Содержание
Информация о методе плазменная сварка
Плазменная сварка представляет собой способ сваривания металлов с использованием плазменного потока. Главной особенностью плазменной сваркой является возможность достижения более высоких температур, чем при стандартной дуговой сварке. Это обеспечивает лучшие условия проплавления металла во время работы.
Плазменная сварка является одним из самых современных и инновационных методов сваривания материалов. Широкие возможности применения обеспечиваются благодаря ряду преимуществ:
- возможность ведения процесса с использованием высоких температур,
- снижение чувствительности процесса к длине дуги,
- горение дуги даже на малых токах,
- повышенная скорость ведения процесса,
- увеличенный коэффициент полезного действия,
- возможность работы с материалами толщиной до 1см,
- точный контроль глубины провара,
- практические полное отсутствие шлаков и отходов в ходе работы,
- простота в установке и использовании оборудования.


Главным недостатком плазменной сварки является высокая стоимость оборудования и работы. Несмотря на простоту установки и использования плазмотрона оборудование требует тщательного ухода, регулярной чистки. Горелка и электрод плазмотрона должны меняться своевременно, чтобы избежать проблем в работе оборудования. Также необходимо тщательно следить за температурой процесса и оборудования, чтобы избежать перегрева. Специалисты, работающие с плазмотроном, должны пройти специальное обучение. Оператор плазмотрона должен иметь определенные знания и навыки.
Все недостатки легко нивелируются достоинствами плазменной сварки. Высокая эффективность и повышенная производительность перевешивают понесенные затраты на оборудование и обучение персонала. В результате же компания получает первоклассных специалистов, обученных работать на самом современном оборудовании для ведения плазменной сварки.
Область применения плазменной сварки
Плазменная сварка подходит для работы практически с любыми видами металлов и сплавов, в том числе для:
- титана и его сплавов,
- алюминия и его сплавов,
- магния и его сплавов,
- меди и ее сплавов,
- вольфрама,
- высоколегированных, низколегированных или нелегированных сталей,
- чугуна,
- сплавов никеля,
- различных неэлектропроводных металлов,
- других разнородных металлов.
В первую очередь плазменная сварка применяться на промышленных предприятиях. Это объясняется высокой стоимостью плазмотрона и необходимостью специального обучения персонала. Для индивидуального или бытового применения плазменная сварка может оказаться слишком затратным методом работы.
В промышленности плазменная сварка может применяться практически во всех отраслях. Особое применение плазменная сварка находит в отраслях, предъявляющих высокие требования к качеству сварного соединения и точности работы, например, в приборостроении, авиакосмической отрасли, медицинской отрасли и многих других.
Техника проведения и оборудование для плазменной сварки
Стандартно оборудование для плазменной сварки состоит из плазменной горелки, вольфрамового электрода, системы охлаждения, системы подачи газа и сопла плазмы. Для образования плазмы используется специальный газ – аргон, смесь аргона с водородом, кислород или азот. Сама плазма способна разогреваться до 30 000oC. Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000oC.
Система охлаждения нужна для контроля этой температуры и удержания ее не выше 8 000oC.
При подаче тока на конце электрода образуется электрическая дуга. Аргон, попадая в зону дуги, образует плазму, нагревается и ионизируется. Тепловое расширение увеличивает объем газа в 50-100 раз. Аргон начинает истекать из сопла плазмотрона. Основным источником энергии для сварки является тепловая энергия газа и энергия ионизированных частиц газа.
Сварка может проводиться плазменной дугой при сварке прямого действия или плазменной струей при сварке косвенного действия. При прямой сварке плазменная дуга горит между электродом и свариваемым изделием. При косвенной сварке плазменная струя горит между соплом плазмотрона и электродом.
По величине тока различают микроплазменную сварку (при токах 0,1-0,25А), сварку на средних токах (до 150А) или сварку на больших токах (свыше 150А). Сварка на больших токах обеспечивает полных прожог металла. Микроплазменная сварка используется для работы без прожогов.
Микроплазменная сварка используется для работы без прожогов.
Плазменная сварка и плазмотроны прямого, косвенного действия
Для плазменной дуги характерны крайне высокая температура (до 30000°С) и широкий диапазон регулирования технологических свойств.
