Содержание
Контактная сварка что это такое
Технология контактной сварки известна уже давно. В настоящее время она незаменима в строительстве самолетов, автомобилей, судов, сельскохозяйственной и другой техники. Метод имеет особенности, которые заинтересуют не только специалистов.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Немного истории
- Оборудование и технология контактной сварки
- Подготовка поверхности
- Машины для контактной сварки
- Электроды для контактной сварки
- Дефекты и контроль качества
- Виды контактной сварки
- Точечная
- Рельефная
- Шовная
- Стыковая
- Другие процессы
- Преимущества и недостатки
- Обозначение на чертежах
Контактная сварка активно используется и в быту, и на производстве. Оборудование предназначено для соединения металлических заготовок под воздействием давления при высокой температуре. Результатом является прочное соединение металлических деталей и ровная поверхность готовой конструкции. Технология отлично показала себя при сваривании тонкостенных, листовых и прочих однотипных материалов.
Результатом является прочное соединение металлических деталей и ровная поверхность готовой конструкции. Технология отлично показала себя при сваривании тонкостенных, листовых и прочих однотипных материалов.
Что такое контактная сварка
Контактная сварка – это технологический процесс соединения металлических заготовок посредство воздействия высокой температуры и давления. Нагрев достигается за счет сопротивления материалов электрическому току, который проходит через них, а давление обеспечивают специальные механизмы. Применяется технология преимущественно в промышленности и серийном производстве продукции.
Немного истории
Первый случай использования контактной сварки был зафиксирован документально. Это в 1856 году сделал Уильям Томсон – английский физик. Независимо от его исследований другой ученый – американец Элиу Томсон разработал и внедрил на производстве стыковую сварку. В это же время и в том же году известный российский изобретатель Николай Николаевич Бенардос предложил варианты точечного и шовного сваривания металлических заготовок.
В это же время и в том же году известный российский изобретатель Николай Николаевич Бенардос предложил варианты точечного и шовного сваривания металлических заготовок.
Для практической реализации технологии в то время использовались специальные клещи, имеющие в своей конструкции угольные электроды. К ним подавался электрический ток. Далее заготовки в виде двух металлических пластин укладывались одна поверх другой и прижимались клещами. Проходящий через заготовки ток был достаточно большой силы, чтобы нагреть обе пластинки до нужной температуры, при которой образуются сварные точки.
Элиу Томсон после ряда удачных экспериментов и получения стабильного результата в 1886 году обратился за получением патента на контактную сварку. Это был инновационный способ соединения металлов при помощи электричества. Его описание уточняло, что «металлические предметы должны соприкасаться теми местами, которые предполагается сваривать. Через них проходит огромной силы ток – до 200 тысяч ампер. При этом его величина напряжения составляет всего лишь 1-2 вольта. В месте соприкосновения металл греется сильнее из-за высокого сопротивления. В это время заготовки нужно сжимать и место сварки часто ковать. После остывания заготовки будут хорошо сваренными.» Данный метод в то время называли «безогненной сваркой» или электрической ковкой».
При этом его величина напряжения составляет всего лишь 1-2 вольта. В месте соприкосновения металл греется сильнее из-за высокого сопротивления. В это время заготовки нужно сжимать и место сварки часто ковать. После остывания заготовки будут хорошо сваренными.» Данный метод в то время называли «безогненной сваркой» или электрической ковкой».
Практическое применение технологии нашлось сразу же. Она была задействована для соединения проводов телеграфной связи. Но это было только начало продвижения. Элиу Томсон продолжал исследования, комбинируя гидравлические системы сжатия и воздействие электрического тока на соединяемые заготовки. Благодаря этому вскоре технология стала использоваться в авиастроении, в частности, для производства самолетных двигателей.
В 1928 году компания Stout Metal Airplane впервые задействовала оборудование точечной сварки на конвейере по обработке дюралюминия. А уже в тридцатых годах прошлого столетия в Соединенных Штатах были проведены первые испытания в области контактной сварки деталей из легкоплавких материалов, а также их сплавов. методы работы в дальнейшем применялись известными авиастроительными компаниями – Douglas, Boeing и Sikorsky Aircraft.
методы работы в дальнейшем применялись известными авиастроительными компаниями – Douglas, Boeing и Sikorsky Aircraft.
Оборудование и технология контактной сварки
Подготовка поверхности
Существуют различные методы предварительной обработки поверхности заготовок. Полный набор состоит из таких манипуляций: удаление оксидных или других видов пленок, обезжиривание, нейтрализация среды, пассивирование, промывка, сушка и контроль состояния. Предварительная подготовка рабочей поверхности имеет большое влияние на конечное качество сварного соединения. Поэтому важно соблюдать следующие требования:
- поверхность соединяемых заготовок должна быть ровной, а плоскости совпадать по всей площади;
- в соединении двух деталей рабочими поверхностями должно обеспечиваться одинаковое сопротивление;
- цепь электрод-деталь должна обладать наименее возможным для материала сопротивлением.
Машины для контактной сварки
В работе применяются специальные контактные сварочные машины.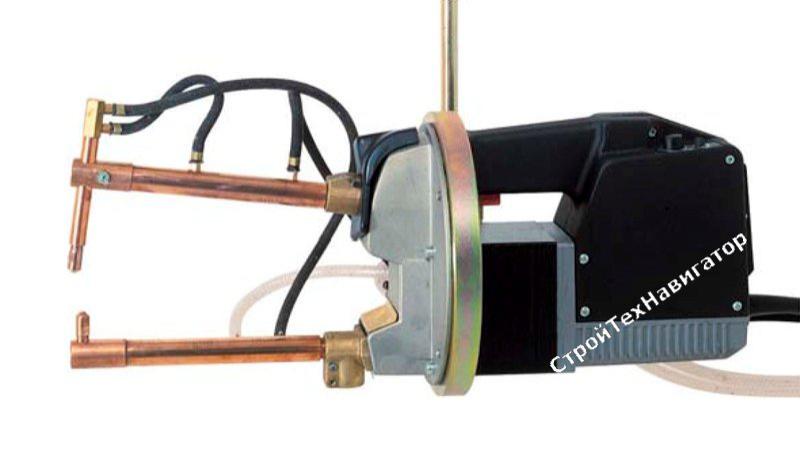 Они бывают стационарными, подвесными или передвижными. По назначению – универсальными или специализированными. В зависимости от вида тока, протекаемого в сварочном контуре, аппараты делятся на два класса – постоянного и переменного тока. Также они отличаются способом сварки – точечная, рельефная, шовная или стыковая.
