rtkom-electro.ru. Что такое плазморез
Преимущества и недостатки плазменной резки
Преимущества и недостатки плазменной резки по сравнению с другими методами резки металлов?
Резка металлов - проблема, с которой приходится сталкиваться и в цеху, и на стройплощадке, и в мастерской. Простые решения вроде автогена устроят многих, но не всех. Если объем работ по резке металла большой, а требования к качеству реза высоки, то стоит подумать об использовании аппарата плазменной резки (плазмореза).Первые установки и аппараты плазменной резки появились более полувека назад, но широкому кругу мастеров они стали доступны только в последние два десятилетия.
ПРЕИМУЩЕСТВА:Какие преимущества в работе дает аппарат или станок плазменной резки металла в работе?
1. При правильном подборе мощности он позволит в 4-10 раз (по сравнению кислородной горелкой) повысить производительность. По этому параметру плазморез уступит лишь промышленной лазерной установке, зато намного выиграет в себестоимости. Экономически целесообразно использовать плазменную резку на толщинах металла до 50-60мм. Кислородная же резка более предпочтительна при раскрое стальных листов толщиной свыше 50 мм.
2. УНИВЕРСАЛЬНОСТЬ. Плазменная резка позволяет обрабатывать и сталь, и чугун, и алюминий, и медь, и титан, и любой другой металл, причем работы выполняются с использованием одного и того же оборудования: достаточно выбрать оптимальный режим по мощности и выставить необходимое давление воздуха. Важно отметить и то, что качество подготовки поверхности материала особого значения не имеет: ржавчина, краска или грязь помехой не станут.
3. ТОЧНОСТЬ и ВЫСОКОЕ КАЧЕСТВО РЕЗА. Современные плазморезы обеспечивают минимальную ширину реза и "чистые" без наплывов, перекаливания и грата кромки, почти не требующие дополнительной обработки. Немаловажно и то, что зона нагрева обрабатываемого материала намного меньше, чем при использовании автогена, а поскольку термическое воздействие на участке реза минимально, то и тепловые деформации вырезанных деталей незначительны, даже если они небольшой толщины.
4. БЕЗОПАСНОСТЬ, обусловленная отсутствием взрывоопасных газовых баллонов.
5. НИЗКИЙ уровень загрязнения окружающей среды. Касательно экономической стороны вопроса, то совершенно очевидно, что при больших объемах работ плазменная резка выгоднее той же кислородной или, например, механической. В остальных же случаях нужно учитывать не материалы, а трудоемкость использования. Например, сделать фигурный рез в толстом листе недолго и автогеном, но может потребоваться продолжительная шлифовка краев.
НЕДОСТАТКИ:
Ну а теперь поговорим о недостатках. Первый из них - относительно скромная максимально допустимая толщина реза, которая даже у мощных аппаратов редко превышает 80-100 мм. В случае же с кислородной резкой максимально допустимая толщина реза для стали и чугуна может достигать 500 мм.
Следующий недостаток метода - довольно жесткие требования к отклонению от перпендикулярности реза. В зависимости от толщины детали угол отклонения не должен превышать 10-50°. При выходе за эти пределы наблюдается значительное расширение реза и, как одно из следствий, быстрый износ расходных материалов.
Наконец, сложность рабочего оборудования делает практически невозможным одновременное использование двух резаков, подключенных к одному аппарату, что с успехом применяется при резке штучным электродом.
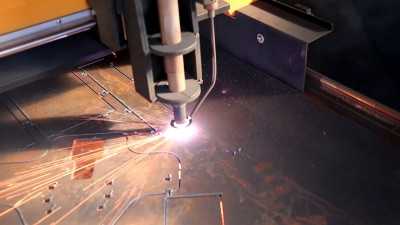
Процесс плазменной резки (принцип работы плазмореза)
Для начала определим, что же есть плазма. В данном случае это нагретый электрической дугой до высокой температуры (порядка 25000 °C) воздух в ионизированном состоянии. Последнее означает, что он утрачивает свойства диэлектрика и приобретает способность проводить электрический ток. В процессе резки плазменный поток становится проводником для тока, расплавляющего металл, и сам же его выдувает.
Для начала определим, что же есть плазма. В данном случае это нагретый электрической дугой до высокой температуры (порядка 25000 °C) воздух в ионизированном состоянии. Последнее означает, что он утрачивает свойства диэлектрика и приобретает способность проводить электрический ток. В процессе резки плазменный поток становится проводником для тока, расплавляющего металл, и сам же его выдувает.