По сравнению с аргонодуговой сваркой плазменная сварка отличается более высокой проплавляющей способностью. Это дает ей следующие преимущества:
- повышенную производительность;
- меньшую зону термического влияния;
- более низкие деформации при сварке;
- пониженный расход защитных газов;
- более высокую стабильность горения дуги;
- меньшую чувствительность качества шва от изменения длины дуги (ввиду её неизменной геометрии по длине (рисунок 1).
Рис. 1. Плазменная (сжатая) дуга, горящая на графит
Плазмотроны прямого и косвенного действия
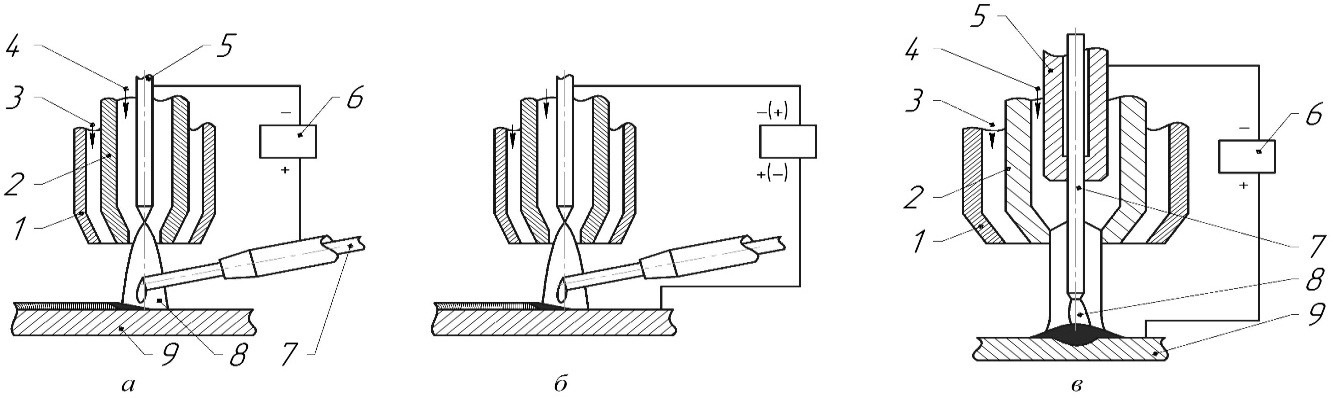
Плазменную дугу получают при помощи устройства под названием плазмотрон. Есть два способа подключения плазмотрона: для генерации дуги прямого действия (рис. 2,а) и для генерации дуги косвенного действия — плазменной струи (рис. 2,б).
Есть два способа подключения плазмотрона: для генерации дуги прямого действия (рис. 2,а) и для генерации дуги косвенного действия — плазменной струи (рис. 2,б).
Плазмотроны, подключаемые для генерации дуги, называют плазмотронами прямого действия, а для генерации плазменной струи — косвенного действия. Часто плазмотроны косвенного действия конструктивно отличаются от плазмотронов прямого действия системой охлаждения соплового узла плазмотрона. У первых она более эффективна.
Принцип действия и конструкция плазмотронов
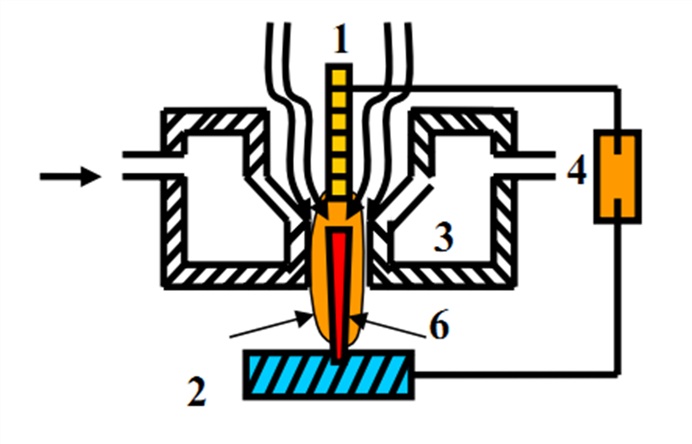
В плазмотронах прямого действия плазменная дуга возбуждается между вмонтированным в газовую камеру стержневым — как правило, вольфрамовым — электродом и свариваемым изделием. Сопло электрически нейтрально от электродного (катодного) узла и служит для сжатия и стабилизации дуги.