Они бывают стационарными, подвесными или передвижными. По назначению – универсальными или специализированными. В зависимости от вида тока, протекаемого в сварочном контуре, аппараты делятся на два класса – постоянного и переменного тока. Также они отличаются способом сварки – точечная, рельефная, шовная или стыковая.
Для уменьшения сварочного тока сварочные машины комплектуются трансформаторами, которые понижают напряжение до уровня 1-15 вольт в сети. Используются электроды, выполненные из медного сплава. Мощность оборудование варьируется в диапазоне от 0,5 до 500 кВА, а усилие сжатия — 1-1000 кгс. Прижим обеспечивается за счет пружинного механизма или пневматического привода.
Независимо от уровня и предназначения машина для контактной сварки имеет несколько обязательных блоков: пневматической или гидравлической системы, контура охлаждения, механической и электрической части. Основные блоки, в свою очередь, делятся на несколько составляющих. Так, электрическая часть включает сварочный трансформатор, регулятора цикла сварки, прерывателя цепи. Регулятор обеспечивает последовательность выполнения манипуляций, своевременное начало и окончание как всего цикла, так и его отдельных операций.
Регулятор обеспечивает последовательность выполнения манипуляций, своевременное начало и окончание как всего цикла, так и его отдельных операций.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Механическая часть включает разны элементы в зависимости от типа установки. Так, точечные машины имеют только привод сжатия, тогда как шовные, помимо этого, включают и привод вращения роликов. Стыковой сварной аппарат комплектуется приводом зажатия и осадки свариваемых заготовок.
В состав пневмогидравлической системы входят лубрикаторы для смазки подвижных механизмов и фильтры, вместе составляющие группу предварительной подготовки. Есть элементы регулирования – клапаны, манометры, редукторы, а также узлы подвода воздуха – штуцера, клапаны, краны и вентили.
Система водяного охлаждения состоит из нескольких элементов. В нее входят штуцера приемной и разводящей гребенки, полости водяного контура в трансформаторе и вторичной обмотке; реле, вентили и шланги.
Стыковые машины включаются кнопками на щитке управления, а точечные и шовные – при помощи педали. Помимо этого, предусмотрены элементы контроля над сжатием электродов, подачей и отключением тока, работой регулятора сварочного цикла, вращением роликов, зажиганием деталей.
Электроды для контактной сварки
Электроды замыкают вторичный контур сварки, что приводит к повышению температуры и свариванию заготовок. Перемещение деталей при шовной сварке происходит при участии прижимных роликов. Они помимо этого, необходимы для того, чтобы прижимать соединяемые поверхности, удерживать их в процессе нагрева и усадки.
При контакте электроды сильно нагреваются и достаточно быстро изнашиваются. Поэтому к ним предъявляются высокие требования в плане устойчивости к высоким температурам и сопротивляемости на сжатие, которое достигает 5 кг на квадратный миллиметр. Производятся расходные материалы из бронзы и меди. форма электродов подбирается максимально близкой к рельефу поверхности заготовок, которые свариваются. Для аппаратов шовного типа они производятся в виде дисков.
Для аппаратов шовного типа они производятся в виде дисков.
Дефекты и контроль качества
Насколько прочным получится соединение, выполненное контактной сваркой, во многом определяется качеством подготовительных работ и выбором режима работы. Основной показатель шовной и точечной сварки – размер ядра соединения. Этот показатель должен находиться в пределах трех толщин самого тонкого свариваемого листа. Заготовка должна плавиться на не менее чем на 20 и не более чем на 80% своей толщины. В случае нарушения этих параметров образуется брак – непровар металла в первом случае и его прожиг – во втором.
Контроль над качеством сварного соединения осуществляется визуальным осмотром или с помощью специальных технических средств из списка неразрушающего контроля. Технический способ определения брака чаще всего необходим для обнаружения непроваров, которые при первичном осмотре определить очень сложно. Наиболее эффективна ультразвуковая диагностика. При однородном и качественном сварном соединении ультразвуковые излучения не отражаются и не слабеют.
При необходимости применяются и разрушающие методы определения брака. Они применяются выборочно. В контрольных образцах измеряется диаметр литого ядра, полученного с помощью точечной или шовной сварки.
Виды контактной сварки
Точечная
Сварочный процесс характеризуется тем, что соединяемые детали могут привариваться одновременно не только в одной, но и в нескольких точках. Прочность соединения определяется структурой и диаметром точки. Эти показали напрямую зависят от размера электрода, формы его контактирующей поверхности; состояния заготовок, прилагаемого усилия на сжатие, силы тока и времени его воздействия на металл.
При помощи аппаратов точечной сварки реально за одну минуту создавать до шестисот сварных соединений. Технология наиболее эффективна для соединения тонких листовых деталей. Применяется она для сваривания заготовок со стенками толщиной до 20 мм. Метод широкой используется в создании разной техники. Он востребован в самолетостроении, производстве и ремонте автомобилей; судостроении и изготовлении сельскохозяйственной техники. Часто используется и в других отраслях, в частности в строительстве.
Часто используется и в других отраслях, в частности в строительстве.
Рельефная
Подобно точечной технология предполагает возможность одновременного соединения заготовок в нескольких местах. Отличается наличием специально подготовленных рельефных выступов. Прочность контакта во многом определяется формой заготовок в месте их соединения. Форма электрода при этом не влияет на конечный результат. Рельеф заготовок подготавливается заранее с помощью прессовальной техники или иным способом. Он может формироваться как на одной, так и на обеих деталях.
В автомобилестроении рельефная сварка применяется для установки кронштейнов. Самый простой пример – это крепления скоб к автомобильному капоту. Другой наглядный вариант использования технологии – установка петель на двери. В радиотехнической промышленности метод сварки востребован для крепления проводки к тонким элементам деталей схемы.
Шовная
Соединение заготовок выполняется при помощи шва, состоящего из нужного количества литых участков или сварных точек.![]() Для получения герметичного шва сварочные соединения располагаются максимально близко. Шовная сварка точно так же представляет собой большое количество сварных точек, которые частично перекрывают дуг друга.