Рабочий орган аппарата называется плазмотрон. Под этим словом подразумевается плазменный резак с кабель-шланговым пакетом, подключаемый к аппарату. Иногда плазмотроном ошибочно называют аппарат плазменной резки целиком. Разновидностей плазмотронов достаточно много. Но наиболее распространены и более всего пригодны для резки металлов плазмотроны постоянного тока прямой полярности. По виду дуги различают плазмотроны прямого и косвенного действия. В первом случае разрезаемое изделие включено в электрическую цепь, и дуговой разряд возникает между металлической деталью и электродом плазматрона. Именно такие плазмотроны применяются в устройствах, предназначенных для обработки металлов, включая и аппараты воздушно-плазменной резки. Плазматроны косвенного действия применяются, в основном, для обработки неэлектропроводных материалов (у них электрическая дуга возникает в самом резаке).
Сопло - важнейший элемент, определяющий возможности плазмотрона. При плазменной резке применяются сопла небольшого (до 3 мм) диаметра и большой (9-12 мм) длины. От размера диаметра сопла плазмотрона зависит количество воздуха, которое способен пропустить плазмотрон, этот параметр необходимо учитывать при подборе компрессора. Это также влияет на ширину реза и охлаждение плазмотрона. Что касается длины, то чем она больше, тем выше качество реза. Однако чрезмерное увеличение этого параметра ведет к снижению надежности работы и быстрому разрушению сопла. Считается, что длина канала должна быть больше диаметра в 1,5-1,8 раза.
Электродом (катодом) внутри плазматрона служит металлический стержень - другие конструкции в недорогих аппаратах не применяются. То же можно сказать и о материале: разновидностей изобилие, но массово используется лишь электрод из гафния.
Теперь пару слов о рабочих газах, используемых при плазменной резке. Их можно разделить на плазмообразующие и защитные (транспортирующие). Для резки в обычных плазменных системах бытового назначения (сила тока дуги - ниже 200 А, максимальная толщина реза - до 50 мм) сжатый воздух применяют и как плазмообразующий, и как защитный газ. При этом достигается удовлетворительное качество реза, хотя и наблюдается некоторое азотирование и окисление обрабатываемой поверхности. В более сложных системах применяются иные газовые смеси, содержащие кислород, азот, водород, гелий, аргон.
Выбор аппарата плазменной резки
Даже самые доступные аппараты плазменной резки сложны и довольно дороги в сравнении, например, со сварочными, поэтому к выбору недешевой техники нужно подходить осознанно. Прежде всего необходимо определиться, как обычно, с целями и задачами.
Первый параметр, без учета которого бесполезно учитывать остальные, - это максимально допустимая толщина реза. Данная величина обычно приводится для углеродистой стали, реже - для нержавеющей, еще реже - для алюминия и очень редко - для меди. Поскольку на максимально допустимую глубину реза сильно влияет теплопроводность материала, то для сплавов на основе меди этот показатель примерно на 30% ниже, чем для сплавов на основе железа. И если в технических характеристиках аппарата заявлена максимально допустимая толщина реза стали в 10 мм, это будет означать, что максимальная глубина реза медных сплавов составит 7 мм. Таким образом, вторым по важности показателем станет тип сплава, с которым предстоит работать.
Следующий фактор - планируемый режим эксплуатации плазмореза. Как и в случае со сварочными аппаратами, он определяется параметром "ПВ" (продолжительность включения), который определяет отношение времени работы аппарата ко времени, необходимому для его охлаждения. В некоторых промышленных аппаратах плазменной резки ПВ может приближаться к 100%, для ручной же резки металла вполне достаточно 40-50%.
На практике это выглядит следующим образом. Если ПВ плазмореза составляет 50%, то в течение часа эксплуатации он должен 30 минут работать и 30 минут остывать. При ручной резке приходится время от времени перемещаться или перемещать изделие и периодически выключать кнопку поджига на плазмотроне. Это время как раз и идет в зачет охлаждения, и поэтому работа кажется непрерывной. Такая формула дает сбой при работе с толстыми листами металла или при автоматической плазменной резке с ЧПУ, когда время реза может быть значительным. Дело в том, что параметр ПВ определяется для 10-минутного цикла, поэтому в начале смены, пока аппарат холодный, он будет отработать без перерыва и 15 минут даже при низком ПВ, а вот при цикличной работе может отключиться и после 5 минут непрерывной резки.