В плазмотронах косвенного действия плазменная дуга создается между электродом и соплом, а поток плазмы выдувает плазменную струю.
Рис. 2. Схемы плазмообразования
Для плазменной сварки металлов обычно применяют плазмотроны с дугой прямого действия.
Сжатие столба дуги происходит следующим образом: рабочий газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла плазмотрона в виде плазменной струи.
Плазменная дуга прямого действия по форме почти цилиндрическая и немного расширяется у поверхности изделия.
Плазменная дуга косвенного действия (струя) по форме представляет собой ярко выраженный конус с вершиной, обращенной к изделию и окруженной факелом.
Слой газа, омывающий столб дуги снаружи, остается относительно холодным, образуя тепловую и электрическую изоляцию между плазменной дугой и каналом сопла. Плотность тока дуги в плазмотронах достигает 100 А/мм2, а температура — 15000–30000 °С.
Особенности дуг прямого и косвенного действия
У плазмотрона с дугой прямого действия плазменная струя совмещена со столбом дуги — в отличие от плазмотрона с дугой косвенного действия. Это значит, что для первого плазмотрона характерна более высокая температура и тепловая мощность.
Процесс возбуждения дуги непосредственно между электродом и изделием осуществить трудно. Поэтому сначала возбуждается дуга между электродом и соплом (дежурная), а когда ее факел касается изделия, происходит автоматическое зажигание основной дуги между электродом и изделием.
Поэтому сначала возбуждается дуга между электродом и соплом (дежурная), а когда ее факел касается изделия, происходит автоматическое зажигание основной дуги между электродом и изделием.
Дежурная дуга отключается при устойчивом горении основной дуги. Обычно дежурная дуга питается от того же источника, что и основная, через токоограничивающие сопротивления.
В плазмотронах с дугой прямого действия в изделие вводится дополнительное тепло за счет электронного тока. КПД таких плазмотронов значительно выше, чем у плазмотронов с дугой косвенного действия. Поэтому плазмотроны с дугой прямого действия лучше применять для сварки, резки, наплавки, а плазмотроны с дугой косвенного действия — для напыления, нагрева и т.п.
Плазменная дуга может быть использована:
- при сварке тонколистового материала толщиной менее 1 мм, включая тугоплавкие металлы;
- при сварке металлов с неметаллами;
- для наплавки и нанесения покрытий путем расплавления электронной или дополнительно подаваемой в дугу присадочной проволоки;
- для пайки;
- разделительной резки и поверхностной обработки различных металлов.

Что такое плазменная сварка?
Плазменная сварка
используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о процессе и о том, чем он отличается от более традиционных, широко распространенных процессов сварки. Getty Images
Плазма — это горячий ионизированный газ, состоящий примерно из равного количества положительно заряженных ионов и отрицательно заряженных электронов. Характеристики плазмы значительно отличаются от характеристик обычных нейтральных газов, поэтому она считается отдельным четвертым состоянием вещества.
Проще говоря, плазма — это газ, перегретый до такой степени, что он становится высокопроводящим. В процессах сварки и резки это позволяет передавать электрический ток. Температура плазменной дуги может достигать 30 000 градусов по Фаренгейту.
Плазменная сварка, впервые представленная как процесс сварки в начале 1960-х годов, использовалась в специальных слаботочных приложениях (микроплазма) от 0,5 ампер или ниже, или до 500 приложения для тяжелой промышленности.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя. Вот некоторые основные факты о плазменной сварке и о том, чем она отличается от более традиционных, общепринятых процессов.