Для получения герметичного шва сварочные соединения располагаются максимально близко. Шовная сварка точно так же представляет собой большое количество сварных точек, которые частично перекрывают дуг друга.
Выполняется операция на специальных станках для шовной сварки, оснащенными дисковыми электродами-роликами, которые вращаются. Не менее важная их задача заключается в том, чтобы прокатывать и прижимать свариваемые поверхности. Для таких работ подходят листы толщиной 0,2-3 мм. Применяется технология в производстве разного рода герметичных резервуаров.
Стыковая
Заготовки соединяются по всей плоскости их соприкосновения под воздействием высокой температуры, вызывающей плавление кромок. Способ выполнения стыковой сварки выбирается в зависимости от ряда показателей – марки металла, требований по качеству сварного соединения, площади сечения соприкасаемых поверхностей. Существует несколько методов, любым из которых можно выполнить работы: оплавлением с подогревом, постоянным оплавлением без перерывов, сопротивлением.
Последний способ используется для соединения заготовок с площадью сечения до 200 квадратных миллиметров. На практике оно востребован для соединения стержней, проволоки и труб малого сечения, изготовленных из низкоуглеродистой стали.
Сварка оплавлением подходит для работы с заготовками сечением до 100000 мм кв. В эту категорию материалов попадают магистральные трубопроводы, стыки металлоконструкций из профиля, арматура для строительного бетона и множество других конструктивных элементов. Технология востребована в создании железнодорожных безстыковых путей, любых других длинномерных конструкций из разных материалов. в кораблестроении с ее помощью создаются якорные цепи; теплообменники для судов-рефрижераторов. Если необходимо восстановить целостность режущего или сверлильного инструмента, то данный метод сварки подходит как нельзя лучше.
Другие процессы
К разновидности контактной относится импульсная сварка. Дуга горит постоянно, даже в промежутках между импульсами тока, не оказывая при этом сколь-нибудь существенного влияния на глубину плавления материала. Основной сварочный ток дополняется импульсами, обеспечивающими глубокое и качественное соединение металлических заготовок. Помимо одинарного разработан также метод двойного модулированного импульса тока. Благодаря модуляции можно управлять формой импульсов, что необходимо для мелкокапельного переноса металла при сварке.
Основной сварочный ток дополняется импульсами, обеспечивающими глубокое и качественное соединение металлических заготовок. Помимо одинарного разработан также метод двойного модулированного импульса тока. Благодаря модуляции можно управлять формой импульсов, что необходимо для мелкокапельного переноса металла при сварке.
Одним из достоинств импульсной сварки является стабильное горение дуги, маловероятно образования кратеров в точках сварки, участки перекрытия в сварном шве минимальны. Импульсная сварка используется для соединения различных марок стали, цветных металлов, включая медные, алюминиевые, никелевые сплавы, а также титана. Толщина заготовок может варьироваться в диапазоне от 1 до 50 миллиметров.
Преимущества и недостатки
Контактная сварка часто используется для соединения нержавеющей стали и других металлов, в том числе цветных. Широкое распространение технологии в разных областях хозяйствования обусловлена большим перечнем достоинств:
- Метод дает возможность быстро выполнить необходимый объем работы.

- Контактная сварка позволяет сформировать ровный и в тоже время прочный шов.
- На создание одной сварочной точки уходит порядка десятой доли секунды. Опытный специалист за минуту рабочего времени может создать до 600 таких точек, а это уже приличный шов.
- Технология не требует применения расходных материалов – электродов, присадочной проволоки, флюса или инертного газа. В результате себестоимость единицы сварного соединения существенно снижается.
- Металл деформируется только в местах формирования точек сварного соединения. Готовая конструкция получается ровной, без видимых дефектов поверхности.
- Работа характеризуется простотой и не требует высокой квалификации сварщика. С ней могут справиться специалисты среднего уровня и даже новички.
- Контактные электроды обладают длительным сроком службы и мало изнашиваются.
- Метод считается наиболее безопасным по сравнению с другими, поскольку при работе нет открытого пламени. Риск возгорания небольшой.
- Контактная технология является экологически чистой. Ее влияние на окружающую среду и здоровье специалиста несущественно.

 Риск возгорания небольшой.
Риск возгорания небольшой.
Тем не менее существует ряд недостатков, которые необходимо учитывать при работе с контактной точечной сваркой:
- оборудование стоит немалых денег и назвать его массовым нельзя;
- требуется высокая сила тока – свыше 1000 ампер. Это значит, что необходимо подключаться к мощным линиям энергоснабжения;
- герметичность швов, выполненных контактным способом, не такая высокая, как у соединений, сделанных электродами;
- необходимо внимательно следить за напряжением. Оно не должно быть высоким.
Обозначение на чертежах
В некоторых случаях для выполнения работы может понадобиться чертеж либо другие графические материалы. Они должны передать специалисту информацию о важных критериях и основных параметрах будущего соединения. Пример такой схемы:
Из нее опытный сварщик сразу может выделить несколько явных моментов:
- видимый шов обозначается сплошной линией;
- штрих-пунктир обозначает невидимое сварное соединение;
- знаком плюс маркируется видимая сварная точка;
- невидимые сварные точки на схеме не обозначаются.

Контактная точечная сварка чаще всего востребована на производственных участках. Технология позволяет быстро создавать прочные сварные соединения. Она широко используется в судо-, самолето- и машиностроении. Способ подходит для работы с металлами разного состава, в том числе и с нержавейкой. Он характеризуется высокой безопасностью и экологичностью. Но перед началом работ необходимо определиться с оптимальной силой тока и убедиться, что подводящие линии энергоснабжения смогут обеспечить нужные параметры.
Что такое контактная точечная сварка
Один из наиболее востребованных методов соединения металлических заготовок — контактная точечная сварка. Технология идеально подходит для сваривания тонких листов. В статье поднимаются вопросы проблем, методов и основных принципов технологии.