Когда ключевые параметры, определяющие принципиальную возможность использования аппарата, определены, следует уделить внимание такому аспекту, как удобство использования. Тут первостепенное значение приобретает мобильность, точнее, радиус действия, на который можно свободно удаляться от малоподвижного аппарата, "прикованного" к своему месту компрессором. Так, длина кабель-шлангового пакета плазмотрона может варьироваться до десятков метров. Кстати, важна не только длина: некоторые производители заявляют ее на уровне 30 м и более, но "забывают" сообщить о том, имеются ли евроразъемы на плазмотроне и источнике. Если таких разъемов нет, то укоротить или удлинить плазмотрон вряд ли получится, и всякий раз разматывать его для того, чтобы резать небольшие по размерам листы, будет утомительно. Главный же минус длинного плазматрона не в этом, а в том (и производители об этом, как правило, тоже умалчивают!), что при его длине свыше 20 метров наблюдается потеря мощности, причем довольно ощутимая. Поэтому разумнее всего выбирать плазмотрон небольшой (6-12 м) длины, оснащенный евроразъемом, чтобы при необходимости была возможность удлинить конструкцию, используя быстронаращиванмый удлинитель плазмотрона. Это будет, кстати, удобно и при работе на открытом воздухе в неблагоприятных условиях, когда выносить из помещения аппарат нежелательно. Однако, как уже отмечалось, использовать удлинитель нужно лишь в случае действительной необходимости.
Очень важный вопрос - проблема расходных материалов: электродов (катодов) и сопел. Важно, чтобы они были доступны и недороги. Как правило, износ этих деталей происходит или одновременно или с небольшим "разбросом" (один катод на два сопла). Одного сопла в среднем хватает на целую рабочую смену (при работе с деталями, толщиной до 10 мм).
Момент, не относящийся напрямую к плазматрону, но требующий обязательного учета, - это система подачи воздуха. Если отбросить самые маломощные модели, оборудованные встроенным компрессором и воспринимаемые многими профессионалами как малополезные игрушки, то следует помнить, что для работы плазматрону нужен мощный компрессор. И не он один: при достаточно большом расходе воздуха (100-250 л/мин при 0,4-0,6 МПа) жесткие требования предъявляются и к его качеству, а значит не обойтись без вспомогательных устройств - таких как влаго- и маслоотделители, фильтры. Поступать в аппарат воздух должен равномерно, без пульсаций, поскольку они серьезно влияют на стойкость сопел и электродов, на стабильность поджига дуги и, как следствие, на качество реза, а значит, нужен объемный ресивер.
ПРЕДЛОЖЕНИЕ ДЛЯ ЛЮБИТЕЛЯ
Среди современных устройств плазменной резки можно выделить отдельную и наиболее интересную для рядового потребителя категорию - переносные инверторные источники плазмы, применяемые при ручной резке. Их основные достоинства: низкое энергопотребление, компактность, небольшой вес, эргономичный дизайн. Недостатки: ограничение по максимальной мощности (не более 70 А), и, как следствие, по максимальной толщине реза (до 15-20 мм). Также придется мириться с невысокой продолжительностью включения и чувствительностью к перепадам напряжения. Оборудование, выходящие за рамки этого типа, как правило, рассчитано на промышленное применение.
Большинство аппаратов с плазмотронами воздушного охлаждения пригодны для резки металлических деталей толщиной до 50 мм. Для резки деталей толщиной свыше 50 мм или для увеличения производительности применяют более сложные и дорогие аппараты с плазмотронами водяного охлаждения
Максимальная глубина реза определяет толщину материала, которая может быть разрезана данным аппаратом в принципе. Скорость работы при этом в расчет не берется. Чтобы комфортно и быстро работать с деталями толщиной 3-4 мм, следует выбирать аппарат, максимально допустимая глубина реза которого - 8-10 мм.
Унифицированные разъемы для плазмотронов производятся в соответствии с европейскими стандартами и состоят из розеток (со стороны источника плазмы) и вилок (со стороны резака). Преимущество подобной системы заключается в возможности при необходимости удлинить или укоротить конструкцию без ощутимой потери мощности, прочности и электрического контакта.