Сфокусированная дуга
Одним из основных преимуществ процесса PAW является сфокусированная дуга, создаваемая через отверстие наконечника. Вы можете увеличить или уменьшить размер отверстия в соответствии с вашими требованиями к силе тока, а также в соответствии с конкретными приложениями. Преимущества сфокусированной дуги включают:
- Глубокое проникновение
- Уменьшение зоны термического влияния
- Высокая скорость перемещения
- Меньше дуги блуждающий
- Точность в автоматизированных/роботизированных приложениях
Эти черты пригодятся при производстве таких вещей, как сосуды под давлением, аэрокосмические компоненты, датчики расхода, сварные сильфоны, батареи и медицинские устройства.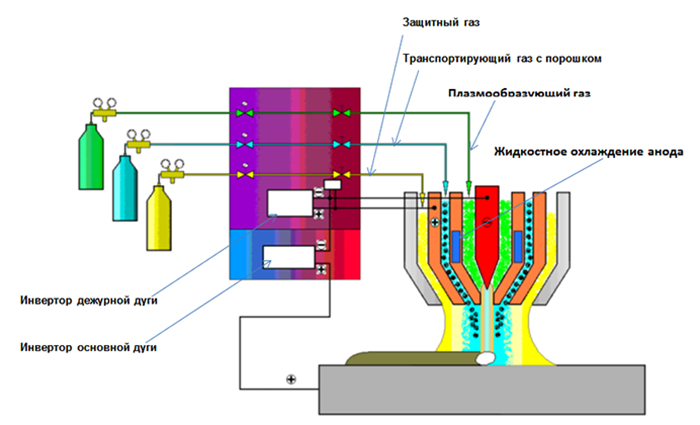
Защищенный электрод
В отличие от сварки TIG, когда вольфрамовый электрод подвергается воздействию атмосферы после цикла сварки, в плазменном процессе электрод изолирован внутри камеры горелки и защищен газовым экраном. Это позволяет электроду оставаться в одном и том же состоянии в течение более длительных периодов времени. В автоматизированных приложениях это значительно повышает производительность, поскольку сокращает необходимость остановки процесса сварки для заточки электрода.
Передача дуги без высокой частоты
Чтобы предотвратить загрязнение во время процесса TIG, необходимо использовать высокую частоту для передачи дуги от электрода к заготовке. В некоторых случаях это создает проблемы во время автоматизированных приложений, когда высокая частота может создавать помехи и прерывать работу управляющего оборудования. Этот метод переноса также может привести к преждевременному износу электрода, особенно при сварке больших объемов и кратковременных сварных швов, что увеличивает потребность в остановке процесса для заточки вольфрамового электрода.
Несмотря на то, что в современных производственных условиях плазменная сварка считается экзотическим сварочным процессом, она по-прежнему используется в ряде отраслей, где ключевыми факторами являются объем производства, стабильность и минимальное время простоя.
Плазменная сварка, с другой стороны, использует постоянную вспомогательную дугу, что позволяет передавать дугу без высокой частоты. Это устраняет помехи в системе управления и обеспечивает надежную и точную передачу для более длительных производственных циклов.
Arc Control
В дополнение к функциям, доступным на источнике питания для плазменной сварки, таким как управление током, цифровое управление подачей газа (которое поддерживает поток газа в пределах с настройками силы тока) и синхронизация импульсов и точек, горелка для плазменной сварки может помочь вам точно настроить характеристики дуги. К ним относятся следующие:
- Размер отверстия наконечника
- Смещение электрода
- Скорость потока газа
- Возможность работы с несколькими газами
Это обеспечивает большую гибкость для дальнейшего усовершенствования процесса для многих приложений.
Выбор газа
Для улучшения процесса сварки можно использовать различные газы. Например, вы можете использовать аргон, смешанный с 2-5% водорода, в качестве плазмообразующего газа или в качестве защитного газа в сочетании с чистым аргоном.
Плазменный газ аргон в сочетании с защитным газом аргоном/водородом . Повышенное тепловложение от защитного газа снижает поверхностное натяжение материала и позволяет увеличить скорость перемещения.
Плазменный газ аргон/водород в сочетании с защитным газом из чистого аргона. Концентрирует тепло в потоке плазмы для увеличения проникновения (режим замочной скважины).
Скорость перемещения
Сфокусированная дуга и высокая концентрация тепла позволяют достигать более высоких скоростей перемещения в некоторых случаях.
Это можно рассматривать как немедленное преимущество в повторяющихся приложениях, где требуется крупносерийное производство.
Несколько режимов работы
Два режима работы плазменной сварки обычно называются мягкой плазмой и режимом замочная скважина .