СОДЕРЖАНИЕ
- Что такое контактная сварка
- Достоинства и недостатки контактной точечной сварки
- Технология контактной сварки
- Предварительная подготовка металла
- Сварочное оборудование
- Вероятные дефекты контактной точечной сварки
- Заключение
Что такое контактная сварка
Точечная является разновидностью контактной сварки. В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
В эту же группу входит шовная, стыковая и другие типы контактной сварки. Но в отличие от других способов соединения металлических заготовок точечная сварка получился очень широкое распространение. Она востребована в большинстве областей производства, начиная от строительства зданий и заканчивая авиационной отраслью. Например, корпус аэробуса состоит из десятков деталей, которые скрепляются между собой именно точечным методом.
Принцип выполнения сварочных работ несложный. Металл в определенной точке электрическим разрядом нагревается до высокой температуры, при которой начинается его плавление. В то же время обе плоскости металлических заготовок прижимаются одна к другой с предопределенным усилием. Механическая нагрузка и высокая температура делают свое дело: обе заготовки спаиваются между собой. В итоге получается надежный и малоприметный шов.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Многоточечный способ соединения металлов по сравнению с другими типами контактной сварки имеет свои отличительные особенности:
- Технология позволяет существенно сократить издержки времени на выполнение работ.
- На формирование одной точки шва требуется доли секунды.
- Для работы необходим ток большой силы, его значение составляет примерно 1000 ампер.
- В отличие от этого, напряжение должно быть совсем небольшим — не больше 10 ватт.
- Также небольшой является и зона плавления металлов. Показатель варьируется от нескольких миллиметров до 2-3 см.
- Последнее отличие — необходимость в большой механической нагрузке, которая может составлять несколько сот килограмм.
Чаще всего точечный метод сварки востребован для соединения тонких металлических листов внахлест. Однако она пригодна и для других целей, поскольку может сваривать заготовки толщиной до 3 см. в части кузовных работ этот показатель избыточен.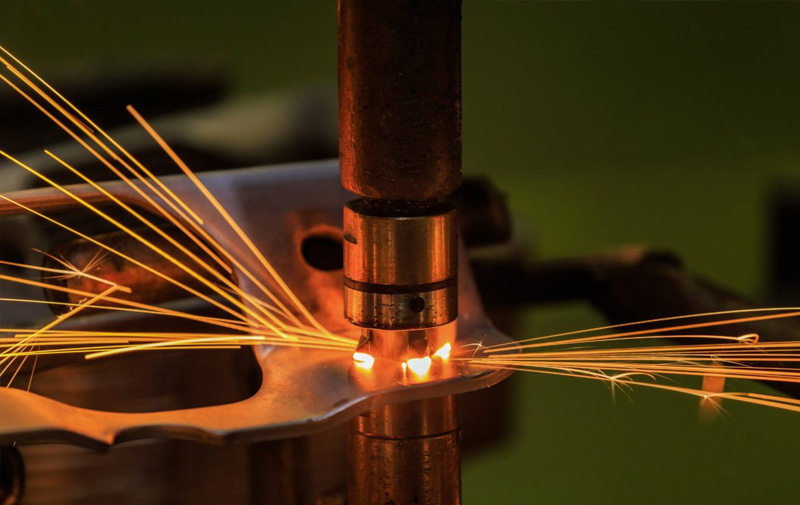 Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Как показывает практика, специалистам приходится иметь дело с металлами не толще 7 мм.
Достоинства и недостатки контактной точечной сварки
Популярность точечного способа сварки обусловлена солидным перечнем достоинств:
- для того, чтобы начать работу не требуется флюс, электрод, присадочная проволока и т.д., что снижает расходы и экономит время;
- во время выполнения сварочных работ металл деформируется незначительно и точечно;
- сварочные аппараты такого типа просты в обращении. Воспользоваться ими сможет даже начинающий сварщик;
- эстетичность сварочного шва не вызывает нареканий даже в отъявленных скептиков;
- дешевизна рабочего процесса по сравнению с другими методами сварки;
- возможность автоматизации большинства технологических операций;
- с помощью многоточечной сварки можно выполнять большой объем работы. Скорость формирования сварных точек может достигать несколько сот за минуту.
 Скорость формирования сварных точек может достигать несколько сот за минуту.
Скорость формирования сварных точек может достигать несколько сот за минуту.
В данного метода есть и недостатки. Справедливости ради стоит подчеркнуть, что они незначительны и их немного. Прежде всего — это сравнительно невысокая герметичность шва по сравнению со сплошным соединением, выполненным обычным электродом. И второй — это возможность образования избыточного напряжения в зоне точки сваривания. Важно тщательно подгонять заготовки, чтобы избежать этого.
Технология контактной сварки
Весь процесс состоит из трех основных этапов, Которые нужно рассмотреть подробно. Первый заключается в предварительно подготовке деталей. Затем соединяемые элементы размещаются под жалом сварки и сжимаются. В результате поверхность деформируется, появляется углубление в виде точки.
На последнем этапе к месту соединения подается электрический ток и металл плавится. Образуется жидкое ядро, которое со временем расширяется и после остывания будет скрепляющим элементом конструкции.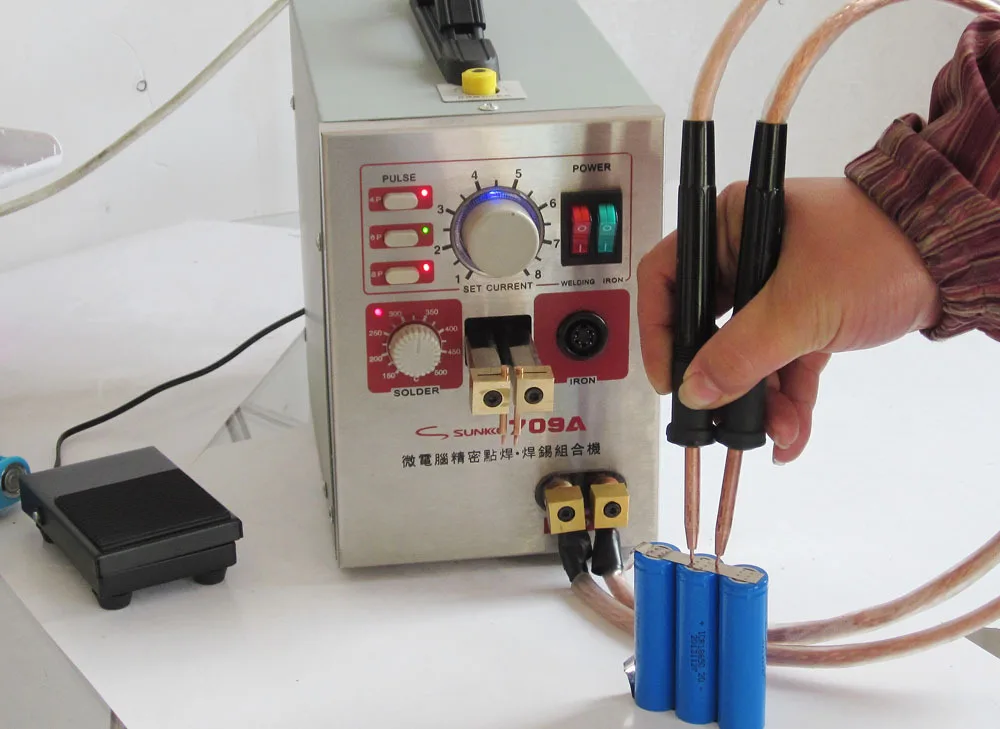 Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Благодаря предварительной деформации поверхности в процессе сварки не образуются брызги расплава. Шов получается аккуратным и не нуждается в предварительной очистке поверхности.