Износ сопла заключается в нарушении его геометрической формы, что негативно влияет на качество реза. Износ же катода приводит к выработке стержня (допустимая глубина выработки - не более 1,5 мм), в результате чего может произойти пригорание катода к головке плазмотрона и его (плазмотрона) перегрев.
При минусовых температурах необходимо соблюдать определенные меры предосторожности. Поскольку в ресивере и шлангах образуется конденсат, который в случае замерзания может вывести из строя оборудование, то после окончания работ шланги обязательно продувают, а сам компрессор хранят в помещении с плюсовой температурой.
energocut.com
Эволюция плазменной резки
Специалисты в металлообработке, использующие до настоящего времени оборудованием для плазменной резки, которому 10 лет или больше, могут быть очень удивлены, когда вдруг узнают, как далеко вперед ушла технология плазменной резки. Технология развилась до такой степени, что кромки реза стали гладкими, чем когда-либо, и точность вырезаемых отверстий стала такой, что теперь в них можно разместить крепеж.
Плазменная резка прошла долгий путь, с того момента, когда была изобретена в конце 1950-х годов инженерами компании Union Carbide Corp. Сегодня плазменная резка является одним из наиболее широко используемых процессов резки металла для большого разнообразия отраслей промышленности.
Ранние системы плазменной резки (рисунок 1) использовались в основном для резки листов из нержавеющей стали и алюминия от 1 до 15 мм толщиной. Эти системы, примитивные в дизайне по сегодняшним меркам, были наиболее практичным методом для резки листов из немагнитных материалов.
Инженеры постоянно работали над процессом плазменной резки на протяжении 1960-х годов с целью улучшения качества реза и увеличения срока службы расходных материалов резака, таких как сопла и электроды. Плазменные технологии начали набирать обороты в течение этого периода, поскольку процесс улучшался и, стало возможным резать сложные формы из листов цветных металлов на очень высоких скоростях.
В 1968 был внедрен процесс радиального впрыска воды в сопло. Эта запатентованная технология для сопла, где чистая вода впрыскивается радиально вокруг плазменной струи, чтобы сжать дугу, увеличивая его плотность энергии при одновременном повышении охлаждения сопла. Таким образом повышаются скорости резки, получаются врезы более высокого качества, а также появляется возможность резать углеродистые стали на скоростях от четырех до шести раз быстрее, чем процесс газовой резки.
Примерно в это же время, технологии привода XY координатной системы также совершенствуются. Микропроцессорная технология начинает становиться основой машин с управлением XY, что позволяет большую точность, более высокие скорости резания (необходимые для плазменных систем новой технологии), и более высокие уровни автоматизации и производительности в цехе.
К 1970 году плазменная технология резки в основном заменила кислородную резку стали листов от 5 до 25 мм. толщиной, все еще уступая газовой резке при обработке нержавеющих и алюминиевых металлов. В то время как плазма уже может разрезать стали толще, чем 25 мм, процесс кислородной резки все еще оставался более дешевой альтернативой для толстого стального листа.
Хронология технологических достижений в процессе плазменной резки
С начала истории плазменных технологий, давайте взглянем на некоторые из основных инженерных прорывов в этой сфере:
1957 Процесс плазменной резки был разработан и запатентован Union Carbide в качестве расширения дугового процесса сварки вольфрамом в среде инертного газа (аргонодуговой сварки TIG).
1962-1967 Несколько новых разработок были завершены в направлении изменения дизайна расходных материалов, и разработка резака с двойным потоком, чтобы увеличить срок службы расходных материалов и качество резки цветных металлов.
1968 Процесс впрыска воды был запатентован. Этот процесс позволил производить резку с чистыми, прямоугольными краями и на более высоких скоростях, а также резку углеродистых сталей с приемлемым качеством среза.
1970-1979 Появляется водоналивные столы и столы с заслонками, предназначенные для поглощения дыма и контроля за дымоотводом. Появляется автоматизированное управление высотой дуги основанное на контроле напряжения дуги для более стабильного качества резки и более длительного срока службы расходных деталей.
1980-1984 Появились системы плазменной резки на основе резки кислородом, которые помогли улучшить прямоугольность и металлургию кромок реза (мягче, лучше свариваемость) и дают возможность резки углеродистых сталей при низких уровнях мощности и высоких скоростях резания (рисунок).
1984-1990 Многие разработки в эти годы в области воздушно плазменной резки позволили увеличить мобильность установок и более низкие уровни мощности для ручной и механизированной резки тонколистового металла.
