная, часто используется для создания стыковых или нахлесточных соединений.
Какие металлы можно сваривать холодным способом?
Металл, подлежащий холодной сварке, должен быть пластичным, но этот метод обычно используется для соединения алюминия (включая несвариваемые марки, такие как серия 7XXX), латунных сплавов 70/30, меди, цинка, сплавов серебра и серебра, никеля и золота, особенно в виде проводов.
Холодная сварка также может использоваться для соединения металлов, таких как нержавеющая сталь, под большим давлением.
Металлы, содержащие углерод, не могут подвергаться холодной сварке.
Надежна ли холодная сварка?
Холодная сварка может обеспечить такое же прочное соединение, как и сами основные материалы, если условия правильные. Как было сказано выше, это означает, что металлы должны быть пластичными, очищенными от окислов на поверхности и в идеале правильной формы. Материалы не могут быть сильно закалены или содержать углерод.
Несмотря на эти факторы, холодная сварка позволяет создавать самые прочные швы.
Является ли холодная сварка постоянной?
Холодная сварка позволяет создавать неразъемные сварные швы при определенных условиях. Если все сделано правильно, соединение может быть изменено только с повреждением заготовок. Однако, если холодная сварка не выполняется в правильных условиях, соединения могут выйти из строя.
Холодная сварка — это уникальная технология соединения, позволяющая создавать очень прочные соединения без использования тепла.