Разница между режимом замочной скважины и режимом мягкой плазмы (не замочной скважины) в основном заключается в настройке расходных материалов и параметров резака. В режиме замочной скважины электрод отодвигается от отверстия наконечника, что позволяет концентрировать тепло от плазменной дуги на меньшей площади. В этом режиме можно настроить параметры и конфигурацию горелки, чтобы позволить потоку плазмы пробивать материалы толщиной до 0,39 дюйма, обеспечивая полное проплавление без необходимости подготовки шва.
В режиме без замочной скважины (мягкая плазма) электрод устанавливается ближе к отверстию наконечника. Это уменьшает фокус дуги, а в сочетании с выбранной силой тока, плазменным газом и скоростью потока вы можете получить все преимущества плазменного процесса без необходимости сварки с полным проплавлением.
Установка для плазменной сварки похожа на обычную сварку TIG, за исключением раздельных плазмы и защитного газа, а также способа передачи тока для включения дуги. График представляет собой визуальное изображение процесса плазменной сварки через саму горелку.
Процесс плазменной сварки: принципы работы
Процесс плазменно-дуговой сварки обычно сравнивают с процессом дуговой сварки вольфрамовым электродом.
Если электрическая дуга между вольфрамовым электродом и изделием сужается в поперечном сечении, ее температура повышается, поскольку по ней проходит то же самое количество тока.
Эта суженная дуга называется плазмой, или четвертым состоянием вещества.
Процесс работает за счет ионизации газа, процесса, происходящего при высоких температурах. Когда ионизированный газ может проводить электричество. Затем газ используется для передачи электрической дуги на свариваемую деталь. Высокая температура дуги сварит или сплавит два куска металла вместе.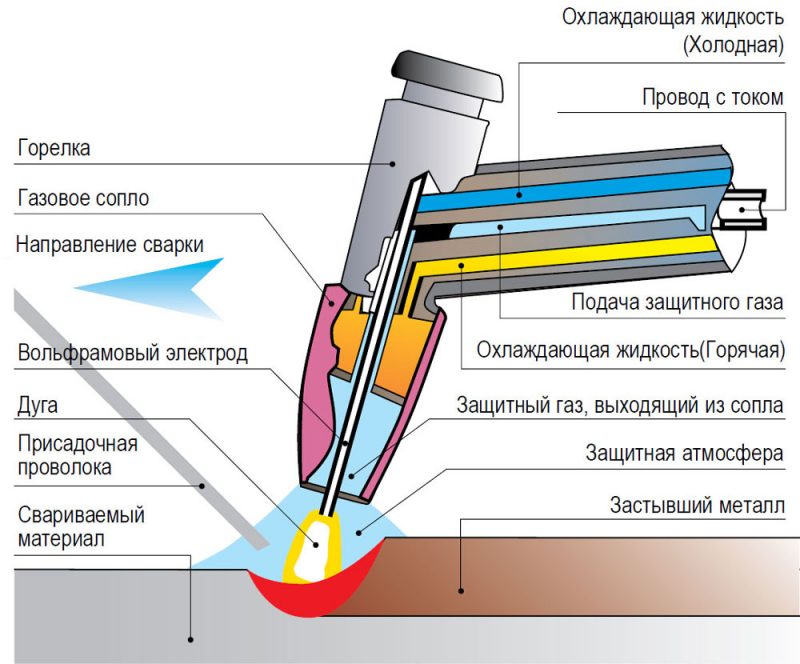
Предпочтительным газом является аргон плюс вторичный газ гелия, смесь аргона и водорода или аргон. Вторичный газ защищает сварочную ванну, как и в других процессах сварки. Это уменьшает количество окисления, которое образуется на сварном шве.