1990 Улучшение конструкции источников питания на основе управляемой импульсной модуляцией и током на выходе. При производстве некоторых систем начали использовать облегченные, инверторные технологии источников питания, наиболее подходящие для портативных ручных плазменных систем.
1992 Появление технологии плазменно-кислородной резки с увеличенным сроком службы расходных материалов (Long-Life). Это было по существу микропроцессорным способом управления давлением плазмы, а также выходной силы тока. Это позволило увеличить долговечность расходных частей в 4-6 раз и помогло снизить стоимость плазменной резки.
1993 Разработан процесс High-definition (высокой четкости), который реализует предыдущую технологию плазменно-кислородной резки Long-Life. Этот процесс позволил новый дизайн сопла, что привело к увеличению плотности энергии кислородной плазменной дуги и улучшить чистоту реза для всех диапазонов толщин металлов.
1996 Появляются автоматизированные системы управления потоком газа. Они сопряжены с цифровыми системами с ЧПУ. Эти элементы управления газовым потоком исключили некоторые потенциальные для операторов ошибок, связанные с определением параметров процесса резки.
1996-2006 Произошли многие изменения в связи с улучшением качества резки, производительностью и автоматизацией многих параметров процесса резки. Они включали интеграцию процесса плазменной резки в систему ЧПУ, источник тока, контроль расхода газа, необходимое соответствующее программное обеспечение и системы регулирования высоты для автоматизации процесса. С этими знаниями, встроенными в систему, работа оператора станка стала значительно проще, а сам процесс перестал зависеть от опыта оператора.
Последние технологические разработки
За последние восемь лет, события в усовершенствовании технологии плазменной резки происходили в очень быстром темпе. Последней версией установок высокой четкости high-definition является их полная интеграция со станками с ЧПУ. Новые станки с ЧПУ оснащены сенсорным экраном, минимизируя количество кнопок, участвующих в эксплуатации плазменной резки и делают операцию настолько просто, насколько это делает любое программное обеспечение Windows®. Обучение оператора значительно упрощено даже на самых крупных и сложных станках плазменной резки с ЧПУ.
Работа оператора также стала легче с улучшением функциональности автоматической калибровки регулировкой высоты. Оператору также не нужно вносить коррективы на износ расходных материалов в плазмотроне.
Резка отверстий была улучшена благодаря большой базе данных информации в программном обеспечении CAM, который автоматически распознает возможности САПР и реализует наилучший путь и параметры плазменной резки, в том числе изменения защитного газа, что почти исключает конусность отверстий при резке стали (пример на рисунке). Этот процесс является понятным для оператора станка и системного программиста, устраняя необходимость им быть экспертами.

Рисунок: Резка отверстий улучшилась с первых дней использования плазменной резки (верхняя часть рисунка). Современные технологии плазменной резки позволяют вырезать отверстия, которые соответствуют очень жестким требованиям (нижняя часть рисунка).
Сокращение продолжительности цикла «от реза до реза» было включено в CAM программное обеспечение. Программное обеспечение автоматически распознает шаги резки и изменяет время передвижения резака, оптимизирует время определения исходной высоты и предварительной подачи газа, чтобы уменьшить время процесса резки и увеличить производительность продукта.
Программное обеспечение верстки теперь применяется наиболее эффективным способом, чтобы избежать прохождения плазмотрона через районы, подверженные столкновениям с ранее вырезанными частями.
Улучшение программного обеспечения для вырезки фасок упростило интеграцию и работу конической головкой в составе XY станков с ЧПУ. Это усовершенствование связано с программным обеспечением системы CAM, экономит большую часть времени программиста и оператора на тестирования проб и ошибок, которые всегда были необходимы при выявлении лучших допусков на фаски для подготовки кромок к последующей сварке.
Самая новая технология применения вентилируемых сопел и смешивания газов помогла улучшить качество резки нержавеющей стали. Края реза прямые, кромка гладкая, и отлично сваривается в последствии. Установки для воздушно-плазменной резки от крупнейших производителей также значительно улучшились с точки зрения качества резки, жизни расходуемых материалов и рабочего цикла. Эти системы, в первую очередь предназначенные для переносного использования и использования в небольших цехах, теперь доступны в исполнениях с быстрой установкой механизированного резака и интерфейсом, легко интегрируемым с бюджетными станками с ЧПУ. Такие системы доступны мощностью от 30 Ампер, размером с кейс от шуруповерта, работают от бытовой сети питания 220В, и способны резать металл до 12 мм толщиной, до промышленных систем мощностью в 125 Ампер, со 100% рабочим циклом, которые могут резать толстый металл толщиной до 60 мм. Обе эти портативные системы могут быть использованы как с ручной горелкой, так и с механизированным плазмотроном для различных автоматизированных решений.