Когда подача напряжения прекращается, металл остывает, расплав кристаллизуется и жидкое ядро затвердевает. Существует один небольшой, но важный нюанс. В процессе охлаждения в расплавленном металле создается остаточное напряжение, так как при остывании расплав уменьшается в размере. Бороться с эти можно несколькими способами. Самый простой заключается в том, что по завершению сварочных работ заготовки следует посильнее прижать одну к другой. тогда они лучше прокалываются и становятся более однородными. В остальной использование точечной сварки не требует каких-то специальных навыков или знаний.
Предварительная подготовка металла
Для точечной сварки важно предварительно подготовить металл. Стыки в обязательном порядке зачищаются от оксидной пленки, ржавчины и прочих загрязнений. Конечно, это можно и не делать. Но в таком случае теряется мощность при выполнении сварочных работ. Соответственно добиться качественного соединения заготовок будет очень сложно. Помимо этого, повышение мощности влечет ускорение износа сварочного аппарата.
Для зачистки кромок применяются разные материалы и оборудование: щетка по металлу, наждачная бумага, болгарка, аппараты пескоструйной обработки. Если же заготовки небольшого размера, то их можно вытравливать в специальных растворах.
Отдельного внимания заслуживают вопросы подготовки алюминия и его сплавов. На их поверхности есть защитная пленка, сформированная из оксида металла. Она не дает металлу хорошо прогреться и препятствует формированию качественного шва. Ее удалению следует уделить максимум сил и внимания.
Сварочное оборудование
Для точечной электросварки можно использовать оборудование переменного или постоянного тока, конденсаторные или низкочастотные аппараты. Названные установки отличаются формой сварочного тока и силовым контуром. Каждая из моделей имеет как положительные, так и отрицательные сравнительные показатели. Среди сварщиков (в том числе и любителей) наибольшее распространение установки переменного тока.
Вероятные дефекты контактной точечной сварки
При наличии опыта и надлежащего оборудования сложно будет точечную сварку сделать плохо. Тем не менее, на практике встречаются случаи, когда работа выполнены с дефектами. В большинстве своем они образуются не в месте соединения заготовок, а по металлу.
Они бывают разного рода. Прежде всего, наблюдаются дефекты с формированием литого ядра: оно может быть слишком большим или маленьким, смещаться в сторону относительно центра стыка. Реже шов получается не сплошным. Любители, не имеющие достаточного опыта, могут настроить аппарат неверно, что в итоге оборачивается избыточной деформацией или же слабой провариваемостью металла.
Наиболее чувствительным дефектом является плохо проваренное ядро или же его полное отсутствие. Как показывает практика, такие конструкции долго не служат. Они не способны противостоять нагрузкам и вскоре просто ломаются в месте стыка. Дефект может дать о себе знать в самых разных условиях. Например, при увеличении интенсивности эксплуатации, после сильного нагрева (охлаждения) или после резкого перепада температуры.
Читайте также: Дефекты сварных швов
Заключение
Контактная сварка представляет собой практичный и удобный метод соединения металлических заготовок. Она не требует использования проволоки или флюса. На рынке представлено оборудование для ручной или автоматической сварки, что дает потребителю возможность выбрать наиболее подходящий вариант. Простота использования — еще один несомненный плюс, делающий технологию доступной даже для начинающих сварщиков.
Технология контактной точечной сварки
Оцените, пожалуйста, статью
12345
Всего оценок: 5, Средняя: 3
Контактная сварка — ИвКонструктив
Сварка углекислым газом и аргонодуговая сварка Порошковая окраска
Контактная сварка – способ сварки соединений, основанный на воздействии на поверхность детали высоковольтного тока и высокого механического давления.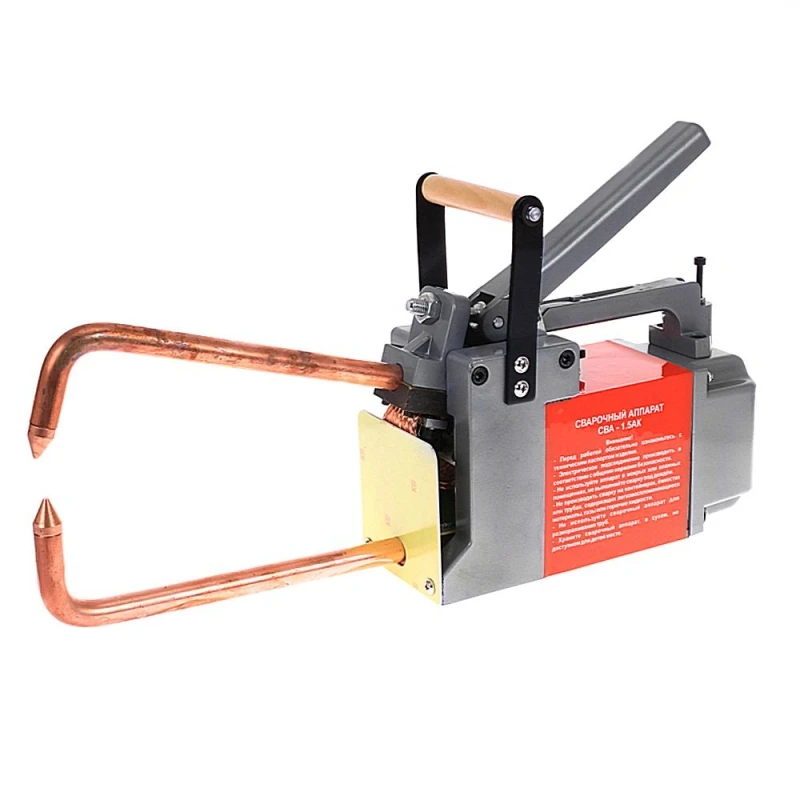 В основном применяется в машиностроении, радиоэлектронике, строительстве, производстве каркасов и других производственных сферах.