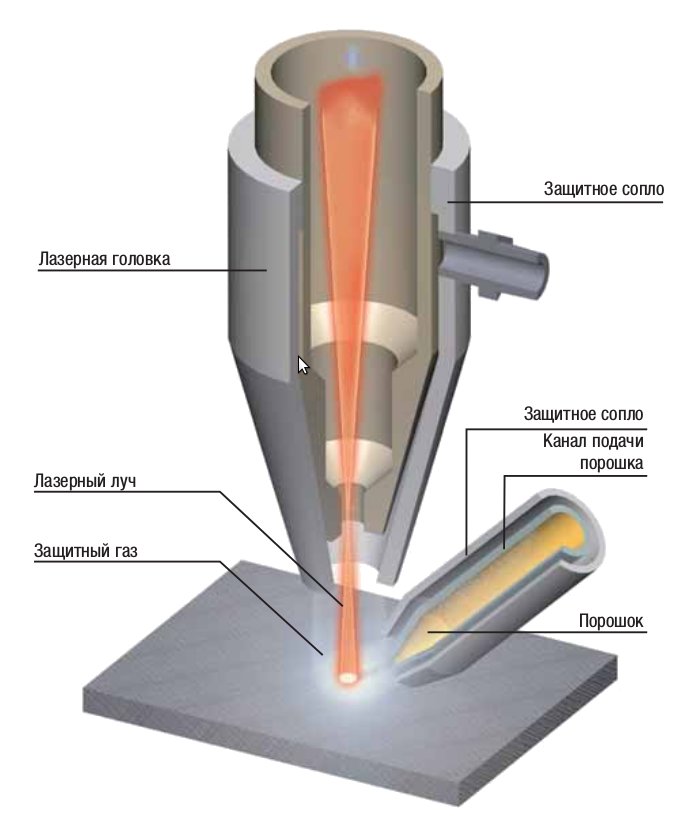
Плазменная горелка содержит электрод из вольфрама, помещенный в сопло из меди. На кончике сопла имеется небольшое отверстие. Дуга зажигается между электродом и концом сопла. Затем дуга переносится на свариваемый материал.
Небольшое отверстие заставляет газ проходить через «зауженное отверстие или отверстие». Это концентрирует тепло на относительно меньшей площади. Способность направлять концентрированное тепло таким образом позволяет сварщику производить сварку очень высокого качества.
Результатом является процесс, который обеспечивает более высокую скорость сварки, меньшую деформацию, более однородные сварные швы, меньшее разбрызгивание и больший контроль зоны сварки, что снижает риск повреждения любых близлежащих термочувствительных компонентов. Расходные материалы также имеют долгий срок службы.
Расходные материалы также имеют долгий срок службы.
Видео процесса дуговой плазменной сварки
Режимы работы процесса плазменной сварки
Дуговая плазменная сварка
Существует два режима работы процесса плазменной сварки: дуга без переноса и дуга с переносом.
- Режим дуги без переноса : В режиме без переноса ток течет от электрода внутри горелки к соплу с отверстием и обратно к источнику питания. Он используется для плазменного напыления или нагревания неметаллов.
- Режим переноса дуги : В режиме переноса дуги ток передается от вольфрамового электрода внутри сварочной горелки через отверстие к заготовке и обратно к источнику питания.
Разница между этими двумя режимами работы показана на рисунке 10-37 ниже. Перенесенный режим дуги используется для сварки металлов. Для сравнения показан процесс с использованием газовой вольфрамовой дуги.
Перенесенный режим дуги используется для сварки металлов. Для сравнения показан процесс с использованием газовой вольфрамовой дуги.
Переносимые и непереносимые плазменные дуги — Рисунок 10-37
Как генерируется плазма
Плазма образуется за счет сжатия электрической дуги, проходящей через отверстие сопла. Через это отверстие также нагнетаются горячие ионизированные газы. Плазма имеет жесткую столбчатую форму и параллельные стороны, поэтому она не расширяется так же, как газовая вольфрамовая дуга. Эта высокотемпературная дуга, направленная на изделие, расплавит поверхность основного металла и присадочный металл, добавленный для выполнения сварного шва. Таким образом, плазма действует как чрезвычайно высокотемпературный источник тепла, образуя расплавленную сварочную ванну. Это похоже на газовую вольфрамовую дугу. Однако высокотемпературная плазма заставляет это происходить быстрее и известна как режим работы вплавления. На рис. 10-36 показано поперечное сечение головки плазменно-дуговой горелки.
Высокая температура плазмы или сжатой дуги и высокоскоростная плазменная струя обеспечивают повышенную скорость теплопередачи по сравнению с дуговой сваркой вольфрамовым электродом при использовании того же тока. Это приводит к более высокой скорости сварки и более глубокому проплавлению шва. Этот метод работы используется для сварки очень тонких материалов. и для сварки многопроходных разделочных и угловых швов.