Промышленные механизированные системы обычно имеют 100% рабочий цикл, доступны с автоматическими плазмотронами, и разработаны для использования с различными сжатыми газами настаивая качество резки для различных материалов. Эти системы доступны в различных размерах и в диапазонах мощности от 130 до 800 Ампер.
С момента создания первой системы плазменной резки было много проделано работы для повышения надежности, производительности, срока службы расходных материалов, качества резки и простоты использования. Сейчас часть рынка процесса плазменной резки разделяет лазерная резка, гидроабразивная и кислородная резка, каждая из которых имеет свою точность, производительность и долгосрочную экономическую эффективность при использовании для различных задач.
www.smart2tech.ru
Что такое плазморез? | rtkom-electro.ru
 Одной из проблем, с которой приходится очень часто сталкиваться специалистам не только на роботе, но и в быту, является плазменная резка. Есть несколько распространённых способов, которые могут помочь решить такую проблему, самым популярным из которых можно по праву называть автоген. Но такой способ далеко не всегда может справиться с поставленными перед ним заданиями. Его использование станет неприемлемым, например, в том случае, если объём работы достаточно большой, или специалисту все же важно качество работ. Для того, чтобы оно не пострадало, лучше всего использовать специальное оборудование для плазменной резки металла.
Одной из проблем, с которой приходится очень часто сталкиваться специалистам не только на роботе, но и в быту, является плазменная резка. Есть несколько распространённых способов, которые могут помочь решить такую проблему, самым популярным из которых можно по праву называть автоген. Но такой способ далеко не всегда может справиться с поставленными перед ним заданиями. Его использование станет неприемлемым, например, в том случае, если объём работы достаточно большой, или специалисту все же важно качество работ. Для того, чтобы оно не пострадало, лучше всего использовать специальное оборудование для плазменной резки металла.
Такие установки появились уже более полувека назад, так что сказать, что они новые просто язык не поворачивается. Но технологическое развитие в нашей стране пошло таким путем, что пользовались им крайне редко. Популярность такие аппараты начали приобретать только в последнее время и можно даже сказать, что это произошло случайно. Эти устройства стали более компактными и легкими, нежели ранее. Также вас откровенно порадует и их ценовой диапазон. Аппараты стали намного дешевле. Эти два фактора сыграли самую важную роль в популяризации устройства для плазменной резки металла. В процессе создания установок используются инверторные источники питания. Именно это и стало переломным моментом.
Не трудно догадаться, что основной принцип плазменной резки металла состоит в использовании плазмы. Благодаря тому, что в установке используется электрическая дуга, струя газа, которая выходит под давлением может нагреваться до очень больших температур. Их диапазон варьируется от трех до пяти тысяч градусов. Скорость подачи также поражает — от пятисот до полторы тысячи метров в секунду. В процессе использования плазменной резки, в зависимости от типа металла, специалист может использовать различные газы. Можно даже использовать водяной пар.
Главное преимущество плазменной резки заключается в том, что она обладает высоким уровнем точности и производительности. Ещё несколько основных плюсов использования именно этого процесса можно списать на такие показатели как возможность работать с различными видами металла, высокий уровень безопасности проводимых работ, качество. Касательно последнего, то его можно оценить по внешнему виду среза. Более того, такой аппарат не даст, чтобы он перенакалился или произошло наплавление. Благодаря использованию плазменной резки специалист также существенно упрощает себе задание, поскольку потом ему почти не нужно дополнительно обрабатывать срез. Благодаря тому, что основная часть теплового воздействия направлена именно на зону среза, то уровень тепловой деформации металла будет практически минимальным.
Но есть в этом процессе и некоторые недостатки. Например, плазменная резка может справиться с относительно не очень толстыми металлами. Если использовать в качестве газа кислород, то максимальный показатель толщина будет составлять всего пятьдесят сантиметров, другие газы — десять сантиметров.
www.rtkom-electro.ru