В основном применяется в машиностроении, радиоэлектронике, строительстве, производстве каркасов и других производственных сферах.
Техника контактной сварки
Электрический ток, воздействующий на поверхность металлического компонента, преобразуется в тепловую энергию. Одновременно на свариваемую поверхность воздействует высокое давление, в результате чего происходит пластическая деформация металла. В результате образуется высокопрочное и надежное соединение с ровной поверхностью.
Применение контактной сварки актуально при работе с черными и цветными металлами; метод подходит для обработки полуфабрикатов и деталей из нержавеющей стали, а также сварки элементов из разнородных сплавов.
С учетом особенностей техники сварки и применяемого оборудования можно выделить три вида контактной сварки:
- Точечная сварка;
- Выступающая сварка;
- Сварка швов.
Наиболее востребована точечная контактная сварка. По названию понятно, что в процессе сварки детали соединяются в одной или нескольких точках. Этот метод широко используется в авиастроении, машиностроении и радиоэлектронике.
Этот метод широко используется в авиастроении, машиностроении и радиоэлектронике.
Выступающая контактная сварка на самом деле является разновидностью точечной сварки. Используется для фиксации листовых компонентов различных функциональных элементов. Например, в автомобильной промышленности используется для крепления кронштейнов на капоте, дверных петель и т. д.
И, наконец, шовно-контактная сварка образует композитные швы, устойчивые к различным воздействиям окружающей среды (давление, температура). Метод применяется при изготовлении герметичных емкостей: топливных баков, камер бытовой техники, радиаторов.
Среди разновидностей контактной сварки также можно выделить сварку встык. Используется для фиксации двух металлических элементов по всей плоскости контакта. Например, при прокладке трубопровода соединяются стальные трубы.
Контактная сварка имеет ряд преимуществ :
Рабочий процесс контактной сварки имеет ряд преимуществ:
- Обеспечивает сварку деталей различной толщины;
- Демонстрирует высокую эффективность без потери качества;
- Обеспечивает идеальную точность сварки компонентов;
Автоматизированный процесс позволяет значительно сэкономить время и трудозатраты. Качество контактной сварки определяется параметрами сварного соединения и регламентируется ГОСТ 15878-79..
Качество контактной сварки определяется параметрами сварного соединения и регламентируется ГОСТ 15878-79..
Контактная сварка в ООО «Ивконструктив»
Компания «Ивконструктив» предлагает услуги по контактной сварке с использованием современного сварочного оборудования. В наличии две модели: аппарат точечной сварки Tecna Via Grieco 27 – 40024 Castel S. Pietro Terme и аппарат контактной сварки РКС 073-6. Второй блок оборудования имеет большую мощность и позволяет сваривать алюминиевые элементы.
Выполняем контактную сварку по предварительно утвержденным требованиям и срокам. Для получения дополнительной информации о сроках, ценах и других условиях сотрудничества, пожалуйста, свяжитесь с нами по телефону или электронной почте.
СО2 и аргонно-дуговая сварка Порошковая окраска
Разместить заказ
Отправьте нам свой запрос, и мы свяжемся с вами в ближайшее время
Разместить заказ
Разместить заказ
900 менеджер свяжется с вами в ближайшее время!
Консультация
Оставьте контактные данные, и наш менеджер свяжется с вами в ближайшее время!
Свяжитесь с нами
Оставьте контактные данные, и наш менеджер свяжется с вами в ближайшее время!
 youtube.com/embed/cje5lvTPZCo» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/cje5lvTPZCo» title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Что это? Как это работает
Холодная сварка соединяет металл практически без тепла. Это один из самых интересных методов сварки, и многие металлы можно сваривать холодным способом благодаря законам физики и нашему пониманию материаловедения.
В этой статье вы узнаете, что такое холодная сварка, как она работает и какие металлы можно сваривать холодным способом.
Что такое холодная сварка?
Процесс холодной сварки не требует подвода тепла для соединения металлических деталей. Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Вместо этого энергия, необходимая для связывания металла, применяется в виде давления. В отличие от сварки плавлением, такой как дуговая сварка и сварка трением, холодная сварка не имеет фазы расплавленного или жидкого металла, поэтому ее называют холодной сваркой.
Приложенное давление максимально сближает поверхности заготовок. После сжатия наноразмерное расстояние становится неважным, и атомы металла перескакивают с одного куска на другой. Это приводит к почти идеальному соединению практически без последствий, и два отдельных куска металла становятся однородной массой.
Но для этого нужно идеально очистить металлические поверхности. Каждый металл имеет оксидные слои, которые необходимо удалить перед попыткой холодной сварки. Но об этом мы поговорим далее в статье более подробно, но сначала давайте рассмотрим некоторые плюсы и минусы этого процесса.
Pros
- Идеальный процесс для сварки алюминия, особенно соединения алюминия с медью, двух металлов, которые являются сложной задачей при использовании других способов сварки
- Устраняет большинство проблем в зоне термического влияния (ЗТВ), поскольку отсутствует концентрированное тепло и, следовательно, ЗТВ от сварочной дуги
- Обеспечивает почти идеальное сварное соединение без хрупких интерметаллических соединений, микротрещин и других дефектов соединения
- Способен соединять широкий спектр разнородных металлов, которые иначе трудно сварить вместе
- Снижает требуемые навыки для сварки экзотических металлов
Минусы
- Поверхность должна быть тщательно очищена; может потребоваться несколько этапов очистки и подготовки металла
- Неровности поверхности, загрязнения и наноразмерные молекулярные структуры могут мешать получению результатов
- Трудно достичь в промышленных условиях из-за пыли и других частиц в воздухе
- Углеродистая сталь и закаленные металлы не подлежат холодной сварке, работают только с цветными пластичными металлами, такими как медь, алюминий, свинец, золото и т. д.