Процесс сварки с замочной скважиной
Другим методом использования процесса плазменной сварки является метод сварки с замочной скважиной. Струя плазмы проникает сквозь заготовку и образует отверстие или замочную скважину. Поверхностное натяжение заставляет расплавленный основной металл обтекать замочную скважину, образуя сварной шов. Метод замочной скважины можно использовать только для суставов, где плазма может проходить через сустав. Он используется для основных металлов толщиной от 1/16 до 1/2 дюйма (от 1,6 до 12,0 мм). На него влияет состав основного металла и сварочные газы. Метод «замочной скважины» обеспечивает однопроходную сварку с полным проплавлением, которая может выполняться как вручную, так и автоматически во всех положениях.
Метод «замочной скважины» обеспечивает однопроходную сварку с полным проплавлением, которая может выполняться как вручную, так и автоматически во всех положениях.
Конструкция соединения
Конструкция соединения основана на толщине металла и определяется двумя методами работы.
- Метод «замочной скважины» : Для метода «замочной скважины» конструкция соединения ограничена типами с полным проваром. Предпочтительной конструкцией соединения является квадратная канавка без минимального раскрытия корня. Для корневых проходов, особенно на толстостенных трубах, используется U-образная конструкция канавки. Поверхность корня должна быть 1/8 дюйма (3,2 мм), чтобы обеспечить полное проникновение замочной скважины.
- Метод вплавления : Для метода вплавления для сварки тонколистовых металлов толщиной от 0,020 дюйма (0,500 мм) до 0,100 дюйма (2,500 мм) следует использовать сварной шов с квадратной разделкой. Для толщины свариваемой фольги от 0,005 дюйма (0,130 мм) до 0,020 дюйма (0,0500 мм) следует использовать кромочное фланцевое соединение. Фланцы расплавляются, чтобы обеспечить присадочный металл для выполнения сварного шва.
 Фланцы расплавляются, чтобы обеспечить присадочный металл для выполнения сварного шва.
Фланцы расплавляются, чтобы обеспечить присадочный металл для выполнения сварного шва.При использовании режима вплавления для толстых материалов можно использовать те же общие детали соединения, которые используются для дуговой сварки защищенным металлом и дуговой сварки вольфрамовым электродом в среде защитного газа. Его можно использовать для угловых швов, фланцевых швов, всех типов швов с разделкой кромок и т. д., а также для соединений внахлест с использованием дуговой точечной сварки и дуговой шовной сварки. На рис. 10-38 показаны различные конструкции соединений, которые можно сваривать плазменной дугой.
Различные соединения для плазменной дуги — Рисунок — 10-38
Сварочный контур и ток
Сварочный контур для процесса плазменной сварки более сложный, чем для дуговой сварки вольфрамовым электродом.
В качестве схемы управления требуется дополнительный компонент, помогающий запускать и останавливать плазменную дугу. Используется тот же источник питания.
Имеются две газовые системы, одна для подачи плазмообразующего газа, а вторая для защитного газа.
Сварочная схема для плазменно-дуговой сварки показана на рис. 10-39.. Используется постоянный ток постоянного тока (СС). Переменный ток используется только для нескольких приложений.
PAW (плазменно-дуговая сварка) Принципиальная схема — рис. 10-39
Советы по использованию процесса
Вольфрамовый электрод должен быть точно отцентрирован и расположен относительно отверстия в сопле. Ток вспомогательной дуги должен поддерживаться достаточно низким, достаточно высоким, чтобы поддерживать стабильную вспомогательную дугу. При сварке очень тонких материалов в диапазоне фольги вспомогательной дуги может быть достаточно.
Когда присадочный металл используется как часть процесса плазменной сварки, он добавляется таким же образом, как и при дуговой сварке вольфрамовым электродом. Однако, чем больше расстояние от резака до изделия, тем больше возможностей для добавления присадочного металла. Оборудование должно быть правильно отрегулировано, чтобы защитный газ и плазменный газ находились в правильных пропорциях. Также необходимо использовать подходящие газы.
Оборудование должно быть правильно отрегулировано, чтобы защитный газ и плазменный газ находились в правильных пропорциях. Также необходимо использовать подходящие газы.
Подвод тепла важен. Поток плазменного газа также оказывает важное влияние. Эти факторы показаны на рисунке 10-40.