- Неправильные формы плохо поддаются холодной сварке, и наилучшие результаты достигаются с плоскими поверхностями
 д.
д.Для чего используется холодная сварка?
Холодная сварка используется во многих отраслях промышленности, в том числе в аэрокосмической, автомобильной, электронной и производственной.
Чаще всего используется при сварке проводов, особенно из разнородных металлов. Холодная сварка также идеальна при прокладке подземных проводов, когда существует опасность возгорания горючих газов в процессе сварки, вызывающей тепло.
Кроме того, часто используется для герметизации емкостей, чувствительных к теплу, например, контейнеров со взрывчатыми веществами.
Как правило, холодная сварка используется, когда тепло может причинить слишком много повреждений или представлять опасность.
Как работает холодная сварка
Процесс холодной сварки до приложения давления
Холодная сварка соединяет металл при температуре окружающей среды без нагревания или прохождения электрического тока в соединении. Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Перед холодной сваркой необходимо удалить оксидные слои с обоих металлов. Каждый металл образует оксиды на поверхности, что делает внутренний, чистый металл недоступным. Вот почему, например, сжатие двух неочищенных, окисленных медных деталей не даст сварного шва.
Цитируя известного физика Ричарда Фейнмана:
«Причина такого неожиданного поведения заключается в том, что, когда соприкасающиеся атомы все одного и того же типа, атомы не могут «знать», что они находятся в контакте. разные куски меди. Когда есть другие атомы, в оксидах и жирах и более сложных тонких поверхностных слоях загрязнителей между ними, атомы «знают», когда они не находятся на одной и той же части».
Итак, когда мы очистим поверхность металла и приложим достаточное давление, металлы образуют однородную металлургическую связь. Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Но для этого требуется исключительная чистота и отсутствие неровностей поверхности. В реальных приложениях такой уровень однородности достигается в основном при холодной сварке проволоки. Это связано с тем, что в процессе сварки холодной проволокой загрязнения удаляются практически с идеальной точностью.
Давление, приложенное к границе стыка, вызывает деформацию (осадку) и приводит к вспышке
Предпосылки для холодной сварки
Основными условиями для холодной сварки являются первоначальная очистка поверхности металла и подготовка геометрии соединения. Плоские поверхности соединения работают лучше всего, поэтому рекомендуется сгладить любые неровности формы.
Оксидный слой и другие загрязнения можно удалить обезжириванием, проволочной щеткой или механическими и химическими методами. Жир и масло обычно присутствуют на поверхности металла и должны быть удалены перед чисткой проволочной щеткой. Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
После того, как вы очистите масла, вы можете приступить к удалению самого оксидного слоя. В зависимости от металла могут быть рекомендованы различные материалы щетины и типы щеток. Всегда полезно проверить спецификацию металла.
Надежна ли холодная сварка?
Холодный сварной шов будет таким же прочным, как основной металл, если правильно провести необходимую подготовку. Прочность соединения зависит от свойств металла. В отличие от других методов сварки, прочность соединения при холодной сварке не может превосходить первоначальную прочность металла.
Прочность соединения снижается, если соединяемые поверхности недостаточно очищены или имеют неправильную форму. Но для типичных применений холодной сварки, таких как соединение проволоки, добиться максимального сцепления несложно.
Возможные сварные соединения
Поскольку холодная сварка давлением лучше всего работает при большой контактной поверхности, лучше всего использовать соединения встык и внахлестку.
Сварка встык в основном используется при сварке проволоки и труб. Это потому, что легко обрезать концы, получить чистый металл на контактной поверхности и прижать провода друг к другу.
При сварке встык расстояние между точками зажима и контактной поверхностью не должно быть слишком большим, так как мягкие металлы вместо соединения могут изгибаться вбок.
Холодное соединение внахлест немного сложно. Сжатие листового металла вместе уменьшит его толщину из-за приложенного давления. Таким образом, вы должны учитывать как минимум 50% потери толщины при подготовке вашего проекта. В противном случае готовая сварная деталь не будет соответствовать требованиям проекта.
Даже если сварка выполнена идеально, утончение детали может быть неприемлемо. Учитывайте пластичность и мягкость металла и сделайте несколько пробных сварных швов, чтобы определить результирующую толщину.
Аппараты для холодной сварки для соединения проводов
Аппараты для холодной сварки с ручным управлением для проволоки малого диаметра. Но большие диаметры требуют пневматического или электропневматического управления. Большинство этих машин являются портативными и могут работать с проволокой, стержнями и полосами.
С помощью пневмогидравлического усилителя портативный аппарат для холодной сварки создает экстремальное давление. Со стороны оператора находится «сварочная головка». Он расположен в верхней части машины и служит для установки сварочной матрицы, обеспечения стабильности и контроля приложенного давления.
После того, как матрица помещена и закреплена в кармане матрицы, по бокам в нее подаются проволоки/стержни. Приложение давления заставляет матрицу захватывать провода рядом с конечными точками и плотно прижимать их друг к другу. В результате мельчайшие загрязнения, оставшиеся на поверхности поперечного сечения проводов, выдавливаются из их жил наружу. Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Давление применяется не менее четырех раз для удаления всех примесей. Этот процесс называется «принцип множественных нарушений». После того, как провода склеены, вы можете снять их с машины и удалить остатки вокруг места соединения.
Холодная сварка по сравнению с горячей сваркой
Методы горячей сварки включают электрическую дугу, внутреннее сопротивление или активное пламя для расплавления и сплавления металла. Холодная сварка лучше всего подходит для цветных металлов и специальных применений, в то время как горячая сварка имеет гораздо больше применений.
| Особенность | Холодная сварка | Горячая сварка |
|---|---|---|
| Требуется тепло | № | Да |
| Требуется электрическая дуга | № | Да |
| Сварка Все металлы | Цветные и не содержащие углерода | Да (несколько редких исключений) |
| Область применения | Лимитед | Намного шире |
Какие металлы можно сваривать холодным способом?
К металлам, пригодным для холодной сварки, относятся медь, алюминий, свинец, цинк, латунный сплав 70/30, никель, серебро, сплавы серебра, платина и золото. Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Холодная сварка углеродистой стали или любого другого металла, содержащего углерод, невозможна. Это сильно ограничивает применение холодной сварки, потому что углеродистая сталь является наиболее свариваемым металлом.
Холодная сварка лучше всего работает с металлами, имеющими гранецентрированное кубическое расположение атомов, которые не затвердевают быстро. Все металлы, которые быстро затвердевают при работе, имеют тенденцию к растрескиванию до того, как давление холодной сварки сможет создать соединение. Вот почему только высокопластичные металлы, описанные выше, могут подвергаться холодной сварке.
Различные виды холодной сварки
Не существует различных видов холодной сварки. Вместо этого есть три метода с одинаковыми названиями. Кратко рассмотрим эти процессы.
Кратко рассмотрим эти процессы.
Холодный перенос металла
Холодный перенос металла (CMT) — это процесс сварки плавлением, в котором для создания соединения используется сварочная дуга. Его часто ошибочно называют «холодной сваркой», что вызывает путаницу. CMT — это процесс сварки MIG, который требует примерно на 90 % меньше тепловложения, чем обычный процесс сварки MIG.
Поскольку этот метод дуговой сварки настолько «холодный», он решает многие проблемы, такие как сам процесс холодной сварки. Тем не менее, вы не должны путать эти два.
В СМТ используется электрическая дуга, присадочная металлическая проволока, и мы можем использовать ее с металлами, где сварка холодным давлением невозможна. Но CMT полагается на точное втягивание присадочной проволоки при зажигании дуги для контроля подвода тепла.
Это может сделать только робот, и это неэкономично, если возможна холодная сварка давлением.
Холодная сварка ВИГ
Как и в случае CMT выше, холодная сварка ВИГ не имеет отношения к методу, описанному в этой статье.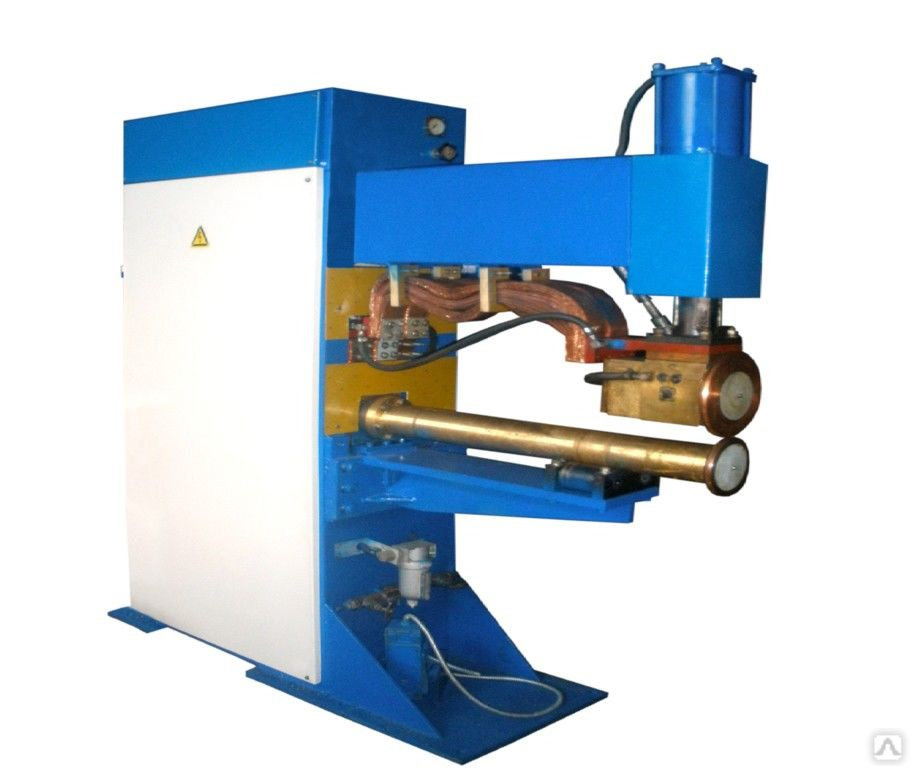
Некоторые сварочные аппараты для сварки ВИГ имеют «холодную» настройку, которая существенно ограничивает подвод тепла. Это достигается путем приложения электрической дуги к крошечному пятну всего за долю секунды.
Температура минимальна, поскольку любое генерируемое тепло быстро рассеивается, особенно в случае металла с высокой проводимостью, такого как алюминий.
Это полезно при сварке очень тонких листов металла и проволоки. Но вы можете добиться чего-то подобного с любым продвинутым аппаратом для сварки TIG, используя настройки импульса.
Вы получите низкотемпературную сварку TIG, установив низкий импульсный ток и большую временную задержку между импульсами. Но низкой температуры иногда недостаточно, поэтому, когда возможна холодная сварка давлением, она улучшит соединение.
JB Weld
JB Weld — это торговая марка системы эпоксидного склеивания, используемой для металла, бетона, кирпича, стекловолокна и т. д. Хотя она называется «Оригинальной формулой холодной сварки», на самом деле она не создает сварка между металлами.
В отличие от процесса холодной сварки, здесь отсутствует межатомное притяжение, и два металла не сливаются в однородную массу.
JB Weld — хороший метод склеивания металла, но его нельзя сваривать. Продукт представляет собой двухкомпонентную эпоксидную смолу, основу и активатор. Когда вы смешаете и нанесете этот продукт на металлические детали, вы должны закрепить их зажимами и начать процесс отверждения.
Прочность соединения при растяжении составляет 5020 фунтов на квадратный дюйм, что обеспечивает более слабое соединение по сравнению с обычным стержневым электродом E6010 с давлением 60 000 фунтов на квадратный дюйм.
Это не заменит настоящий сварной шов, если только вы не делаете мелкий ремонт дома. Но некоторые люди путают его с процессом холодной сварки.
Краткая история холодной сварки
История холодной сварки началась в бронзовом веке, около 700 г. до н.э., но она была не такой сложной, как сегодня. Археологи раскопали множество инструментов и посуды того периода, которые были изготовлены с использованием примитивного процесса холодной сварки.