Качество плазменной сварки и распространенные неисправности — Рисунок 10-40
Присадочный металл и другое оборудование
Присадочный металл обычно используется в процессе плазменной сварки, за исключением сварки самых тонких металлов. Состав присадочного металла должен соответствовать основному металлу. Размер стержня присадочного металла зависит от толщины основного металла и сварочного тока. Присадочный металл обычно добавляется в ванну вручную, но может добавляться автоматически.
Защитный газ
Инертный газ, аргон, гелий или их смесь, используется для защиты области дуги от атмосферы. Аргон более распространен, потому что он тяжелее и обеспечивает лучшую защиту при более низких скоростях потока. Для плоской и вертикальной сварки достаточно расхода защитного газа от 15 до 30 куб. футов в час (от 7 до 14 литров в минуту).
Для плоской и вертикальной сварки достаточно расхода защитного газа от 15 до 30 куб. футов в час (от 7 до 14 литров в минуту).
Для сварки в верхнем положении требуется немного более высокая скорость потока. Аргон используется в качестве плазменного газа со скоростью от 1 куб. футов в час (0,5 литра в минуту) до 5 куб. футов в час (2,4 литра в минуту) для сварки, в зависимости от размера горелки и области применения. Активные газы не рекомендуются для плазмообразующего газа. Кроме того, требуется охлаждающая вода.
Качество, скорость наплавки и переменные
Качество процесса плазменной сварки чрезвычайно высокое и обычно выше, чем сварка вольфрамовым электродом в среде защитного газа, поскольку вероятность включения вольфрама в сварной шов минимальна или отсутствует. Скорость наплавки при плазменно-дуговой сварке несколько выше, чем при дуговой сварке вольфрамовым электродом в среде защитного газа, и показана кривой на рис. 10-41.
Графики сварки для процесса плазменной дуги представлены данными в таблице 10-5. Скорость наплавки при плазменно-дуговой сварке
Скорость наплавки при плазменно-дуговой сварке
— рисунок 10-41
Переменные процесса для процесса плазменной сварки показаны на рисунке 10-41. Большинство переменных, показанных для плазменной дуги, аналогичны другим процессам дуговой сварки. Есть два исключения: поток плазмообразующего газа и диаметр отверстия в сопле.
Основные переменные оказывают существенное влияние на процесс. Второстепенные переменные обычно фиксируются при оптимальных условиях для данного приложения. Все переменные должны появиться в процедуре сварки.
Переменные, такие как угол и отступ электрода и тип электрода, считаются фиксированными для приложения.
Процесс плазменной сварки реагирует на эти переменные иначе, чем процесс дуговой сварки вольфрамовым электродом.
Расстояние между горелкой и изделием менее чувствительно при использовании плазмы, но угол наклона горелки при сварке деталей разной толщины более важен, чем при сварке вольфрамовой дугой. Плазменно-дуговая сварка
Схема сварки Руководство по применению – Таблица 10-5
Вариации процесса
Сварочный ток может быть импульсным, чтобы получить те же преимущества, что импульсный режим обеспечивает дуговую сварку вольфрамовым электродом. Импульс сильного тока используется для максимального проникновения, но не постоянно, чтобы обеспечить затвердевание металла. Это дает более легко контролируемую лужу для работы вне рабочего места. Импульсную сварку можно осуществлять тем же аппаратом, что и для газовой вольфрамовой дуговой сварки.
Импульс сильного тока используется для максимального проникновения, но не постоянно, чтобы обеспечить затвердевание металла. Это дает более легко контролируемую лужу для работы вне рабочего места. Импульсную сварку можно осуществлять тем же аппаратом, что и для газовой вольфрамовой дуговой сварки.
Способ подачи присадочной проволоки
Способ подачи присадочной проволоки с помощью плазмы практически такой же, как и при дуговой сварке вольфрамовым электродом. Можно использовать концепцию «горячей проволоки». Это означает, что на присадочную проволоку подается ток низкого напряжения для ее предварительного нагрева перед входом в сварочную ванну.
Программируемая плазменная дуговая сварка
Программируемая сварка также может использоваться для процесса плазменной сварки так же, как она используется для дуговой сварки вольфрамовым электродом. Используется один и тот же источник питания с возможностью программирования, что дает преимущества для определенных видов работ.